(5) ШТАМП ДЛЯ РЕЗКИ ПРУТКОВ И ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Устройство для резки труб на заготовки | 1984 |
|
SU1177085A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
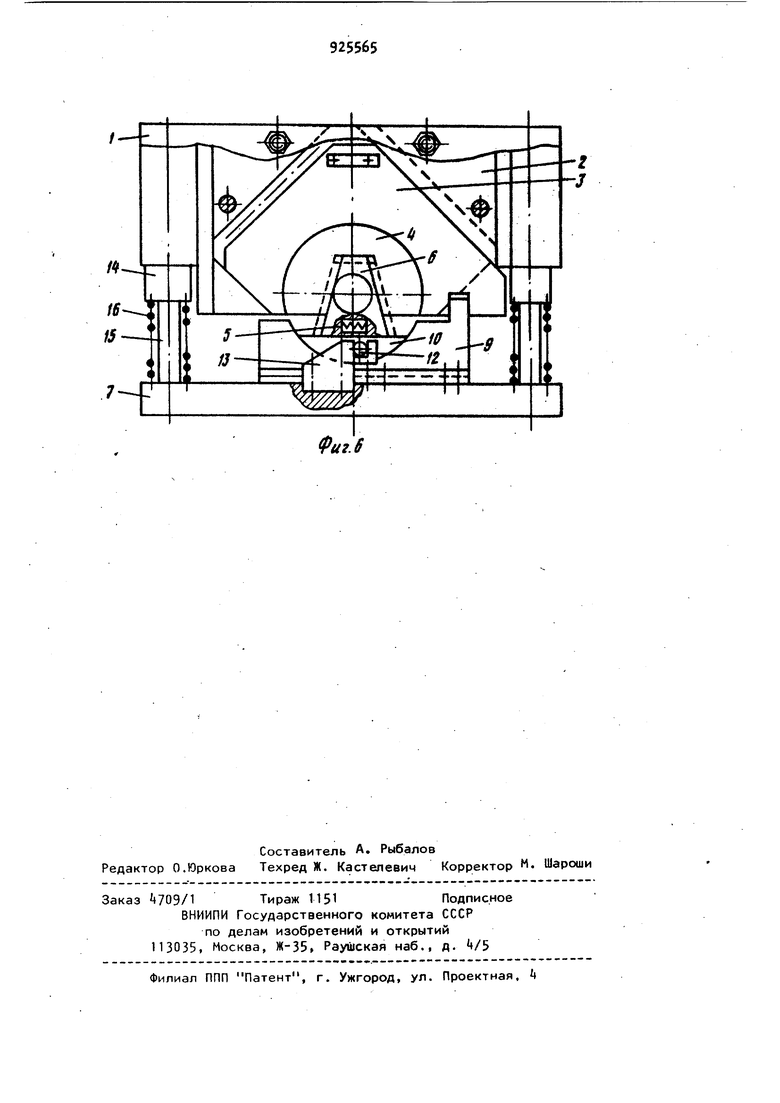
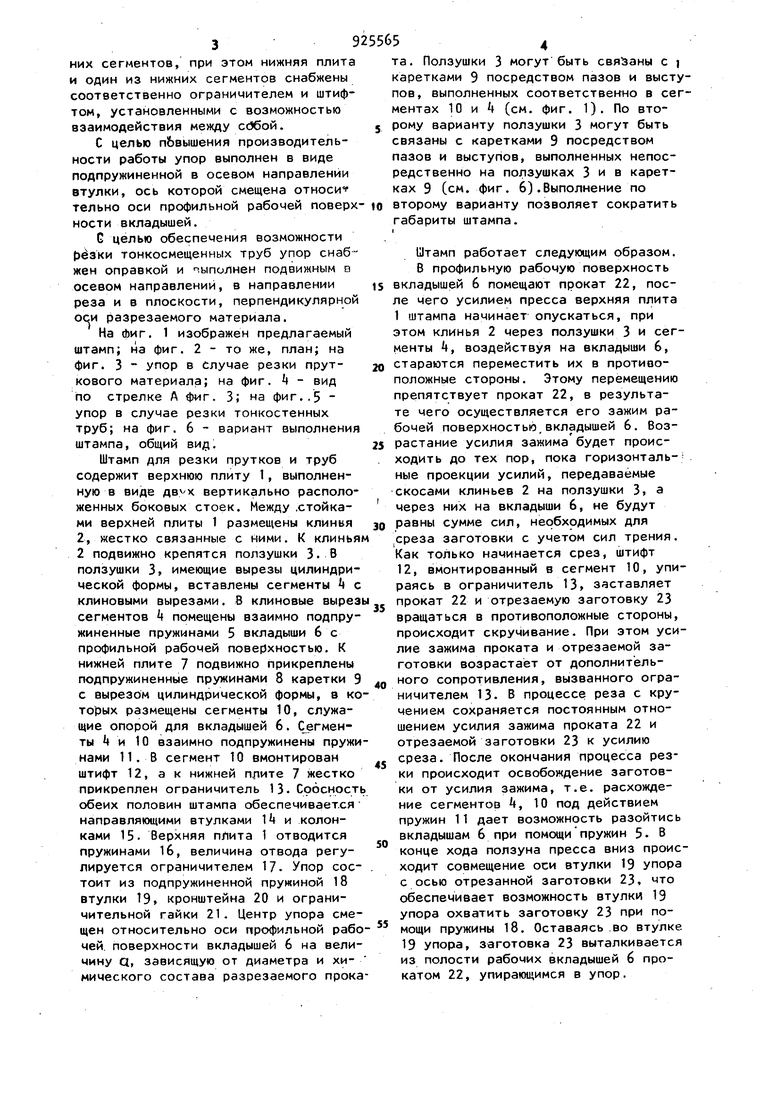
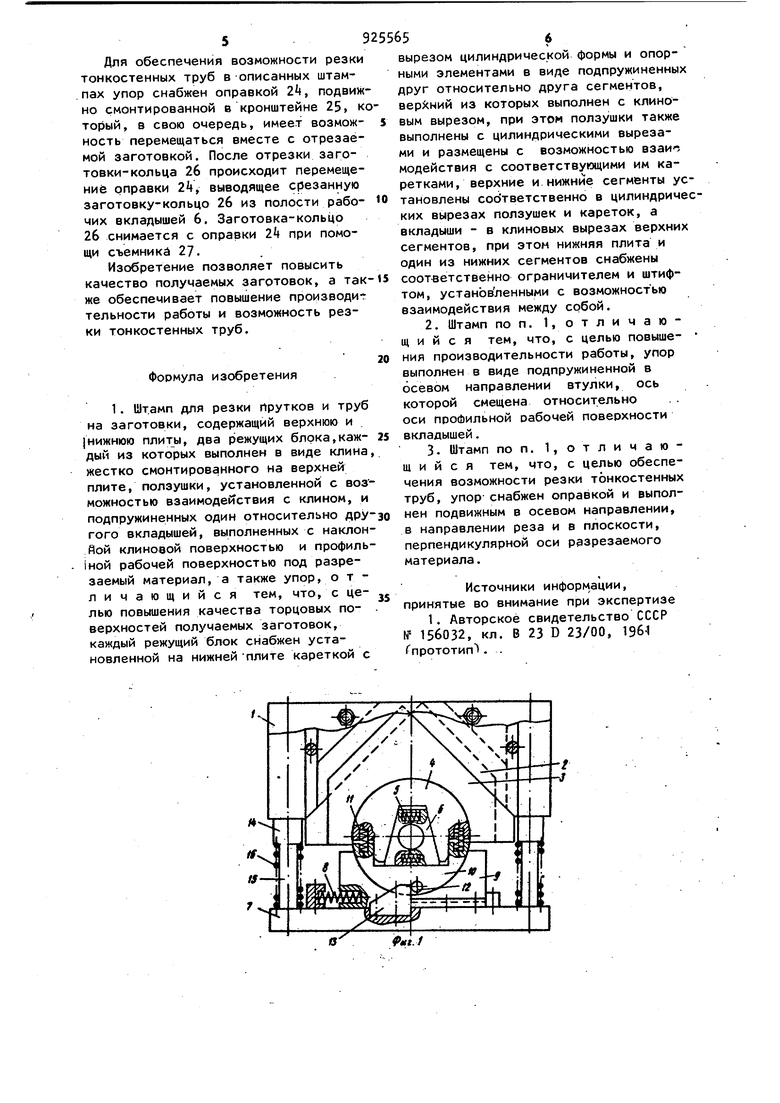
Изобретение относится к области з готовительного производства машиностроительных предприятий и может быт использовано для резки прутков и труб на мерные заготовки. Известе штамп для резки прутков и труб на заготовки,содержащий верхнюю и нижнюю плиты, два режущих блока, каж дый из которых выполнен в виде клина жестко смонтированного на верхней плите, ползушки, установленной с возможностью взаимодействия с клином и подпружиненных один относительно другого вкладышей, выполненных с наклонной клиновой поверхностью и профил ной рабочей поверхностью под разрезаемый материал, а также упор D. Недостатком известного штампа является невысокое качество получаемых заготовок. Цель изобретения - повышение качества получаемых заготовок. Для этого в штампе для резки прутков и труб на заготовки, содержащем .верхнюю и нижнюю плиты, два режущих блока, каждый из которых выполнен ввиде клина, жестко смонтированного на верхней плите, ползушки, установленной с возможностью взаимодействия с клином, и подпружиненных один относительно другого вкладышей, выполненных с наклонной клиновой поверхностью и профильной рабочей поверхностью под разрезаемый материалу.а упор,.канадый режущий блок снабжен установленной на нижней плите кареткой с вырезом цилиндрической формы и опорными элементами в виде подпружиненных друг относительно друга сегментрв, верхний из которых выполнен с клиновым вырезом, при этом полчушки также выполнены с цилиндрическими вырезами и размещены с возможностью; взаимодействия с соответствующими им каретками, верхние и нижние сегменты установлены соответственно в цилиндрических вырезах ползущек и кареток,а вкладыши -в клиновых вырезах верхних сегментов, при этом нижняя плита и один из нижних сегментов снабжены соответственно ограничителем и штифтом, установленными с