(54) СПОСОБ ОХЛАЖДЕНИЯ ПРСвСАТНЫХ ВАЛКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения прокатных валков | 1979 |
|
SU829231A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| Способ охлаждения прокатных валков шаропрокатного стана | 1980 |
|
SU954125A1 |
| Способ охлаждения прокатных валков | 1978 |
|
SU854471A1 |
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| Способ охлаждения валков универсальной клети балочного стана | 1985 |
|
SU1400685A1 |
| Способ охлаждения полосы между клетями прокатного стана | 1980 |
|
SU889171A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| Способ управления процессом охлаждения проката | 1990 |
|
SU1704872A1 |
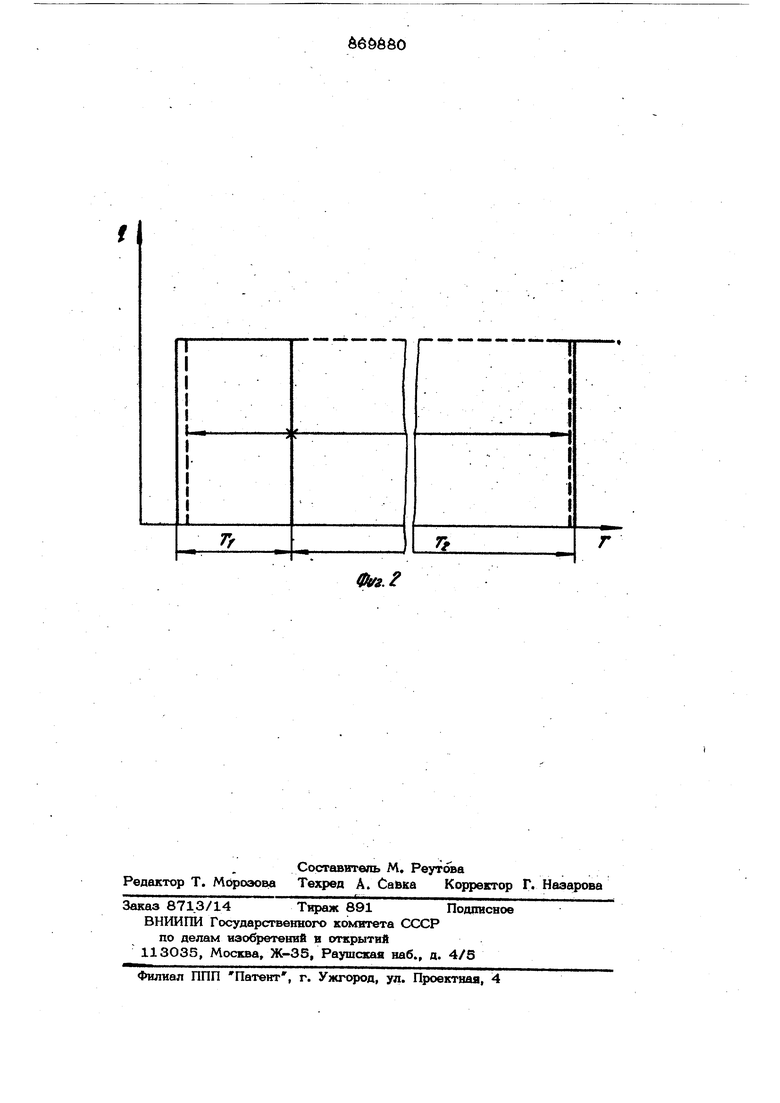
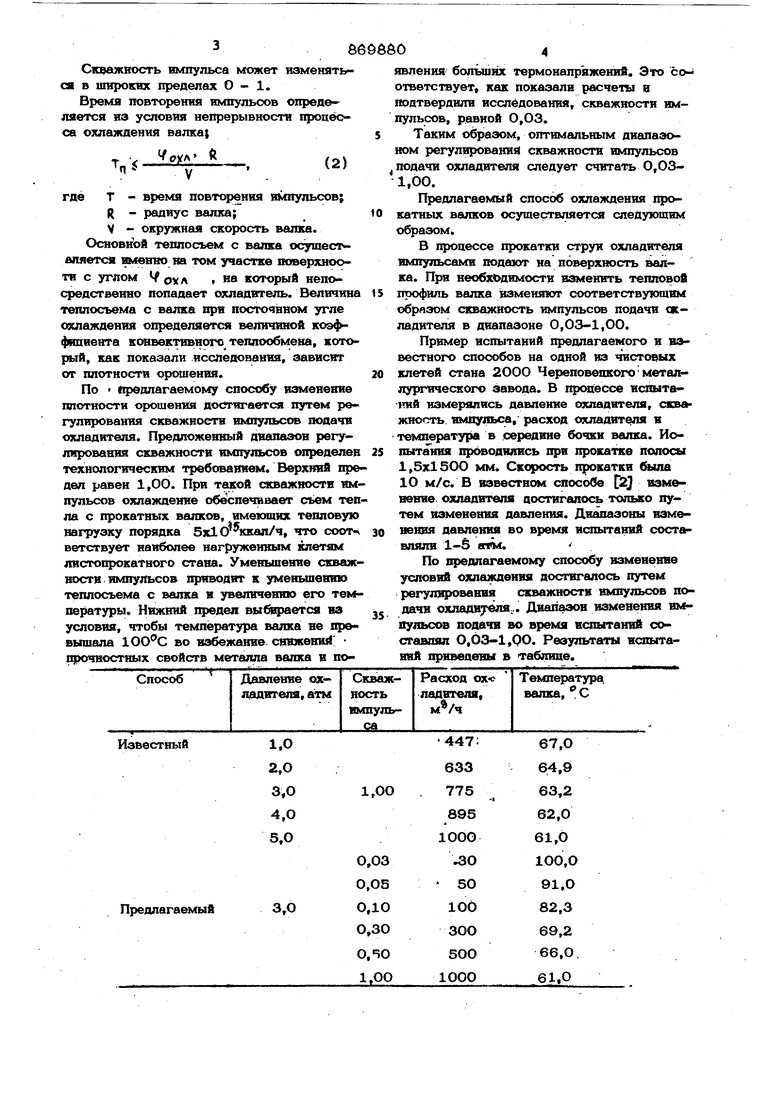
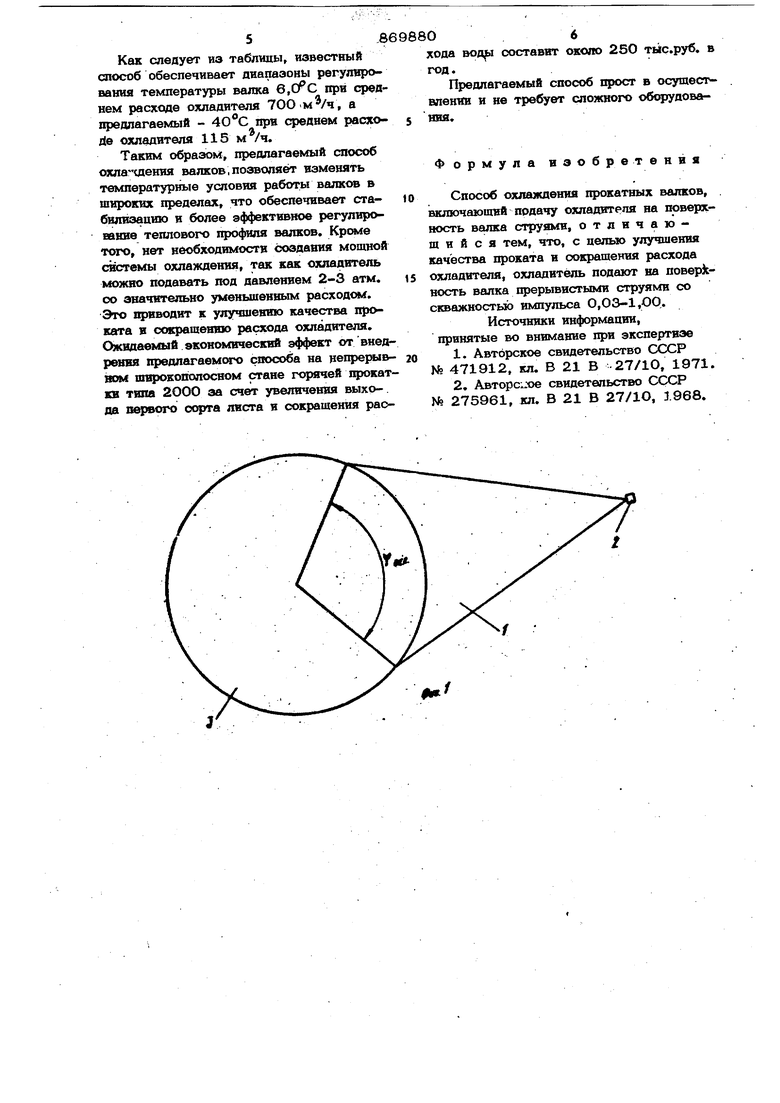
Изобретение относится к области прокатного производства, а именно к регулированию теплового профиля валков в процессе прокатки, .и может быть использова но для охлаждения проката. Известен способ Подачи охладителя на поверхности прокатных валков листовых станов, заключающийся в том, что охлади тель подают на поверхность валка плоокими .ст руями под острым углом к оси вапка Cl. Недостатком способа является невозможность регулирования условий охлажде шш валков. Известен способ регулирования поперечной формы полосы, включающий измене ние расхода охладителя, подаваемогмэ на рабочие или опорные валки C2l. К недостатку способа относится малый диапазон терморегулирования.. Целью изобретения является улучшение качества проката и сокращение расхода охладителя. оставленная цель достигается тем, что в известном способе, включающем подачу охладителя на поверхность валка, охладитель подают на поверхность валка прерывистыми струями: со скважностью импульса О,ОЗ-1,ОО. На фиг. 1 изображена схема охлаждения валка; на фиг. 2 - схема импульсной подачи охладителя (где с - плотность орошения; Т, - время подачи охладителя; Тл - время прекращения подачи охладителя). Струя охладителя 1, вьш1едшая из раздающего устройства 2, подается на поверхность валка 3 и образует угол охлаждения