05
эо
СП
Изобретение относится к металлургии, преимущественно к прокатному производству, и может быть использовано для охлаждения универсальных клетей балочного стана.
Цель изобретения - увеличение производительности стана путем повьппе- ния стойкости валков.
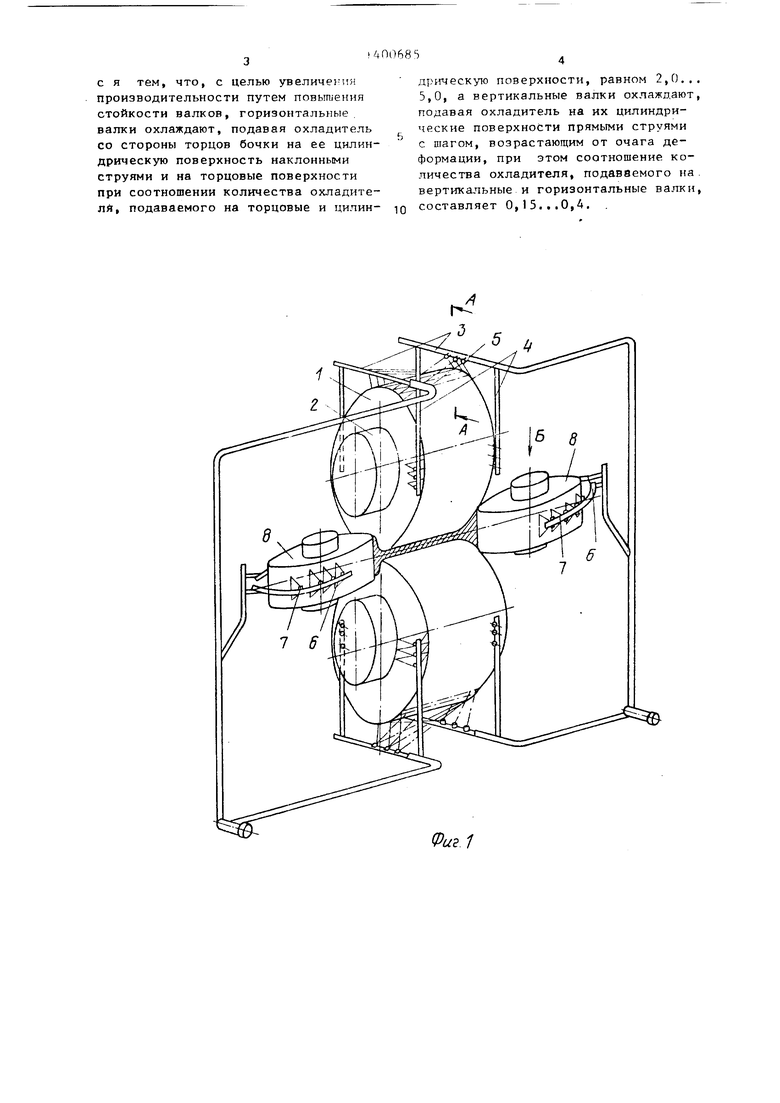
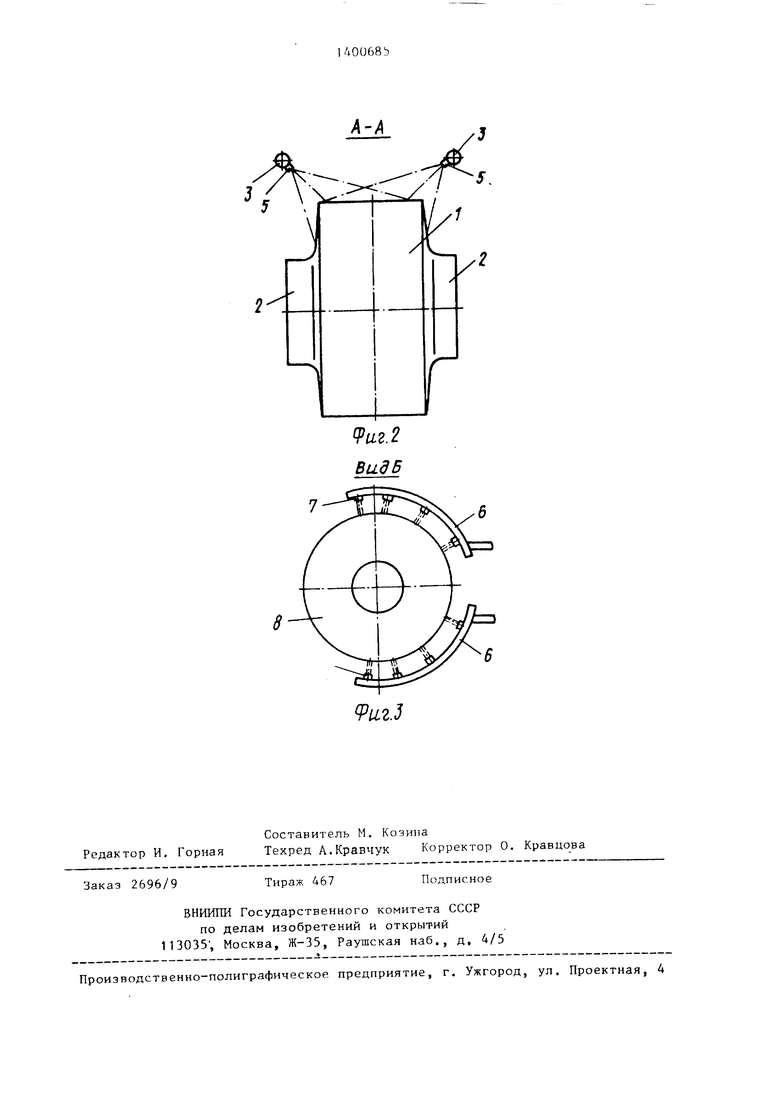
На фиг. I изображена общая схема охлаждения; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Охлаждение производят с помощью устройства, содержащего коллектор для подачи охладителя на горизонтальный валок 1, установленный у шейки 2 валка и выполненный из горизонтального 3 и перпендикулярных к нем вертикальных 4 участков с установленными на них соплами 5, и изогнутый коллектор 6 с установленными на нем соплами 7 для подачи охладителя на вертика1гьный валок 8.
В процессе прокатки металла в универсальной клети балочного стана охладитель подают на поверхность бочки горизонтального валка 1 через сопла горизонтального участка 3 коллектора а на торцовую часть бочки валка 1 - через сопла 5 вертикальных участков А. Одновременно с этим охладитель подают на поверхность вертикального валка 8 через сопла 7, установленные на изогнутом коллекторе 6.
Выбор соотношения количества охладителя, подаваемого на торцовые и ц-.шиндрическуто поверхности, равного 2,0...5,О, обусловлен тем, что торцовая часть бочки требует большее количество охладителя, чем горизонтальная, и позволяет достичь повышения эффективности выравнивания температуры и износа поверхности горизонтальных валков в торцовой и горизонтальной частях бочки.
При соотношении меньше 2,0 торцовая часть бочки горизонтальных валков перегревается за счет уменьшения плотности орошения, что приводит к повышенному износу валков и преждевременной их вьшалки из клети.
