1
Изобретение относится к металлур гическому производству и может быть использовано для охлаждения теплонагруженных поверхностей, в частности поверхностей прокатных валков листовых {штрипсовых) станов, а также для интенсифицированного охлаждения калиброванных валков сортовых, заготовочных и трубопрокатных станов (пильгерстанов).
Одним из главных требований технологии на станах горячей прокатки является стабилизация теплового режима рабочих валков и поддержание температуры проката на заданном уровне. В особенности это важно для длительных циклов прокатки, где при использовании известных способов охлаждения прокатных валков температура проката существенно снижается за счет неконтг ролируемого попадания охладителя на поверхность проката, что отрицательно сказывается на его качестве при
больших тепловых нагрузках на валки, характерных для современных процессов прокатки. Известны способы охлаждения, характеризуемые большими расходами охладителя, не позволяют поддержи-, вать требуемую температуру прокатки.
Известен способ охлаждения прокатных валков, согласно которому-охлаждение валка осуществляют водобоздушной смесью так, что струи смеси находятся в одной плоскости рядом одна с другой 1 j .
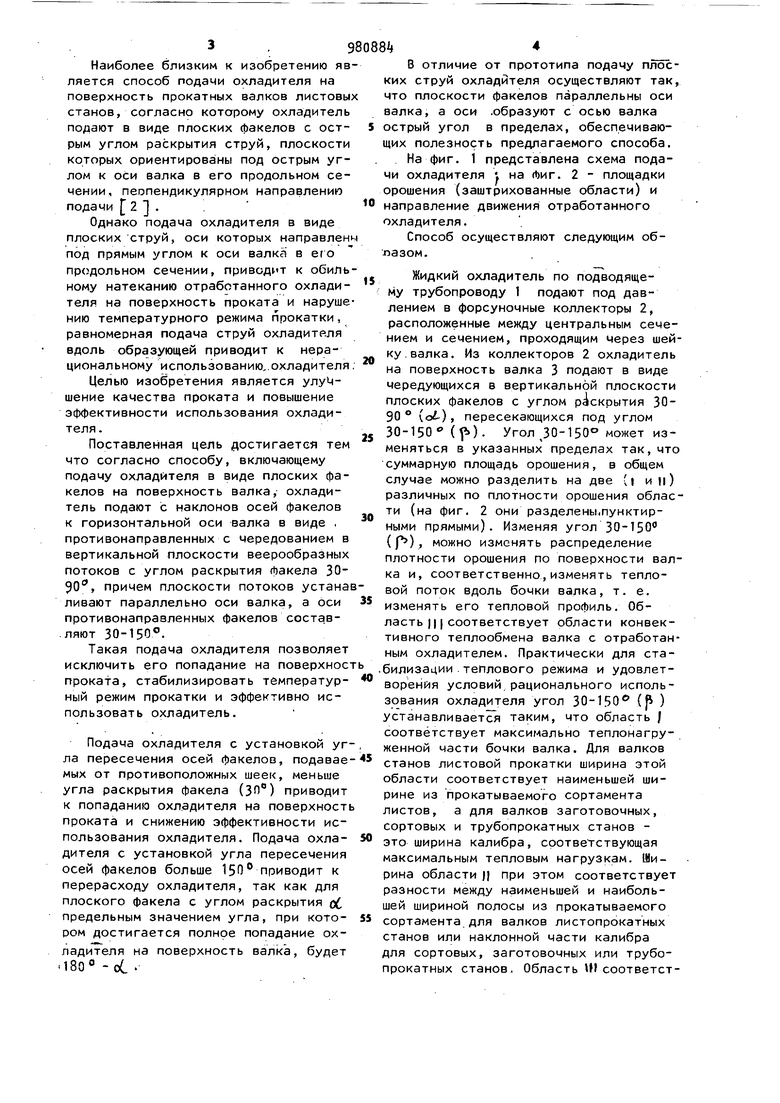
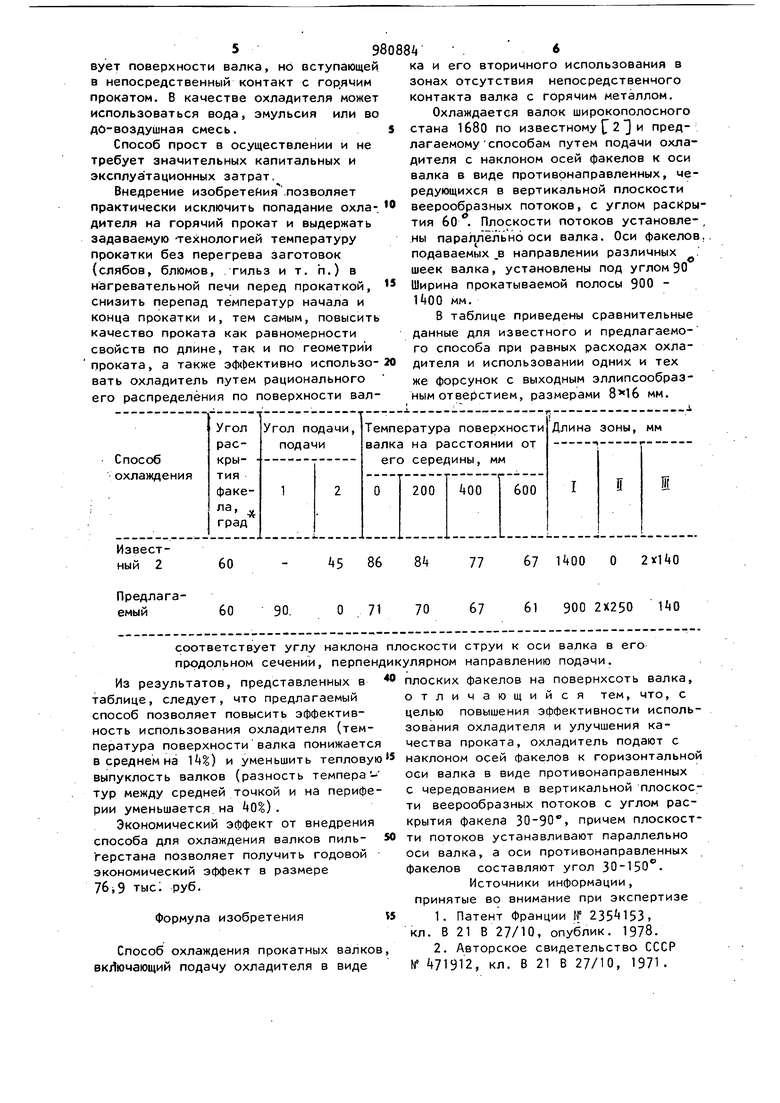
Недостатками способа являются отсутствие приемов рационального использования охладителя по поверхности валка с учетом распределения тепловых нагрузок, отсутствие приемов, включающих попадание охладителя на поверхность проката, а также подача охладителя в виде отдельных мелких струй приводит к неравномерности охлаждения, что способствует понижению стойкости валков. 3 . 9 Наиболее близким к изобретению яв ляется способ подачи охладителя на поверхность прокатных валков листовы станов, согласно которому охладитель подают в виде плоских факелов с острым углом раскрытия струй, плоскости которых ориентированы под острым yi- лом к оси валка в его продольном сечении, пеопендикулярном направлению подачи f 2 . Однако подача охладителя в виде плоских струй, оси которых направлен под прямым углом к оси валка в его продольном сечении, приводит к обиль ному натеканию отработанного охладителя на поверхность проката и наруше нию температурного режима прокатки, равномерная подача струй охладитв-ля вдоль образующей приводит к нерациональному использованию,.