возможностью взаимодействия между ссЗбой. С целью п&вышения производительности работы упор выполнен в виде подпружиненной в осевом направлении втулки, ось которой смещена относи тельно оси профильной рабочей поверх- «о ности вкладышей. G целью обеспечения возможности 0ёзки тонкосмещенных труб упор снабжен оправкой и пыполнен подвижным е осевом направлений, в направлении реза и в плоскости, перпендикулярной оси разрезаемого материала. На фиг. 1 изображен предлагаемый штамп; на фиг. 2 - то же, план; на фиг. 3 - упор в Случае резки пруткового материала; на фиг. - вид по стрелке А фиг. 3; на фиг..5 упор в случае резки тонкостенных труб; на фиг, 6 - вариант выполнения штампа, общий вид. Штамп для резки прутков и труб содержит верхнюю плиту 1, выполненную в виде вертикально расположенных боковых стоек. Между .стойками верхней плиты 1 размещены клинья 2, жестко связанные с ними. К клинья 2 подвижно крепятся ползушки 3. В ползушки 3, имеющие вырезы цилиндрической формы, вставлены сегменты с клиновыми вырезами. В клиновые вырез сегментов k помещены взаимно подпружиненные пружинами 5 вкладыши 6с профильной рабочей поверхностью. К нижней плите 7 подвижно прикреплены подпружиненные пружинами 8 каретки 9 с вырезом цилиндрической формы, в ко торых размещены сегменты 10, служащие опорой для вкладышей 6. С егменты и 10 взаимно подпружинены пружи нами 11. В сегмент 10 вмонтирован штифт 12, а к нижней плите 7 жестко прикреплен ограничитель 13. Соосност обеих половин штампа обеспечивается направляющими втулками 1Ц и колонками 15. Верхняя плита 1 отводится пружинами 16, величина отвода регулируется ограничителем 17. Упор соетоит из подпружиненной пружиной 18 втулки 19, кронштейна 20 и ограничительной гайки 21. Центр упора смещен относительно оси профильной рабо чей поверхности вкладышей 6 на величину Q, зависящую от диаметра и химического состава разрезаемого прока 9 54 та. Ползушки 3 могут быть связаны с каретками 9 посредством пазов и выступов, выполненных соответственно в сегментах 10 и (см. фиг. 1). По второму варианту ползушки 3 могут быть связаны с каретками 9 посредством пазов и выступов, выполненных непосредственно на ползушках 3 и в каретках 9 (см. фиг. 6).