Известны полуавтоматы для намотки секций конденсаторов, содерл ащие оправку, шпиндель и заднюю бабку.
С целью повышения производительности полуавтомата и улучшения качества намотки Б предлагаемом устройстве контакты выполнены в виде съемных цилиндров, снаб/кенных сетчатой пирамидальной насечкой на торцовых поверхностях, взаимодействующих с торцами наматываемой секции, а в выемке опорного конуса задней бабки установлен сухарь, спираюш,ийся на плунжер посредством шарика.
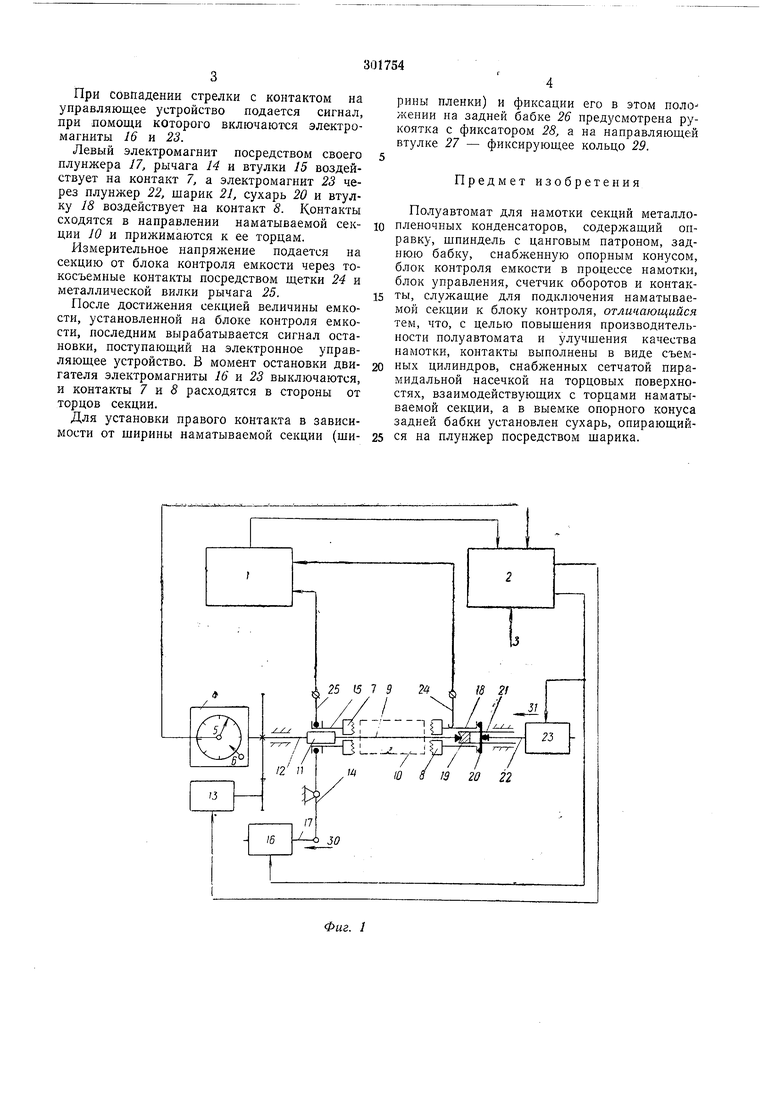
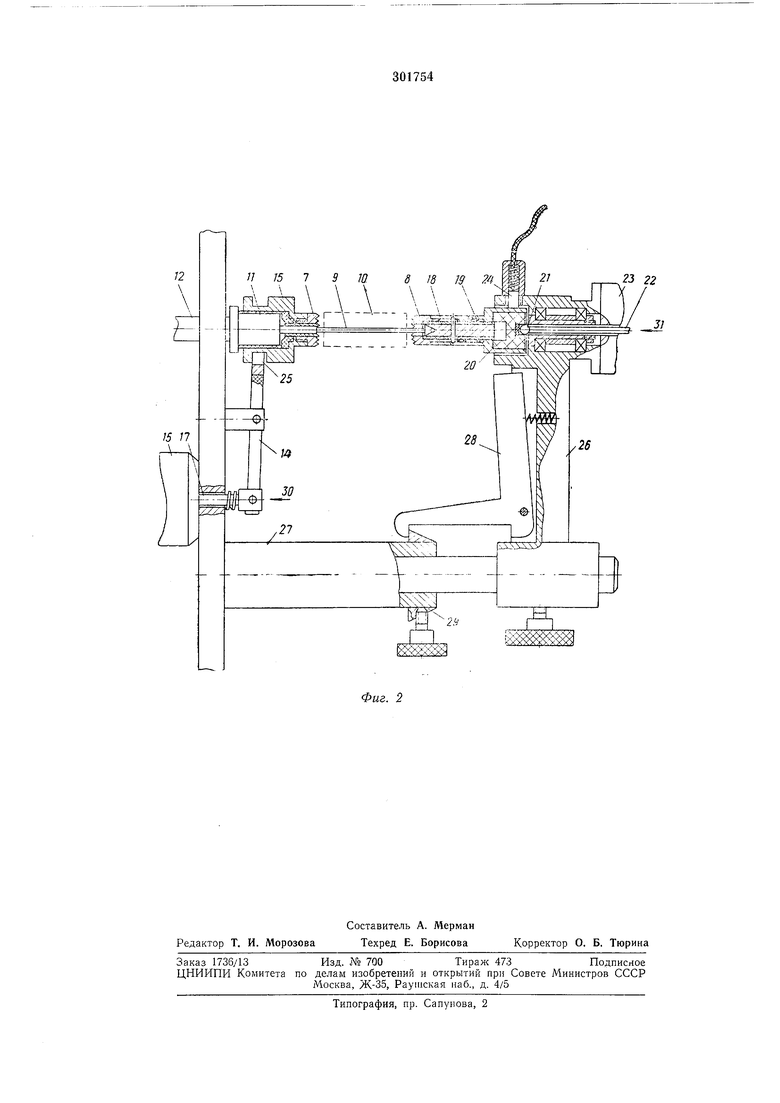
На фиг. 1 представлена функциональная схема предлагаемого устройства; на фиг. 2- расположение контактируюндих узлов на механизме намотки секций.
