Изобретение относится к переработке наполненных полимерных материалов и может быть использовано в различных отраслях народного хозяйства при производстве профильных изделий.
Известна установка для формования пултрузией наполненных профильных изделий, включающая шпулярник, пропитывающую ванну, набор фильер и тянущее устройство [1].
В известном устройстве в первой фильере происходит отжим излишков связующего, во второй осуществляется частичное отверждение связующего, в третьей - окончательное отверждение. Наложение токов ВЧ и УВЧ в средней фильере обеспечивает нагрев центральной части формуемого пакета и начала отверждения изделия от центра, что является положительным фактором. Однако конструкция установки не обеспечивает равномерное распределение армирующего материала при формовании изделий большого диаметра или сложной геометрии, требует сложного оборудования и сложно в эксплуатации.
Наиболее близким по технической сущности к изобретению является устройство для формования наполненных профильных изделий методом протяжки, содержащее шпулярник, пропитывающую ванну, узел формования с рабочей фильерой средства нагрева и тянущий механизм [2].
Указанное устройство рассчитано на малые сечения изделий, которые должны быть правильной формы (круг, квадрат), и со степенью наполнения не более 50%, что существенно снижает область использования устройства.
Техническим результатом изобретения является получение протяжкой наполненных полиамидных изделий большого сечения (более 1500 мм2), в том числе гибридных, с заданными прочностными характеристиками, повышение качества формуемых изделий при повышении производительности процесса и обеспечении чистоты рабочей зоны.
Для достижения технического результата в устройстве для формования наполненных профильных изделий методом протяжки, содержащем шпулярник, пропитывающую ванну, узел формования с рабочей фильерой, средства нагрева и тянущий механизм, согласно изобретению узел формования снабжен установленными перед рабочей фильерой по меньшей мере двумя распределителями-фиксаторами, выполненными в виде перфорированной пластины, при этом площадь сечения перфораций распределителей-фиксаторов увеличена в направлении от рабочей фильеры, а перфорации пластины, расположенной со стороны рабочей фильеры, в сомкнутом виде имеют конфигурацию, эквидистантную форме поперечного сечения формуемого изделия. Кроме того, узел формования включает три распределителя фиксатора, установленных от рабочей фильеры на расстоянии 80-120 мм, 200-300 мм и 300-400 мм соответственно, при этом отношение суммарных площадей перфораций указанных распределителей-фиксаторов к площади сечения формуемого изделия равно 1,02-1,07; 1,08-1,13 и 1,15-1,25 соответственно. Распределители-фиксаторы имеют по меньшей мере две зоны с перфорациями для подачи различных элементов изделия.
Описываемое устройство предпочтительно использовать для получения изделий из полимерных композиционных материалов (ПКМ) большого сечения (более 1500 мм2) методом протяжки. Она обеспечивает равномерное распределение армирующего наполнителя по сечению формуемого изделия с учетом его особенностей. С помощью этого устройства решается проблема создания протяжкой изделий сложной конфигурации, в том числе со смещенным от центра отверстием, а также с двумя и более отверстиями, поскольку распределители-фиксаторы, установленные перед рабочей фильерой, позволяют ввести предварительно отформованные комплектующие элементы, в том числе полые, из того или иного наполнителя в заданные, фиксированные этими распределителями зоны и управлять таким образом механическими свойствами формуемых изделий, усиливая зоны изделия, подвергающиеся повышенным механическим нагрузкам.
Изделия, отформованные на описываемом устройстве, монолитны, при испытании на удар и сжатие разрушение происходит непосредственно по телу профиля, а не по границе комплектующих элементов, входящих в технологический пакет и поступающих в фильеру, не имеют расслоений, являющихся серьезным отрицательным фактором, часто имеющим место при однонаправленном армировании изделий из ПКМ.
Устройство позволяет изготавливать в непрерывном режиме изделия заданной длины путем последовательного введения в технологический пакет предварительно отформованных стержней или труб, смещенных по длине относительно друг друга.
