(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРОФИЛЬНЫХ ВОЛОКНИСТЫХ
МАТЕРИАЛОВ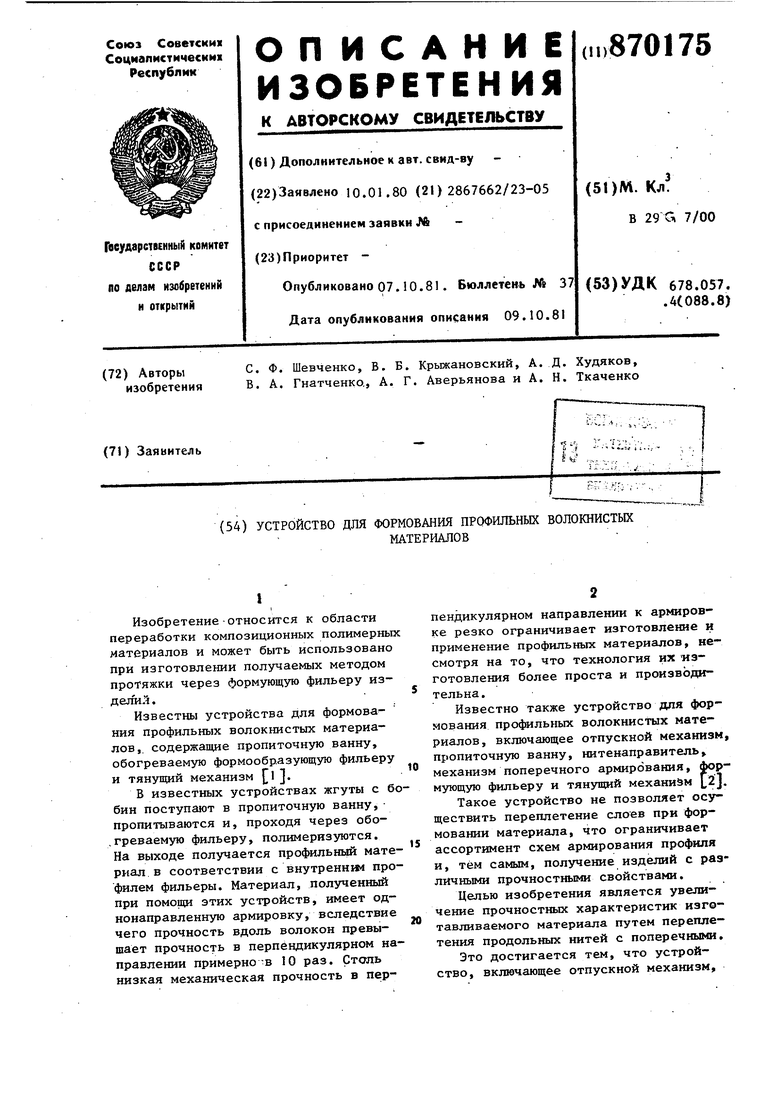
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345889C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ НАПОЛНЕННЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2112649C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2170175C1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
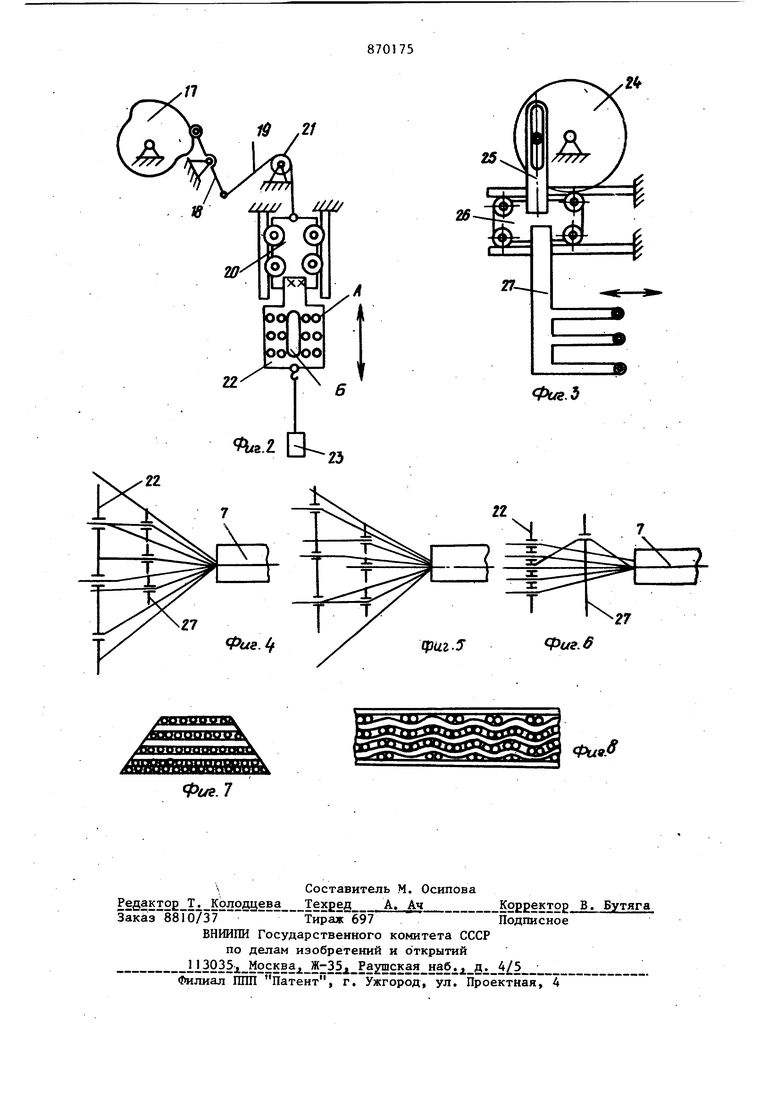
Изобретение-относится к области переработки композиционных полимерны материалов и может быть использовано при изготовлении получаемых методом протяжки через формующую фильеру изделил. Известны устройства для формования профильных волокнистых материалов,, содержащие пропиточную ванну, обогреваемую формообразующую фильеру и тянущий механизм l. В известных устройствах жгуты с б бин поступшот в пропиточную ванну, пропитываются и, проходя через обо.греваемую фильеру, полимеризуются. На выходе получается профильный мате риал в соответствии с внутренним про филем фильеры. Материал, полученный при помощи этих устройств, имеет однонаправленную армировку, вследствие чего прочность вдоль волокон превышает прочность в перпендикулярном на правлении примерно-в 10 раз. Столь низкая механическая прочность в перпендикулярном направлении к армировке резко ограничивает изготовление и применение профильных материалов, несмотря на то, что технология их изготовления более проста и производительна. Известно также устройство для формования профильных волокнистых материалов, включающее отпускной механизм, пропиточную ванну, нитенаправитель,. механизм поперечного армирования, формующую фильеру и тянущий механи&м . Такое устройство не позволяет осуществить переплетение слоев при формовании материала, что ограничивает ассортимент схем армирования профиля и, тем самым, получение изделий с различными прочностными свойствами. Целью изобретения является увеличение прочностных характеристик изготавливаемого материала путем переплетения продольных нитей с поперечными, Это достигается тем, что устройство, включающее отпускной механизм. пропиточную ванну, нитенаправитель, механизм поперечного армирования, фо мующую фильеру и тянущий механизм, снабжено механизмом вертикального см щения продольных нитей, выполненным в виде установленной перед механизмом поперечного армирования верти кальной пластиной с прорезью в центре для прохода поперечных нитей и отверстиями для прохода продольных нитей, один конец которой через гибкую тягу и рычаг соединен с кулачковым