Выполнение по второму варианту позволяет сократить габариты штампа. Штамп работает следующим образом. В профильную рабочую поверхность вкладышей 6 помещают прокат 22, после чего усилием пресса верхняя плита 1 штампа начинает опускаться, при этом клинья 2 через ползушки 3 и сегменты , воздействуя на вкладыши 6, стараются переместить их в противоположные стороны. Этому перемещению препятствует прокат 22, в результате чего осуществляется его зажим рабочей поверхностью,вкладышей 6. Возрастание усилия зажима будет происходить до тех пор, пока горизонтальные проекции усилий, передаваемые скосами клиньев 2 на ползушки 3, а через них на вкладыши 6, не будут равны сумме сил, необходимых для среза заготовки с учетом сил трения. Как только начинается срез, штифт 12, вмонтированный в сегмент 10, упираясь в ограничитель 13 заставляет прокат 22 и отрезаемую заготовку 23 вращаться в противоположные стороны, происходит скручивание. При этом усилие зажима проката и отрезаемой заготовки возрастает от дополнительного сопротивления, вызванного ограничителем 13. В процессе реза с кручением сохраняется постоянным отношением усилия зажима проката 22 и отрезаемой заготовки 23 к усилию среза. После окончания процесса резки происходит освобождение заготовки от усилия зажима, т.е. расхождение сегментов 4, 10 под действием пружин 11 дает возможность разойтись вкладышам 6 при помощи пружин 5- В конце хода ползуна пресса вниз происходит совмещение оси втулки 19 упора с осью отрезанной заготовки 23, что обеспечивает возможность втулки 19 упора охватить заготовку 23 при помощи пружины 18. Оставаясь во втулке 19 упора, заготовка 23 выталкивается из полости рабочих вкладышей 6 прокатом 22, упирающимся в упор. 59 Для обеспечения возможности резки тонкостенных труб в описанных штампах упор снабжен оправкой 2k, подвиж но смонтированной в кронштейне 25, к торый, в свою очередь, имеет возможность перемещаться вместе с отрезаемой заготовкой. После отрезки заготовки-кольца 26 происходит перемещение оправки 2k, выводящее срезанную