При соотношении больше 5,0 горизонтальная часть бочки валка из-за недостаточного количества охладите- Чш перегревается,,вследствие чего нарушартся тепловой профиль по длине бочки, что приводит к повышенному изногу и снижению точности геометри0
5
0
5
0
5
0
5
0
5
ческих размеров прокатьгеаемого профиля .
Охлаждение вертикальных валков осуществляется подачей охладителя на их цилиндрические поверхности.
Размещение сопел с переменным возрастающим шагом от очага деформации при охлаждении вертикальных валков обусловлено необходимостью максимального съема тепла с рабочей поверхности валков сразу после выхода из контакта с металлом, где температура валка максимальная.
Соотношение охладителя, подаваемого на вертикальные и горизонтальные валки, составляющие О, 15...О, ;, обусловлено необходимостью повышения степени выравнивания температуры и износа рабочих поверхностей горизонтального и вертикального валков.
При соотношении меньше 0,15 перегревается вертикальный валок, что приводит к повышенному износу его рабочей поверхности, находящейся в контакте с наружной стороной полки прокатьшаемого профиля, а также преждевременной смене вертикальных валков, снижающей производительность стана.
При соотношении больше 0,4 максимально изнашивается горизонтальный валок в месте сопряжения торца и бочки, что приводит к уменьшению точности геометрических размеров в углах прокатьшаемого профиля.
Способ позволяет повысить интенсивность охлаждения рабочих поверхностей валков за счет оптимального соотношения охладителя, подаваемого на различные участки горизонтальных валков и вертикальных валков, а также обеспечивает равную степень износа горизонтальной и торцовой частей горизонтальных валков, что уменьшает простои стана на смену валков.
Интенсификация процесса охлаждения валков обеспечивает повьппение их стойкости (на 20%) и увеличение производства проката на стане.
