X xyy-ttfCSSlL--- JOvv -Xv-v °
aE SSgg&tegggSss.-t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отливок | 1985 |
|
SU1284661A1 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2299782C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2009012C1 |
| Устройство для получения отливок | 1980 |
|
SU869956A2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2003 |
|
RU2245215C1 |
| Устройство для получения отливок литьем с кристаллизацией под давлением | 1981 |
|
SU1008962A1 |
Изобретение относится к литейному производству, в частности к получению отливок литьем выжиманием с кристаллизацией под давлением, и является усовершенствованием изобретения по авт.св. № 1284661, Целью изобретения является расширение технологических возможностей устройства за счет использования газового давления при литье. Устройство содержит литейную форму 1, закрепленную плите 2 гидравлического пресса. На форме 1 закреплены захватные устройства 3. В полость формы установлена стопка 4 оболочковых форм, которые винтовым устройством поджаты к плите 6, на внутренней поверхности которой выполнена кольцевая канавка 7. Промежуточная плита 12 в центре имеет выступ 14, которым входит в отверстие литейной формы 1. Кольцевая канавка 7 связана с литниковым ходом 15 промежуточной плиты. После заполнения расплавом стопочных форм кристаллизующийся металл в кольцевой канавке 7 герметизирует разьем формы и плиты 12, что позволяет выдерживать металл под газовым давлением до затвердения. После снятия газового давления камеру выжимания отделяют вместе с пресс-остатком от промежуточной плиты. 2 ил.
/ щ
fi Фиг.1
1Б
Изобретение относится к литейному производству, в частности к получению отливок литьем выжиманием с кристаллизацией под давлением, и является усовершенствованием изобретения по авт.св. №1284661.
Целью дополнительного изобретения является расширение технологических возможностей устройства за счет использования газового давления при литье.
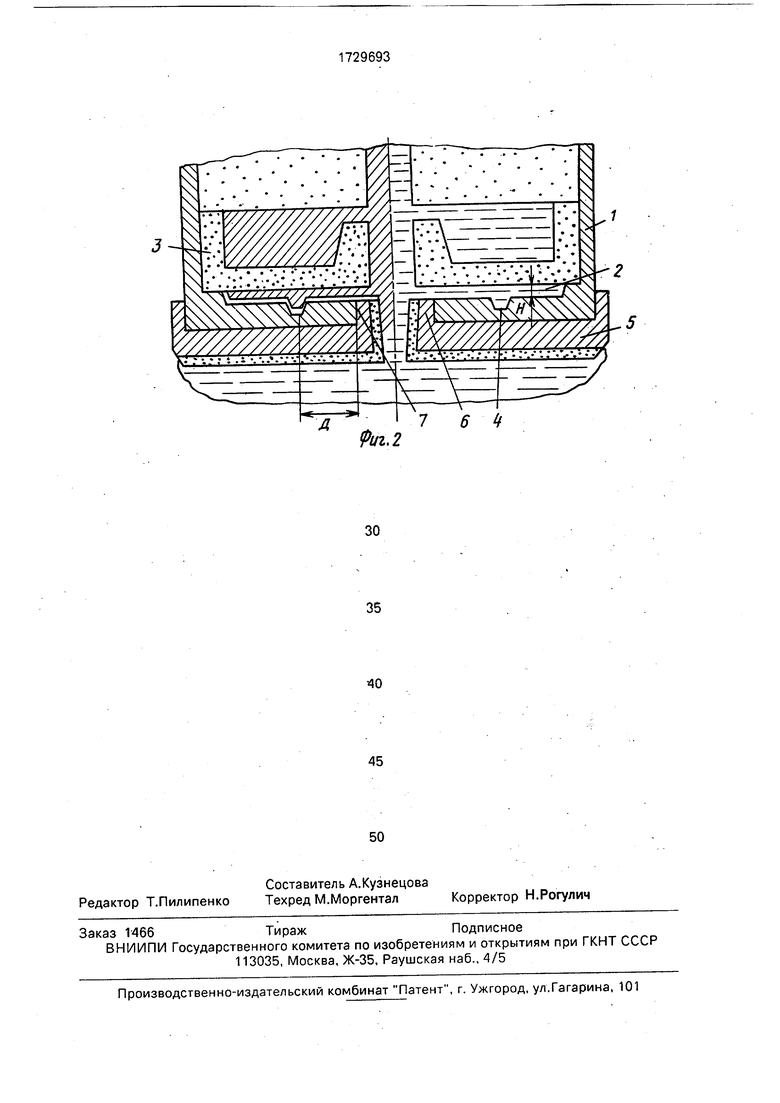
На фиг. 1 представлено схематично устройство для получения отливок, вертикальный разрез; на фиг. 2 - устройство после герметизации плоскости разъема.