заготовку-кольцо 26 из полости рабочих вкладышей 6, Заготовка-кольцо 26 снимается с оправки 2 при помощи съемники 27. Изобретение позволяет повысить качество получаемых заготовок, а так же обеспечивает повышение производительности работы и возможность резки тонкостенных труб. Формула изобретения 1. Штамп для резки прутков и труб на заготовки, содержащий верхнюю и Iнижнюю плиты, два режущих блока,каждый из которых выполнен в виде клина жестко смонтированного на верхней плите, ползушки, установленной с воз можностью взаимодействия с клином, и подпружиненных один относительно дру гого вкладышей, выполненных с наклон Йой клиновой поверхностью и профиль 1ной рабочей поверхностью под разреотзаемый материал, а также упор. личающийся тем, что, с целью повышения качества торцовых поверхностей получаемых заготовок, каждый режущий блок снабжен установленной на нижней плите кареткой с 5 вырезом цилиндрической формы и опорными элементами в виде подпружиненных друг относительно друга сегментов, верхний из которых выполнен с клиновым вырезом, при этом ползушки также выполнены с цилиндрическими вырезами и размещены с возможностью взаимодействия с соответствующими им каретками, верхние и нижние сегменты установлены соответственно в цилиндрических вырезах ползушек и кареток, а вкладыши - в клиновых вырезах верхних сегментов, при этом нижняя плита и один из нижних сегментов снабжены соответственно ограничителем и штифТОМ, установленными с возможностью взаимодействия между собой. 2.Штамп по п. 1, отличающий с я тем, что, с целью повышения производительности работы, упор выполнен в виде подпружиненной в осевом направлении втулки, ось которой смещена относительно оси профильной рабочей поверхности вкладышей. 3.Штамп по п. 1,отличающ и и с я тем, что, с целью обеспечения возможности резки тонкостенных труб, упор снабжен оправкой и выполнен подвижным в осевом направлении, в направлении реза и в плоскости, перпендикулярной оси рэзрезаемого материала. Источники информ ации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 156032, кл. В 23 D 23/00, 19б4 fпрототип. .
Фаг. 5
ffuff А
Риг.
Фиг.5