механизмом, а другой - с грузом, причем механизм поперечного армирова кия выполнен в виде гребенки, соедиПенной с синусным механизмом. Кроме того, кулачковый и синусный механизмы кинематически связаны с одним приводом. На фиг, 1 показана скема установки; на фиг. 2 - схема механизма вертикального -смещения продольных жгутов нитей ; на фиг. 3 - схема механизма поперечного армирования; на фиг. 4 - расположение жгутов при ниж нем положении подвижной гребенки, ви сбоку; на фиг. 5 - расположение жгутов при верхнем положении подвижной .гребенки; на фиг, 6 - расположение жгутов при крайнем положении н гтевод теля, вид сверху; на фиг. 7, 8 - рас положение армирующих волокон в поперечном и продольном сечении получаемого материала. Устройство состоит из отпускного механизма v ( на чертеже не показан, пропиточной ванны 1, нитенаправителя 2,.механизма 3 вертикального смещения продольных нитей и механизма 4 поперечного армирования, кинема тически связанных с кулачковым и синусным механизмами 5, 6, формующей . фильеры 7, тянущего механизма 8. С валом синусного механизма 6 жестко связан шкив 9 и звездочка 10, получающие вращение от электродвигателя 11 постоянного тока. На валку кулачкового механизма 5 закреплена зве дочка 12, связанная со звездочкой 10 цепью 13. Передаточное отношение цеп ной передачи равно 2. Облицовочные нити ( нити поверхностного слоя } ориентированы неподвижными нитенаправителями 14, 15. Механизм 3 вертикального смещения продольных нитей 16 состоит из кулачка 17 (фиг. 2), коро мысла 18. которое через трос. 19 связано с кареткой 20, fpoc ориентируется роликом 21, На каретке 20 за-. 4 креплена подвижная вертикальная пластина 22, в которой наряду с отверстиями А для прохождения продольных нитей, имеется в центре прорезь для прохождения нитей на нитеводитель поперечного армирования. Силовое замыкание кинематической пары кулачок-коромысло и перемещение пластины 22 вниз осуществляется благодаря подвешенному к ней грузу 23. Механизм поперечного армирования ( фиг. 3) состоит из синусного механизма, включающего кривошип 24, планку 25 и каретку 26, жестко связанную с нитеводителем 27. Устройство работает следующим образом. Непрерывный волокнистый материал, (Например нити жгута, пропитывают в пропиточной ванне I и после общего нитенаправителя 2 часть его поступает на верхний и нижний неподвижные нитенаг.