(54) ШТАМП ДЛЯ РЕЗКИ ПРУТКА НА ЗАГОТОВКИ
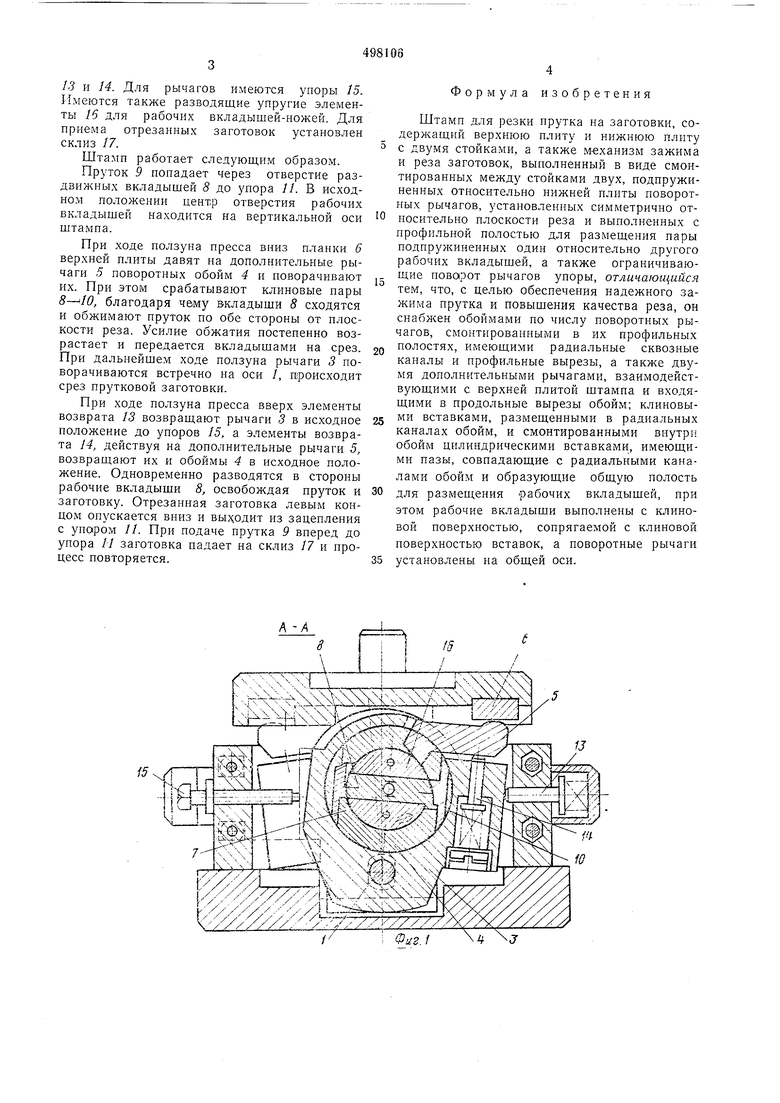
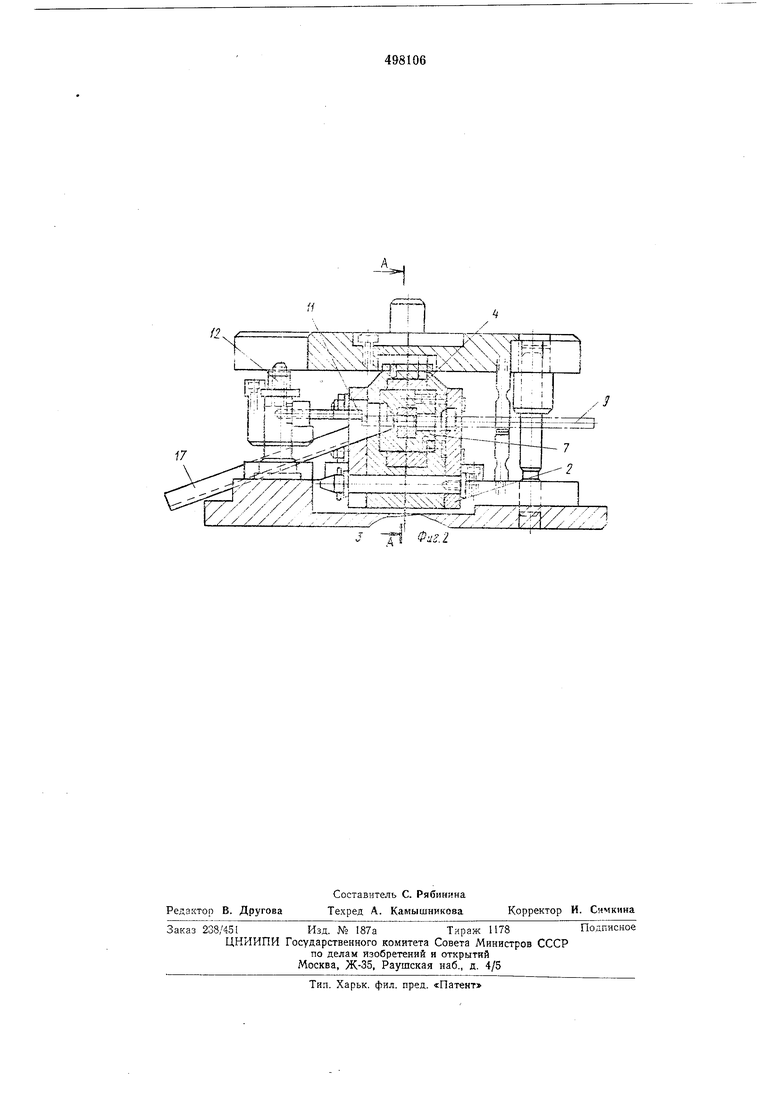
13 и 14. Для рычагов имеются упоры 15. Имеются также разводящие упругие элементы 16 для рабочих вкладышей-ножей. Для приема отрезанных заготовок установлен склиз 17.
Штамп работает следующим образом.
Пруток 9 попадает через отверстие раздвпжных вкладыщей 8 до упора У/. В исходном положении центр отверстия рабочих вкладыщей находится на вертикальной оси штампа.
При ходе ползуна пресса вниз планки 6 верхней плиты давят на дополнительные рычаги 5 поворотных обойм 4 и поворачивают их. При этом срабатывают клиновые пары , благодаря чему вкладыщи 8 сходятся и обжимают пруток по обе стороны от плоскости реза. Усилие обжатия постепенно возрастает и передается вкладыщами на срез. При дальнейшем ходе ползуна рычаги 5 поворачиваются встречно на оси /, происходит срез прутковой заготовки.
При ходе ползуна пресса вверх элементы возврата 13 возвращают рычаги 3 в исходное положение до упоров 15, а элементы возврата М, действуя на дополнительные рычаги 5, возвращают их и обоймы 4 в исходное положение. Одновременно разводятся в стороны рабочие вкладыши 8, освобождая пруток и заготовку. Отрезанная заготовка левым концом опускается впиз и выходит из зацеплепия с ynoipOM //. При подаче прутка 9 вперед до упора 11 заготовка падает на склиз 17 и процесс повторяется.
Формула изобретения