Устройство содержит литейную форму 1, закрепленную на плите 2 гидравлического пресса (не показан). На форме 1 закреплены захватные устройства 3. В полость литейной формы 1 установлена стопка 4 оболочковых форм, которые винтовым устройством 5 поджаты к плите 6, жестко связанной с литейной формой 1. В плите 6 выполнена кольцевая канавка. Сверху литейная форма 1 закрыта крышкой 8 с герметизирующим уплотнением 9. В крышке установлен штуцер 10 для подвода сжатого газа и манометр 11 для контроля давления. Промежуточная плита 12 облицована огнеупорной смесью 13 и в центре имеет выступ 14, который входит в отверстие литейной формы 1. Плита 6 располагается в промежуточной плите 12, причем кольцевая канавка 7 соединена с литниковым ходом 15 промежуточной плиты. На подвижный стол 16 гидропресса установлена камера выжимания 17. облицованная огнеупорной смесью.
Устройство работает следующим образом.
В литейную форму 1 устанавливают стопку оболочковых форм и устанавливают крышку 8, после чего крепят на плиту 2 гидропресса. Затем винтовым устройством 5 стопку поджимают к плите 6. После этого на литейную форму устанавливают промежуточную плиту 12 и крепят ее захватными устройствами 3.
На подвижный стол 16 устанавливают камеру выжимания 17, в полость которой заливают расплав.
Ходом стола 16 гидропресса вверх расплав из полости камеры 16 вытесняется
промежуточной плитой 12 через литниковый ход 15 в полость литейной формы. При поступлении первой порции расплава в литейную форму заполняется кольцевая канавка 7, а также стык между литейной формой 1 и промежуточной плитой 12. При усадке металла в кольцевой канавке 7 плоскость разъема надежно герметизируется (фиг.2). После чего через штуцер 10 подают
сжатый газ с избыточным давлением в полость литейной формы. После заполнения расплавом стопочных форм кристаллизующийся металл выдерживают под газовым давлением до затвердевания. Затем газовое давление снимают, камеру выжимания 17 ходом стола 16 вниз отделяют Ёместе с пресс-остатком от промежуточной плиты 12, удаляют с подвижного стола гидропресса и транспортируют на выбивку облицовочной
смеси и пресс-остатка.
После удаления камеры выжимания 17 освобождают промежуточную плиту 12 из захватных устройств 3, снимают ее с литьевой формы и транспортируют на выбивку
облицовочной смеси. Затем снимают крепление литейной формы 1 к плите гидропресса, снимают крышку , а литейную форму 1 переворачивают и отливки вместе с остатками оболочковых форм высыпают в прие мную тару для транспортировки на очистку. После этого процесс повторяется.
Изобретение позволяет расширить технологические возможности устройства в части использования газового давления при
заполнении формы расплавом и кристаллизации отливки, что обеспечивает сокращение времени кристаллизации, повышение плотности и физико-механических свойств, повышение выхода годного.
Формула изобретения
Устройство для получения отливок по авт.св. № 1284661, отличающееся тем, что, с целью расширения технологических возможностей за счет использования газового давления при литье, оно снабжено дополнительной плитой, размещенной в промежуточной плите под литейной формой и закрепленной на последней, причем в дополнительной плите выполнена кольцевая
канавка, соединенная с литниковым ходом промежуточной плиты.
| Устройство для получения отливок | 1985 |
|
SU1284661A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