оул . При импульсной подаче охладитель подается на валок в течение времени Т , а в отрезок времени 1 охлаждение отсутствует (см. фиг. 2). Средняя плотность орошения поверхности охлаждения прямо пропорциональна скважности импульса С V.ii- - т, + т Скэажвость импульса может изменяться в широких пределах 0-1. Время повторения импульсов опреде- ляется из условия непрерывности процесса охлаждения валка; т - время повторения импульсов; R - радиус валка; V - окружная скорость валка. Основной теплосъем с валка осушест аляется именно на том участке поверхноо ти с углом /охл f на который непосредствеиио попадает охладитель. Величина теплосьема с валка при постоянном угле охлаждения определяется величиной коэффициента конвективного теплообмена, кото{н 1й, как показали исследования, зависит от плотности орошения. По предлагаемому способу изменение плотности орошения достигается путем регулирования скважности импульсов подачи охладителя. Предложенный диапазон регулирования скважности импульсов определен технологическим требованием. Верхний пре дел равен 1,00. При такой скважности им пульсов охлаждение обеспечивает съем теп ла с прокатных валков, имеющих тепловую нагрузку порядка 5х1Оккал/ч, что соотч ветствует наиболее нагруженным клетям листопрокатного стана. Уменьшение скваж шхгги импульсов приводит к уменьшению теплосьема с валка и увеличению его тем пературы. Нижний предел выиграется из условия, чтобы температура валка не пре вышала во избежание, сниженш щючностных свойств металла валка и появления больших термонапряженяй. Это соответствует, как показали расчеты я подтвердили исследования, скважности импульсов, равной 0,03. Таким образом, оптимальным диапазоном регулирования скважности импульсов подачи охладителя следует считать 0,031,00. Предлагаемый способ охлаждения прокатных валков осушествляется следующим образом. В процессе прокатки струи охладителя импульсами подают на поверхность валка. При необ й димости изменить тепловой профиль валка изменяют соответствующим образом скважность импульсов подачи складителя в диапазоне 0,03-1,00. Пример испытаний предлагаемого и известного способов на одной из чистовых клетей стана 2ООО Череповецкого металлургического завода. В процессе испытакий измерялись давление охладителя, скважность, импульса, расход охладителя и температура в .