Штамп для резки прутка на заготовки, содержащий верхнюю плиту и нижнюю плиту с двумя стойками, а также м-еханизм зажима и реза заготовок, выполненный в виде смонтированных между стойками двух, подпружиненных относительно нижней плиты поворотных рычагов, установленных симметрично относительно плоскости реза и выполненных с профильной полостью для размещения пары подпружиненных один относительно другого рабочих вкладыщей, а также ограничивающие поворот рычагов упоры, отличающийся тем, что, с целью обеспечения надежного зажима прутка и повышения качества реза, он снабжен обоймами по числу поворотных рычагов, смонтированными в их профильных полостях, имеющими радиальные сквозные каналы и профильные вырезы, а также двумя дополнительными рычагами, взаимодействующими с верхней плитой штампа и входящими в продольные вырезы обойм; клиновыми вставками, размещенными в радиальных каналах обойм, и смонтированными внутри обойм цилиндрическими вставками, имеющими пазы, совпадающие с радиальными каналами обойм и образующие общую полость для размещения рабочих вкладыщей, при этом рабочие вкладыщи выполнены с клиновой поверхностью, сопрягаемой с клиновой поверхностью вставок, а поворотные рычаги установлены на общей оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутков | 1988 |
|
SU1687382A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU275671A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU279305A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ | 1971 |
|
SU316561A1 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
А -А
Фиг. J
nP I P VHTririH
:
4 4 Nh-ns33tis:r v ;m I
i Чv ::Mafet±Ы2 : i:, I Ч i. J
ШВ
; Ни
r-W--iii-;« -|i3-r Ъj I
1 , -r-/Vx..-;; , / - i-H/-i-: i/,гт /i(
-.-..vl