Форма и размеры отверстий распределителей-фиксаторов в каждом конкретном случае определяются расчетно-экспериментальным путем исходя из характера профиля формуемого изделия и требований к прочностным характеристикам в определенных зонах изделия.
Распределители-фиксаторы, установленные с заданным интервалом и выполненные в виде перфорированных пластин, площадь сечения отверстий которых увеличивается в направлении от рабочей фильеры на заданный коэффициент, позволяют свести к минимуму фрикционный контакт, максимально удалить воздух и избыток связующего из пропитанных связующим жгутов, что позволяет отформовать прецизионный профиль, в том числе из гибридного материала, большого сечения сложной геометрии.
В качестве наполнителя формуемых изделий могут быть использованы любые армирующие волокна, в том числе стекло-, угле- и органоволокно, а также их сочетания, которые распределяются внутри формуемого профиля или по его поверхности. Также могут применяться металлические нити или их смеси, сочетание металлических нитей с нитями или жгутами из любых других материалов.
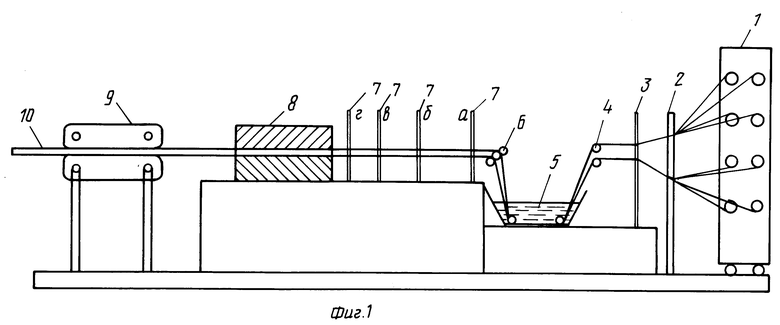
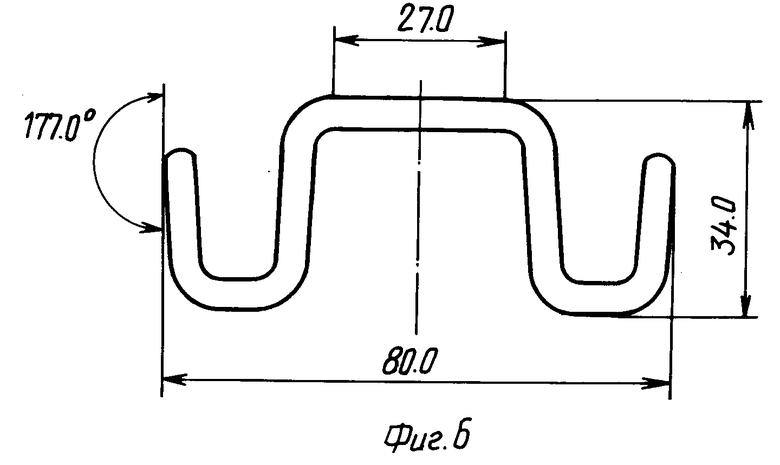
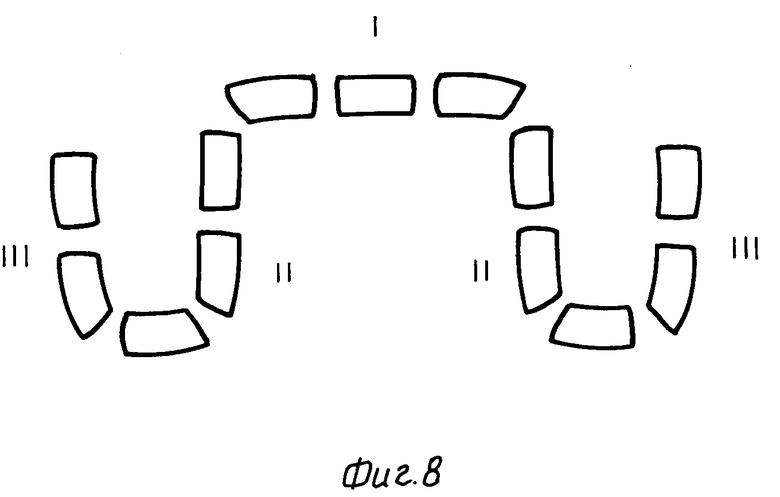
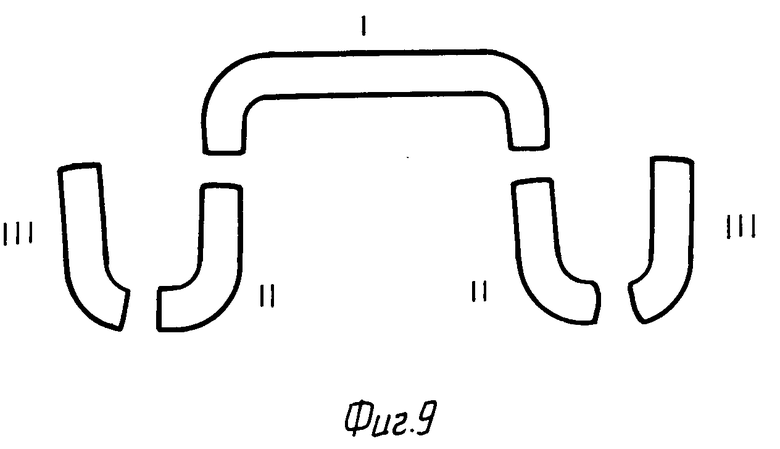
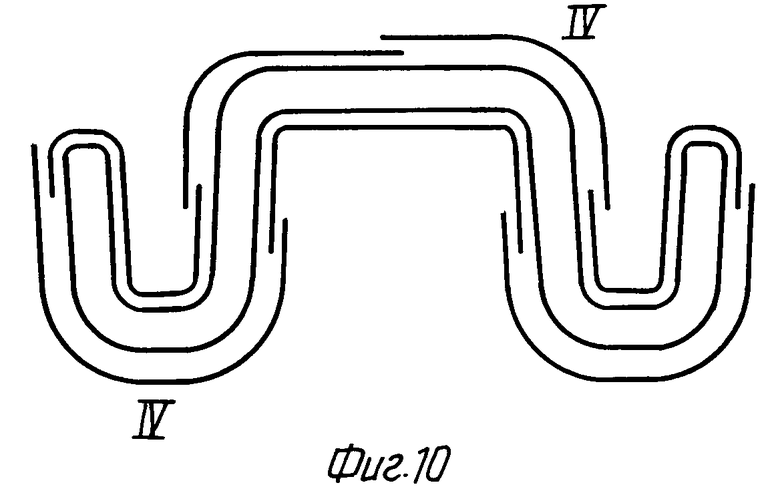
На фиг. 1 схематически изображен общий вид устройства для формования наполненных профильных изделий; на фиг. 2 - 5 изображены соответствующие конструкции распределителей-фиксаторов для формования крупного профиля; на фиг. 6 - вариант формируемого изделия (общий вид); на фиг. 7-10 - конструкции распределителей фиксаторов для изготовления изделия, представленного на фиг. 6.
Устройство для формования наполненных профильных изделий методом протяжки содержит шпулярник 1, распределительную решетку 2, вспомогательную фильеру 3, пропиточную ванну 5, отжимные ролики 4, 6, узел формования, включающий распределители-фиксаторы 7, выполненные в виде перфорированных пластин, рабочую фильеру 8, на которой устанавливаются средства нагрева, и тянущий механизм 9. Цифрой 10 обозначен готовый профиль.