середине бочки валка. Испытания проводились при прокатке полосы 1,5х15ОО мм. Скорость прокатки была 1О м/с. В известном способе изменение охладителя достигешось только путем измеиения давления. Диапазоны изменения давления во время испытаний составляли 1-5 еп. По предлагаемому способу изменение условий охлаждеиия достигалось путем регулирования скважности импульсов подачи охладителя;.. Диапазон изменения импульсов подачи во время испытаний составлял O,,QO. Результаты испытаний приведены в таблице.
Как следует из таблицы, известный способ обеспечивает диапазоны регулнрования температуры валка 6, при среднем расходе охладителя , а предлагаемый - при среднем расхоde охладителя 115 .
Таким образом, предлагаемый способ охла шения валков,позволяет изменять температурные условия работы валков в широких пределах, что обеспечивает стабилизацию и более эффективное регулирование теплового профиля валков. Кроме того, нет необходимости создания мошной системы охлаждения, так как охладитель можно подавать под давлением 2-3 атм. со значительно уменьшенным расходом. Это приводит к улучшению качества проката и ажрашению расхода охладителя. (Кидаемый экономический эффект отвнедрения предлагаемтах способа на непре швvoM широкополосном стане горячей прокаткв типа 20ОО за счет увеличения выхо-. да 1юрвого сорта листа и сокрашения расхода водр составит около 250 тыс.руб. в год.
Предлагаемый способ прост в осуществлении и не требует сложного оборудования.
Формула изобретения
Способ охлаждения прокатных валков, включающий подачу охладителя на поверхность вЕшка струями, отличающийся тем, что, с целью улучшения качества проката и сокращения расхода охладителя, охладитель подают на noBepkность валка прерывистыми струями со скважностью импульса 0,03-1,00,.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 471912, кл. В 21 В 27/10, 1971.