Формула изобретения
Способ охлаждения валков универсальной клети балочного стана, включающий подачу охладителя на горизонтальные и вертикальные ватки в процессе прокатки, отличающийс я тем, что, с целью увеличе1-ия производительности путем повышения стойкости валков, горизонтальные валки охлаждают, подавая охладитель со стороны торцов бочки на ее цилиндрическую поверхность наклонными струями и на торцовые поверхности при соотношении количества охладителя, подаваемого на торцовые и цилин
дрическую поверхности, равном 2,0.,. 5,0, а вертикальные валки охлаждают, подавая охладитель на их цилиндрические поверхности прямыми струями с шагом, возрастающим от очага деформации, при этом соотношение количества охладителя, подаваемого на. вертикальные и горизонтальные валки, составляет О,15.,.0,4.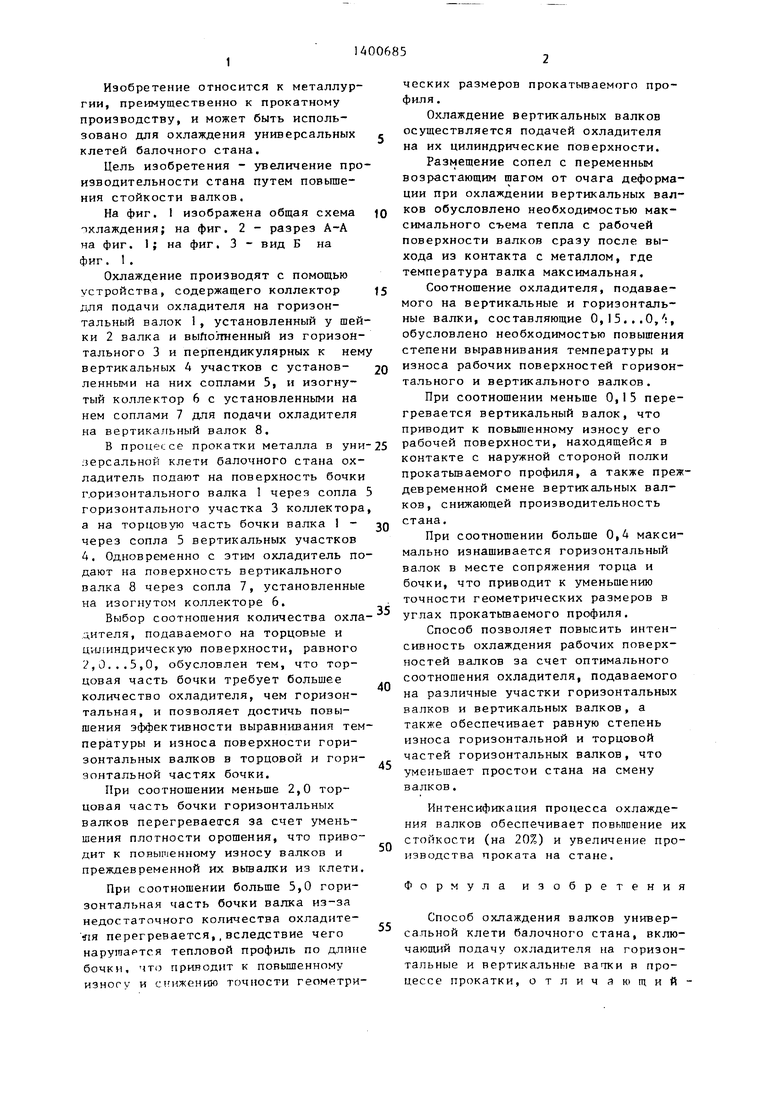
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| Чугунный горизонтальный валок | 1978 |
|
SU816591A1 |
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Способ охлаждения валков листопрокатного стана | 1986 |
|
SU1346285A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Валковый узел прокатной клети | 1984 |
|
SU1311798A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
| Способ охлаждения прокатных валков шаропрокатного стана | 1980 |
|
SU954125A1 |
Изобретение относится к области металлургии, преимущественно к прокатному производству и может быть использовано для охл кдения универсальных частей балочного стана. Цель изобретения - увеличение производительности стана путем повьппения стойкости валков. Горизонтальные валки охлаждают, подавая охладитель в две зоны со стороны торцов: наклонными струями на цилиндрическую поверхность и прямыми на торцовые. Соотношение количества охладителя, подава- емогй на торцовые и цилиндрическую поверхности, устанавливают 2,0... 5,0, Вертикальные валки охлаждают, подавая охладитель на их цилиндрические поверхности с шагом, возрастающим от очага деформации. Соотношение количества охладителя, подаваемого на вертикальные и горизонтальные валки, устанавливают 0,1 5 .. .0,4. Стойкость валков возрастает за счет оптго ального соотношения охладителя, подаваемого на их различные участки. 3 ил. с S сл
Редактор И. Горная
Составитель М. Козина
Техред Л.Кравчук Корректор О. Кравцова
Заказ 2696/9
Тираж 467
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
9иг.З
Подписное
| РАСЦЕПКОЙ ПРИВОД МЕХАНИЗМА АВТОСЦЕПКИ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 0 |
|
SU311798A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Полухин П.И | |||
| Прокатное г;роизвод- ство | |||
| - М., 1968, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