Распределителей-фиксаторов 7 может быть по меньшей мере два, которые установлены перед рабочей фильерой 8. Площадь сечения перфораций распределителей-фиксаторов 7 увеличена в направлении от рабочей фильеры 8. Перфорации пластины, расположенной со стороны рабочей фильеры 8, в сомкнутом виде имеют конфигурацию, эквидистантную форме поперечного сечения формуемого изделия. Узел формования может включать три распределителя-фиксатора, установленных от рабочей фильеры 8 на расстоянии 80-120 мм, 200-300 мм и 300-400 мм соответственно, при этом отношение суммарных площадей отверстий распределителей-фиксаторов к площади сечения формируемого изделия равно 1,02-1,07; 1,08-1,13 и 1,15-1,25 соответственно.
Устройство работает следующим образом.
Производят заправку устройства армирующим волокном, приготавливают связующее и заливают его в пропиточную ванну. На формующую фильеру устанавливают нагреватели. Концы жгутов крепят к тянущему механизму. После прогрева фильеры до заданной температуры начинают процесс протяжки заданного профиля.
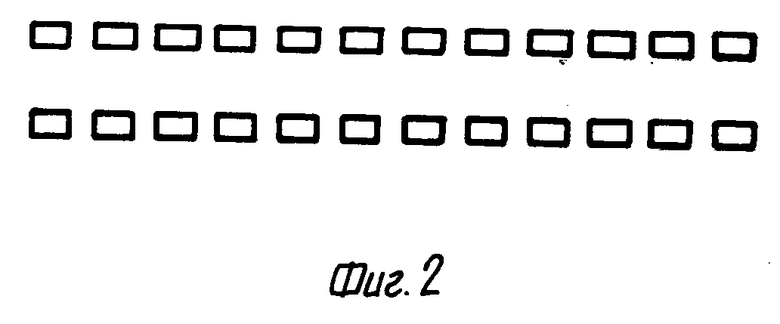
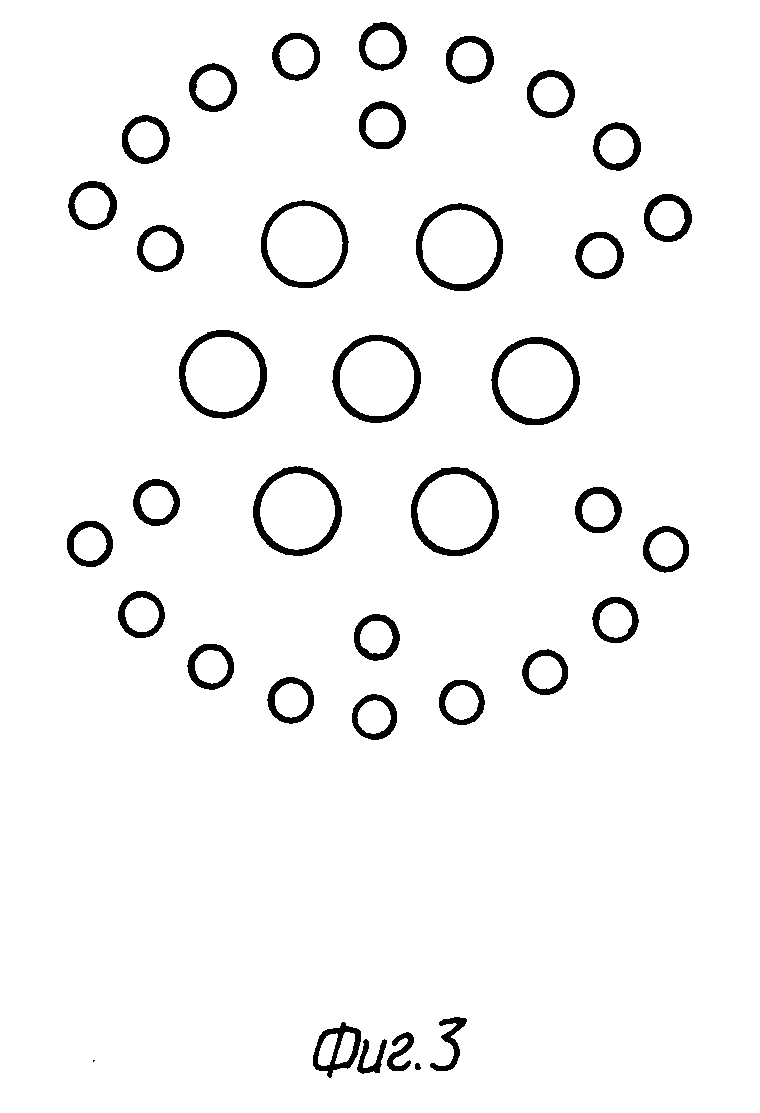
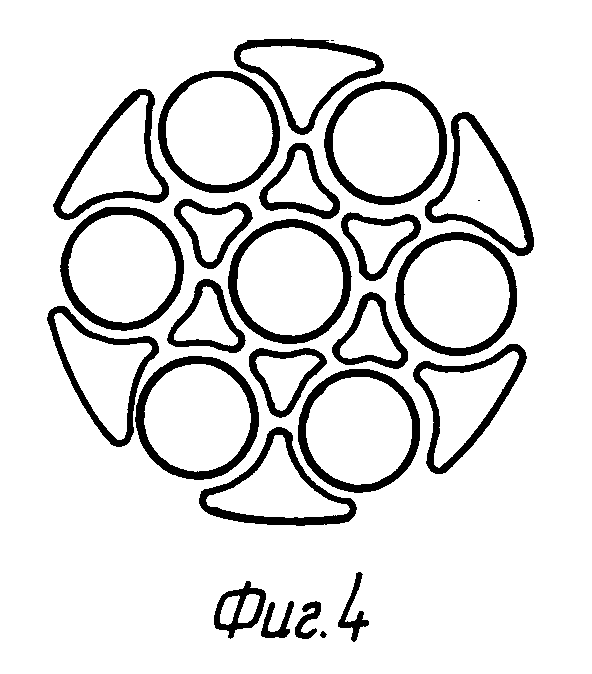
Пример 1. Для формования профиля круглого сечения диаметром 65 мм были использованы распределители-фиксаторы 7, изображенные на фиг. 2-5, представляющие собой перфорированные пластины, которые имеют систему отверстий, количество и размеры которых определяются расчетно-экспериментальным путем и зависят от характера поперечного сечения формуемого изделия. При этом определяющим является то, что площади перфорированных отверстий, через которые проходит волокно, имеют заданный коэффициент подобия, равный 1,02-1,07, 1,08-1,13, 