Изобретение относится к заготовительному производству машиностроительных предприятий и может быть использовано для резки пруткового материала.
Известен штамп для резки пруткового материала, содержащий верхнюю плиту и нижнюю плиту с двумя стойками, а также механизм зажима и резки, выполненный в виде смонтированных между стойками двух подпружиненных рычагов, установленных симметрично относительно плоскости реза и выполненных с профильной полостью для размещения пары подпружиненных один относительно другого вкладыщей 1.
Недостатками данного штампа являются сложность его конструкции и ненадежность из-за возможности пригара под деиствием сил трения между прутком и отрезаемой заготовкой при образовании скола, что снижает качество реза.
Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для резки пруткового материала на заготовки, содержащий основание с двумя стойками и два инструментальных блока, расположенных между стойками по обе стороны относительно плоскости реза, один из которых выполнен в виде приводной поворотной обоймы и размещенных в ней вкладыщей для зажима отрезаемой заготовки 2.
Недостатком известного штампа является невысокое качество реза.
Цель изобретения - повышение качества
реза.
Указанная цель достигается тем, что в щтампе для резки пруткового материала на заготовки, содержащем основание с двумя стойками и два инструментальных блока, расположенных стойками по обе стороны относительно плоскости реза, один из которых выполнен в виде приводной поворотной обоймы и размещенных в ней вкладышей для зажима отрезаемой заготовки, обойма выполнена состоящей из двух частей, щарнирно связанных между собой при помощи оси, перпендикулярной плоскости реза, и имеющих зубчатый профиль на наружной поверхности, а вкладыши выполнены в виде полувтулочных ножей, размещенных с зазором между собой и относительно обоймы, и снабжены упругими прокладками, размещенными в зазорах, при этом привод поворота обоймы выполнен в виде подвижной в плоскости, перпендикулярной оси обоймы, зубчатой рейки, расположенной между одной из стоек и частью обоймы с возможностью взаимодействия с зубчатым профилем последней, и зубчатой накладки, размещенной на другой стойке с возможностью взаимодействия с зубчатым профилем другой части обоймы.
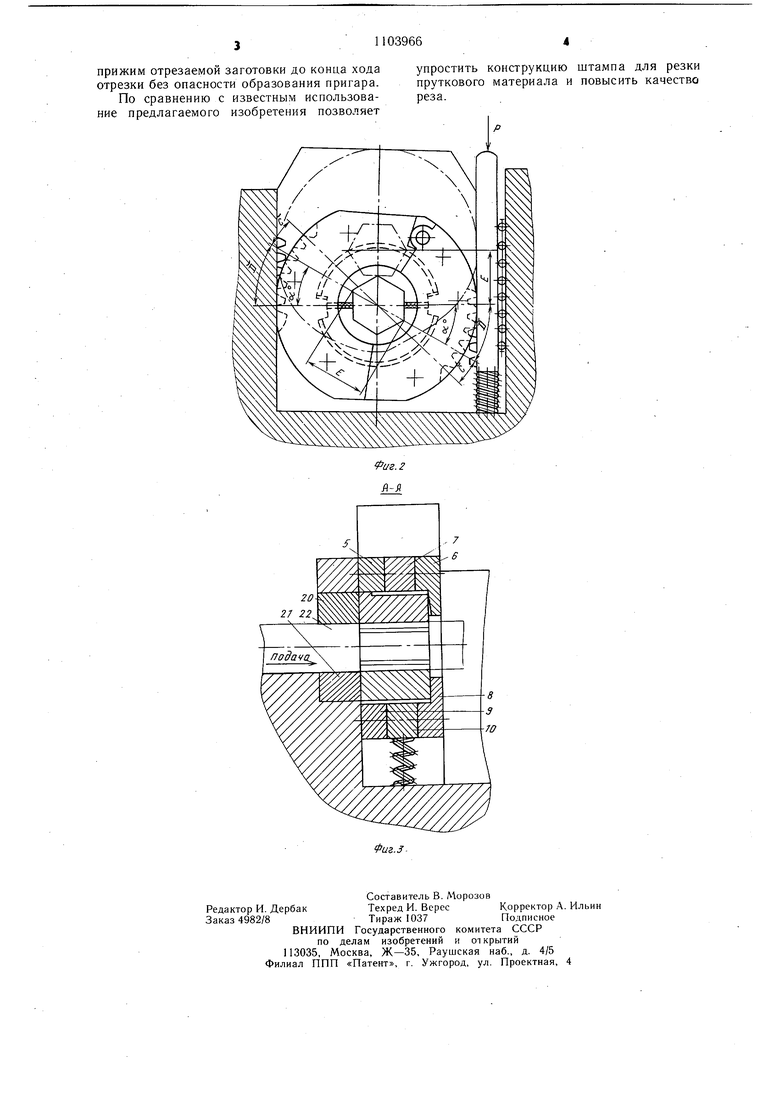
На фиг. 1 изображен штамп для резки .пруткового материала в исходном положении, общий вид в разрезе; на фиг. 2 - то же, в момент окончания реза; на фиг. 3 - разрез А-А на фиг. 1.