равители 14, 15. Эти нити идут к фильере 7 для формования поверхностного слоя. Остальные нити с нитенаправителя 2 поступают на подвижную пластину 22 (фиг. 2) механизма 3 вертикального смещения продольных нитей 16. Между подвижной пластиной 22 и фильерой 7 входит нитеводитель 27 (фиг. 3) механизма поперечного армирования. Причем, нитеводитель проходит между рядами нитей, ориентированных подвижной пластиной-21 (фиг.4,5), Нити на нитеводитель поступают с нитенаправителя 2, проходят через прорезь в подвижной пластине 22 фиг.2). Прорезь Б предохраняет эти нити от вертикального смещения во время перемещения подвижной пластины. Механизм вертикального смещения продольных нитей и механизм поперечного армирования приводятся в движение электродвигателем 11 постоянного тока с регулируемой скоростью вращения вала. Циклограмма движения подвижной пластины 22 механизма вертикального смещения нитей и нитеводителя 27 выбраны так, что после одного двойного хода нитеводителя подвижная пластина занимает либо нижнее (фиг. 4), либо верхнее (фиг. 5) положение. Это обеспечивается профилем кулачка 17 и передаточным отношением цепной передачи, равным 2. Смещение подвижной пластины 22 вверх и вниз при возвратно-поступательном движении нитеводителя обеспечивает сплетение продольных и поперечных жгутов, что увеличивает межслоевую прочность и препятствует развитию трещин при механическом нагружении материала.
Предлагаемая схема механизма поперечного армирования обеспечивает поперечную укладку практически любого числа слоев.
Проведенные испытания деталей типа пазовых клиньев для якорей электродвигателей, армированных двумя попере ными слоями, показали увеличение проч ности на срез вдоль продольной армировки на 50% по сравнению с однонаправленной армировкой.
Формула изобретения
. Устройство для формования профильных волокнистых материалов, включающее отпускной механизм, пропиточную ванну, нитенаправитель, механизм поперечного армирования, формуницую фильеру и-тянущий механизм, о т л и чаю.щееся тем что, с целью увеличения прочностных характеристик.
изготавливаемого материала путем переплетения продольных нитей с поперечными, оно снабжено механизмом вертикального смещения продольных нитей выполненным в виде установленной перед механизмом поперечного армирования вертикадьной пластиной с прорезью в центре для прохода поперечных нитей и отверстиями лСпя прохрда про дольных нитей, один конец которой через гибкую тягу и рычаг сое)нен с кулачковым механизмом, а другой -г с грузом, причем механизм поперечногр армирования выполнен в виде многорядного нитеводителя, соединенного с синусным механизмом.
Источники информации, принятые во внимание при экспертизе
О
ю
15
фие
21
22
г.1
Фиг.Ь
уДДЩ /ЬждооорцоД.
Л
до OD ОООЦЦЦЦЦ
Фи9.