охладителя Целью изобретения является улуМшение качества проката и повышение эффективности использования охладителя . Поставленная цель достигается тем что согласно способу, включающему подачу охладителя в виде плоских факелов на поверхность валка, охладитель подают с наклонов осей факелов к горизонтальной оси валка в виде , противонаправленных с чередованием в вертикальной плоскости веерообразных потоков с углом раскрытия факела 3090, причем плоскости потоков устана ливают параллельно оси валка, а оси противонаправленных факелов состав-ляют 30-150°. Такая подача охладителя позволяет исключить его попадание на поверхнос проката, стабилизировать температурный режим прокатки и эффективно использовать охладитель. Подача охладителя с установкой уг ла пересечения осей факелов, подавае мых от противоположных шеек, меньше угла раскрытия факела (ЗЛ) приводит к попаданию охладителя на поверхност проката и снижению эффективности использования охладителя. Подача охладителя с установкой угла пересечения осей факелов больше 150° приводит к перерасходу охладителя, так как для плоского факела с углом раскрытия о предельным значением угла, при котором достигается полное попадание охладителя на поверхность валка, будет ISO -оСв отличие от прототипа подачу плоских струй охладителя осуществляют так, что плоскости факелов параллельны оси валка, а оси .образуют с осью валка острый угол в пределах, обеспечивающих полезность предлагаемого способа. На фиг. 1 представлена схема подачи охладителя ; на Фиг. 2 - площадки орошения (заштрихованные области) и направление движения отработанного охладителя. Способ осуществляют следующим обпазом. Жидкий охладитель по подводящему трубопроводу 1 подают под давлением в форсуночные коллекторы 2, расположенные между центральным сечением и сечением, проходящим через шейку, валка. Из коллекторов 2 охладитель на поверхность валка 3 подают в виде чередующихся в вертикальной плоскости плоских факелов с углом раскрытия 3030° (о) пересекающихся под углом 30-150 (). Угол 30-150° может изменяться в указанных пределах так, что суммарную площадь орошения, в общем случае можно разделить на две (| и Ц) различных по плотности орошения области (на фиг, 2 они разделены.