Предлагаемое устройство включает блок контроля емкости /, электронное управляющее устройство (блок) 2, к которому подводится пусковой сигнал 3, механический счетчик оборотов 4 с указательной стрелкой 5 и электрическим контактом 6, два торцовых контакта 7 н 8 с механизмами подачи, оправку 9 для намотки секций 10, укрепленную в цанговом патроне 11, шпиндель 12 и электродвигатель 13 постоянного тока для привода во вращение шпинделя.
ромагнит 16 и плунжер 17, а механизм подачи правого контакта состоит из подающей втулки 18, расположенной на опорном конусе задней бабки 19, сухаря 20, упорного шарика 21, плунжера 22 и правого соленоидного электромагнита 23. Токосъем с контактирующих устройств осуществляется посредством щетки 24 для правого контакта и металлической вилки рычага 25 для левого контакта.
Механизм правого контактирующего узла расположен на упорной задней бабке 26, которая крепится на направляющей втулке 27 и фиксируется при помощи рукоятки с фиксатором 2S и фиксирующего кольца 29.
Стрелки 30 и 31 указывают направление действия сил при включении электромагнитов 16 и 23.
После зарядки пленок в оправку 9 и установки задней бабки 26 в положение, показанное на фиг. 2, на управляющее устройство 2 подается пусковой сигнал 3.
Управляюп ее устройство включает электродвигатель 13, приводящий во вращение шпиндель 12 станка, оправку 9 и счетчик оборотов. Предварительно на счетчике устанавливают подвижный электрический контакт 6 Е такое положение, чтобы количество оборотов, указываемое стрелкой, было на 20-30% меньше среднего числа витков наматываемо При совпадении стрелки с контактом на управляющее устройство подается сигнал, при помощи которого включаются электромагниты 16 и 23. Левый электромагнит посредством своего плунжера 17, рычага 14 и втулки 15 воздействует на контакт 7, а электромагнит 23 через плунжер 22, шарик 21, сухарь 20 и втулку 18 воздействует на контакт 8. Контакты сходятся в направлении наматываемой секции JO и прижимаются к ее торцам. Измерительное напряжение подается на секцию от блока контроля емкости через токосъемные контакты посредством щетки 24 и металлической вилки рычага 25. После достижения секцией величины емкости, установленной на блоке контроля емкости, последним вырабатывается сигнал остановки, поступающий на электронное управляющее устройство. В момент остановки двигателя электромагниты 16 и 23 выключаются, и контакты 7 и 5 расходятся в стороны от торцов секции. Для установки правого контакта в зависимости от ширины наматываемой секции (ши- 25 5 10 15 20 рины пленки) и фиксации его в этом поло жении на задней бабке 26 предусмотрена рукоятка с фиксатором 28, а на направляющей втулке 27 - фиксирующее кольцо 29. Предмет изобретения Полуавтомат для намотки секций металлопленочных конденсаторов, содержащий оправку, шпиндель с цанговым патроном, заднюю бабку, снабженную опорным конусом, блок контроля емкости в процессе намотки, блок управления, счетчик оборотов и контакты, служащие для подключения наматываемой секции к блоку контроля, отличающийся тем, что, с целью повышения производительности полуавтомата и улучшения качества намотки, контакты выполнены в виде съемных цилиндров, снабженных сетчатой пирамидальной насечкой на торцовых поверхностях, взаимодействующих с торцами наматываемой секции, а в выемке опорного конуса задней бабки установлен сухарь, опирающийся на плунжер посредством шарика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| Устройство для намотки секций конденсаторов | 1981 |
|
SU1012361A1 |
| Устройство для намотки электрических катушек | 1975 |
|
SU550693A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1973 |
|
SU394124A1 |
| Полуавтомат для намотки контурных катушек | 1961 |
|
SU141223A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Устройство для намотки секций металлопленочных конденсаторов | 1979 |
|
SU868852A1 |
| Оправка для намотки секцийРулОННыХ КОНдЕНСАТОРОВ | 1978 |
|
SU809422A1 |
П J5 7 9 Ш8 /8 19 . 2 Д