1,15-1,25, 1,40-1,55 соответственно для фигур 2, 3, 4 и 5, причем площади перфорированных отверстий, будучи сомкнутыми, образуют фигуру, эквидистантную площади поперечного сечения формуемого изделия, что важно для качественного формования изделий. Для предварительных распределителй-фиксаторов (фиг. 2 и 3) последнее замечание необязательно и обычно бывает достаточно пропорциональности площадей перфорированных отверстий.
Коэффициент подобия площадей перфорированных отверстий зависит от места нахождения распределителя (относительно рабочей фильеры) и выполняемой им задачи.
В набор комплектующих для формирования пакета для формования стержня диаметром 65 мм входит: 7 предварительно отформованных стержней диаметром 20 мм из стеклоровинга РБР-13-2520 и связующего BC 2561 на основе эпоксихлордиановой смолы ЭХО со степенью отверждения 70%, 816 жгутов стеклоровинга, предварительно пропитанных тем же связующим. Жгуты стеклоровинга делились на 6 внутренних пучков по 34 жгута каждый и 6 периферийных комплексных пучков по 102 жгута, каждый периферийный пучок делится соответственно на три пучка по 34 жгута.
Стержни распределялись следующим образом: один устанавливается в центре и шесть располагались по периферии с центральным углом 60o.
Распределители-фиксаторы для изготовления профилей с круглым сечением имеют три зоны: I зона - отверстия для стержней, II зона - отверстия, предназначенные для внутренних жгутов волокон, III зона - отверстия, предназначенные для периферийных жгутов.
Внутренние и периферийные пучки жгутов стеклоровинга до входа в распределитель-фиксатор (фиг. 2, 3) пропускают через ванну со связующим, нагретым до 40-50oC, с отжимом связующего на выходе из ванны.