пунктирными прямыми). Изменяя угол ЗО-ТБО (р), можно изменять распределение плотности орошения по поверхности валка и, соответственно,изменять тепловой поток вдоль бочки валка, т. е. изменять его тепловой профиль. Область ц | соответствует области конвективного теплообмена валка с отработанным охладителем. Практически для стабилизации.теплового режима и удовлетворения условий рационального использования охладителя угол 30-150 (f ) устанавливается таким, что область / соответствует максимально теплонагруженной части бочки валка. Для валков станов листовой прокатки ширина этой области соответствует наименьшей ширине из прокатываемого сортамента листов, а для валков заготовочных, сортовых и трубопрокатных станов это ширина калибра, соответствующая максимальным тепловым нагрузкам. Ширина области )} при этом соответствует разности между наименьшей и наибольшей шириной полосы из прокатываемого сортамента для валков листопрокатных станов или наклонной части калибра для сортовых, заготовочных или трубопрокатных станов. Область И1 соответствует поверхности валка, но вступающей в непосредственный контакт с горячим прокатом. В качестве охладителя может использоваться вода, эмульсия или во до-воздушная смесь. Способ прост в осуществлении и не требует значительных капитальных и эксплуатационных затрат, Внедрение изобретеНия .позволяет практически исключить попадание охладителя на горячий прокат и выдержать задаваемую технологией температуру прокатки без перегрева заготовок (слябов, блюмов, гильз и т. п.) в нагревательной печи перед прокаткой, снизить перепад температур начала и конца прокатки и, тем самым, повысить качество проката как равномерности свойств по длине, так и по геометрии проката, а также эффективно использовать охладитель путем рационального его распределения по поверхности валка и его вторичного использования в зонах отсутствия непосредственного контакта валка с горячим металлом. Охлаждается валок широкополосного стана 1680 по известному 2 и предлагаемомуспособам путем подачи охладителя с наклоном осей факелов к оси валка в виде противонаправленных, чередующихся в вертикальной плоскости веерообразных потоков, с углом раскрытия 60 . Плоскости потоков установле-, ны параллельно оси валка. Оси факелов, подаваемых .