Штамп для резки пруткового материала содержит две полувтулки I и 2 подвижного ножа, удерживаемые в разомкнутом положении упругими прокладками 3. Эти полувтулки с охватывающими их цилиндрическими упругими, напри.мер,из полиуретана прокладками 4 помещены в полости, образованные кулачками 5 и 6 и деталью 7, объединенных в часть обоймы тремя болтами, и аналогичной части обоймы из кулачков 8 и 9 и детали 10.
Части обоймы шарнирно связаны между собой осью вращения 11. Приводная зубчатая рейка 12 через ролики 13 опирается на поверхность 14 одной из стоек и возвращается в исходное положение пружиной 15. Зубчатые профили 16 и 17 частей обоймы и зубчатые участки 18 и 19 соответственно накладки и рейки обеспечивают поступательное и вращательное движение рабочей части штампа. Полувтулками 20 и 21 зажимается подаваемый пруток 22. На участках D кулачки 5, 6, 8 и 9 имеют постоянный радиус R, причем 2R больше 2В (фиг. 1) на величину, обеспечивающую надежный зажим заготовки, когда участки D касаются опорных поверхностей.
Штамп работает следующим образом.
В исходном положении пруток 22 в отверстие полувтулок 20, 21, 1 и 2 подается до упора (не показан). Верхняя плита толкателем (не показано) силой Р давит на рейку 12, которая зубчатым участком 18, находящимся в постоянном зацеплении с профилем 16, начинает смещать части обоймы вниз. Профиль 17 в постоянном зацеплении с зубчатым участком 19 обеспечивает перекатывание кулачков 5, 6, 8 и 9 соответственно по поверхностям 23 и 14 сначала малыми участками С, в пределах которых меньший радиус постоянно увеличивается до радиуса R участков D (фиг. 1), в результате чего части обойм из элементов 5-7 и 8-10, вращаясь вокруг оси 11, сближаются, сжимая упругие прокладки 4, которые компенсируют разницу размеров сечения заготовок и распределяют сжимающее усилие на полувтулки 1 и 2, осуществляя постоянный зажим отрезаемой заготовки все время, пока участки D касаются опорных поверхностей. Длина окружности на участке D больше наибольшего диаметрального размера заготовки Е ( 2). Поэтому, когда кулачки 5, 6 и Б, 9 прокатятся по всей длине дуги участка D, заготовка окажется полностью отрезанной и повернутой на угол а(.(фиг. 2).