Пример 2. Изготовление протяжкой изделия  - образного профиля, изображенного на фиг. 6.
- образного профиля, изображенного на фиг. 6.
Работа устройство описана в примере 1. Для получения  - образного профиля были также использованы 4 распределителя-фиксатора (фиг. 7 - 10), посредством которых обеспечивается равноплотность наполнения по сечению профиля при равномерной пропитке волокна, равномерный отжим избытка связующего из полуфабриката, а также отсутствие перехлестов жгутов при формировании изделий сложной геометрии.
- образного профиля были также использованы 4 распределителя-фиксатора (фиг. 7 - 10), посредством которых обеспечивается равноплотность наполнения по сечению профиля при равномерной пропитке волокна, равномерный отжим избытка связующего из полуфабриката, а также отсутствие перехлестов жгутов при формировании изделий сложной геометрии.
Условно профиль разделен на верхнюю и нижнюю части. В верхнюю часть вошла зона I, а зоны II и III - в нижнюю.
Площади сечений перфорированных отверстий в распределителях-фиксаторах выбираются из тех же соображений, что и в примере 1, и для данного примера имеют те же коэффициенты подобия.
В отверстия распределителя (фиг. 7) вводится после пропиточной ванны с фенольным связующим ФП-5 по одному комплексному жгуту, состоящему из 22 первичных жгутов РБР-13-2500, затем в распределитель (фиг. 8) в каждое отверстие поступает по два комплексных жгута, на фиг. 9 в зонах II и III содержится по 4-е, а в зоне I - 10 комплексных жгутов, распределитель (фиг. 6) собирает все комплексные жгуты воедино, образуя макет заданного профиля, на поверхность которого через прорези (зона IV) вводится, в частности, 7 тканых лент шириной 50 мм, которые соединяются с пакетом в формующей фильере.
Рабочие размеры пазов фиксатора определяются из условия предотвращения образования сборок на ткани. По вертикали ленты разнесены на две группы: 4 ленты по верхней поверхности и 3 ленты по нижней поверхности профиля с обеспечением нахлеста шириной 15 мм в месте стыковки лент. Тканые ленты находятся на отдельном питателе и пропитываются в отдельном пропитывающем устройстве.
Обеспечение пултрузионного устройства системой распределителей-фиксаторов позволяет получить наполненные полимерные изделия большого сечения сложной геометрии, в том числе гибридные, с заданными прочностными характеристиками при высокой производительности.
Испытания профиля, полученного на описываемом пултрузионном устройстве, показали, что разрушение при ударе происходит непосредственно по телу профиля, а не по границе комплектующих элементов, т.е. устройство позволяет получить монолитное изделие из ПКМ, включая профили с введенными в них предварительно отформованными деталями.


Использование: изобретение относится к переработке наполненных полимерных материалов и может быть использовано в различных отраслях народного хозяйства при производстве профильных изделий. Сущность изобретения: в устройстве для формования наполненных профильных изделий методом протяжки узел формования снабжен установленными перед рабочей фильерой по меньшей мере двумя распределителями-фиксаторами, выполненными в виде перфорированной пластины. Площадь сечения перфорации распределителей-фиксаторов увеличена в направлении от рабочей фильеры. Перфорации пластины, расположенной со стороны рабочей фильеры, в сомкнутом виде имеют конфигурацию, эквидистантную форме поперечного сечения формуемого изделия. Кроме того, узел формования включает три распределителя-фиксатора, установленных от рабочей фильеры на расстоянии 80-120, 200-300 и 300-400 мм соответственно. При этом отношение суммарных площадей перфораций указанных распределителей-фиксаторов к площади сечения формуемого изделия равно 1,02-1,07; 1,08-1,13 и 1,15-1,25 соответственно. Распределители-фиксаторы имеют по меньшей мере две зоны с перфорациями для подачи различных элементов изделия. 2 з.п. ф-лы, 10 ил.