в направлении различных шеек валка, установлены под углом 90 Ширина прокатываемой полосы 900 мм. В таблице приведены сравнительные данные для известного и предлагаемого способа при равных расходах охладителя и использовании одних и тех же форсунок с выходным эллипсообразным отверстием, размерами мм.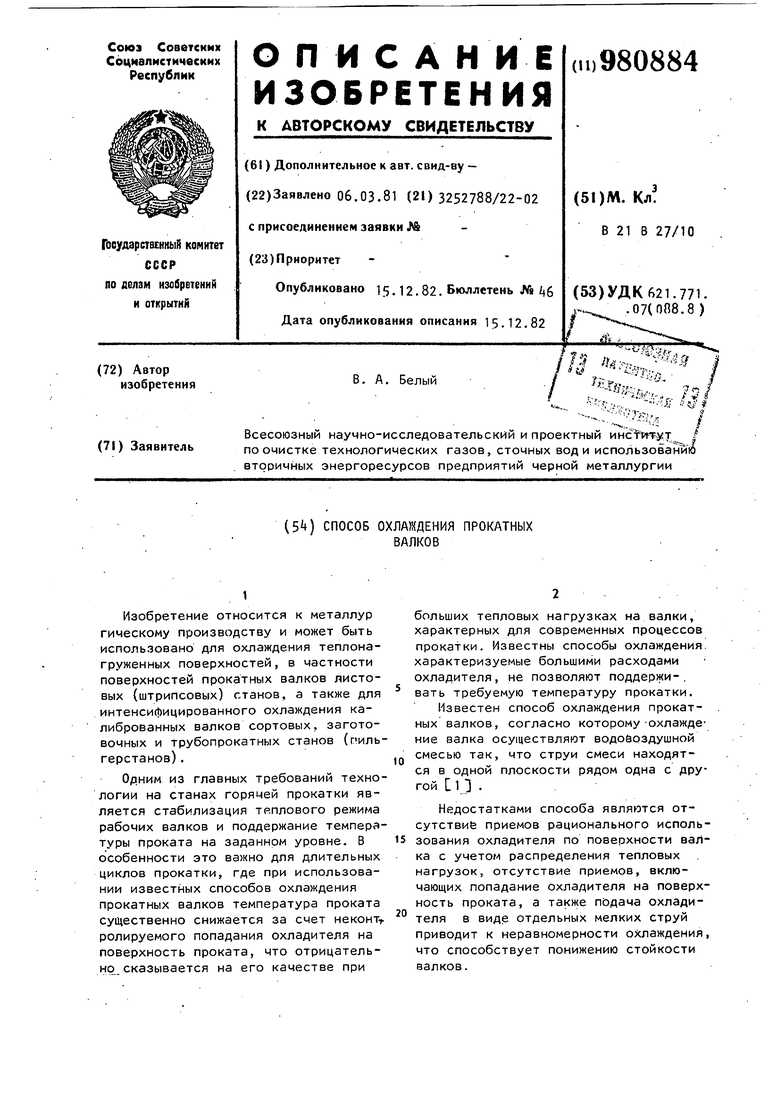
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения калиброванных прокатных валков | 1986 |
|
SU1405926A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1991 |
|
RU2033283C1 |
| Способ охлаждения прокатных валков шаропрокатного стана | 1980 |
|
SU954125A1 |
| Способ охлаждения прокатных валков | 1978 |
|
SU869880A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| Устройство для охлаждения прокатных валков и проката | 1986 |
|
SU1405927A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
ИзвестkS 86 ный 2 60
60
О 71
соответствует углу наклона плоскости струи к оси валка в его продольном сечении, перпендикулярном направлению подачи.
Из результатов, представленных в плоских факелов на повернхсоть валка, таблице, следует, что предлагаемый способ позволяет повысить эффективность использования охладителя (температура поверхности валка понижается
в среднем на Т) и уменьшить тепловую5 наклоном осей факелов к горизонтальной
выпуклость валков (разность температур между средней точкой и на периферии уменьшается, на 40) .
Экономический эффект от внедрения способа для охлаждения валков пильгерстана позволяет получить годовой экономический эффект в размере 76i9 тыс1 руб.
Формула изобретения
Способ охлаждения прокатных валков включающий подачу охладителя в виде
67 Т+00 О
77
61 900 2X250
67
70
отличающийся тем, что, с целью повышения эффективности использования охладителя и улучшения качества проката, охладитель подают с
оси валка в виде противонаправленных с чередованием в вертикальной плоскости веерообразных потоков с углом раскрытия факела 30-90, причем плоскостти потоков устанавливают параллельно
оси противонаправленных оси валка, а составляют угол 30-150. факелов
Источники информации , принятые во внимание при экспертизе