Вращение отрезаемой заготовки с одновременной отрезкой увеличивает размеры зоны пластической деформации в радиальном направлении, что позволяет оставить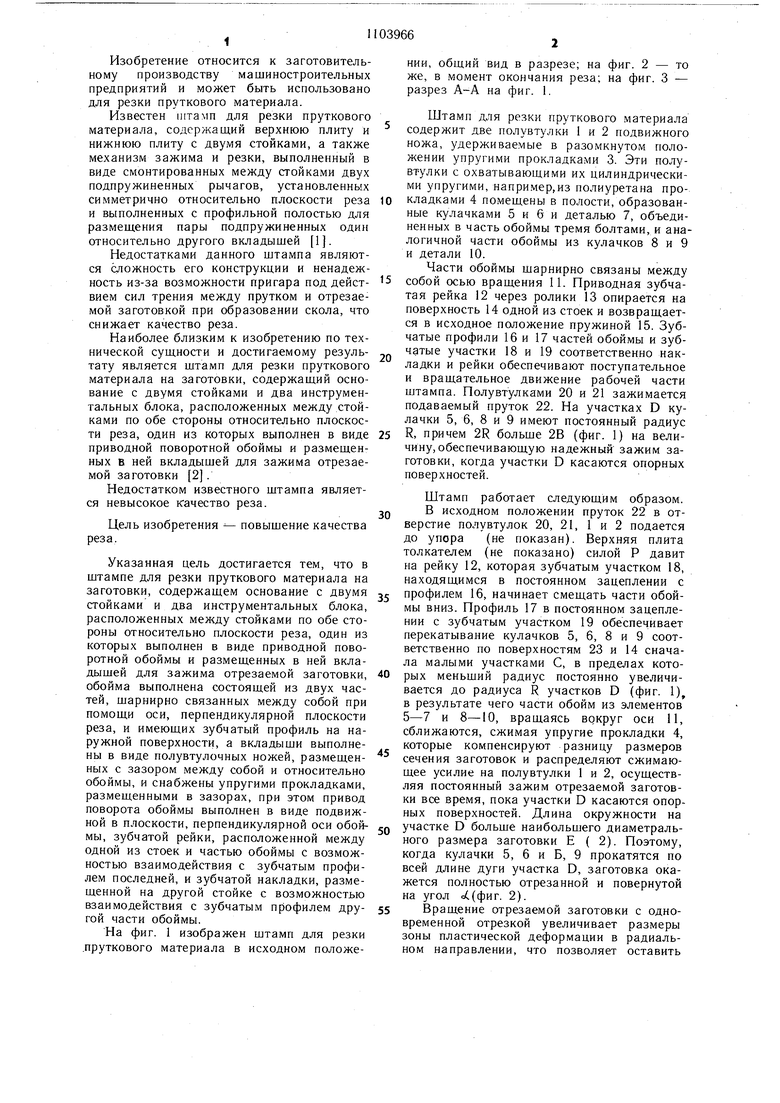
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения сортового проката и полос кручением | 1985 |
|
SU1402409A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| Способ резки пруткового материала | 1983 |
|
SU1199489A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1199491A1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1074668A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2009 |
|
RU2396150C1 |
ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА на заготовки, содержащий основание с двумя стойками и два инструментальных блока, расположенных между стойками по обе стороны относительно плоскости реза, один из которых выполнен в виде приводной поворотной обоймы и ii размещенных. в ней вкладышей для зажима отрезаемой заготовки, отличающийся тем, что, с целью повыщения качества реза, обойма выполнена состоящей из двух частей, шарнирно связанных между собой при помощи оси, перпендикулярной плоскости реза, и имеющих зубчатый профиль на наружной поверхности, а вкладыши выполнены в виде полувтулочных ножей, размещенных с зазором между собой и относительно обоймы, и снабжены упругими прокладками, размещенными в зазорах, при этом привод поворота обоймы выполнен в виде подвижной в плоскости, перпендикулярной оси обоймы, зубчатой рейки, расположенной между одной из стоек и частью обоймы с возможностью взаимодействия с зубчатым i профилем последней, и зубчатой накладки, размещенной на другой стойке с возмож(Л ностью взаимодействия с зубчатым профилем другой части обоймы. оо ;о О5 05
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ТРУБ И КРУГЛОГО ПРОКАТА КРУЧЕНИЕМ | 0 |
|
SU382483A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
