(54) ПЕЧЬ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для нагрева длинномерных изделий | 1979 |
|
SU870458A2 |
| Проходная печь | 1976 |
|
SU611942A1 |
| Печь для нагрева длинномерных изделий | 1972 |
|
SU707982A1 |
| Печь для нагрева длинномерных изделий | 1979 |
|
SU870888A2 |
| Способ перемещения длинномерных цилиндрических изделий в печи с роликовым подом | 1972 |
|
SU492568A1 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| Способ нагрева длинномерных цилиндрических изделий | 1979 |
|
SU1063848A1 |
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| Поточная линия для термической обработки длинномерных цилиндрических изделий | 1977 |
|
SU753913A1 |
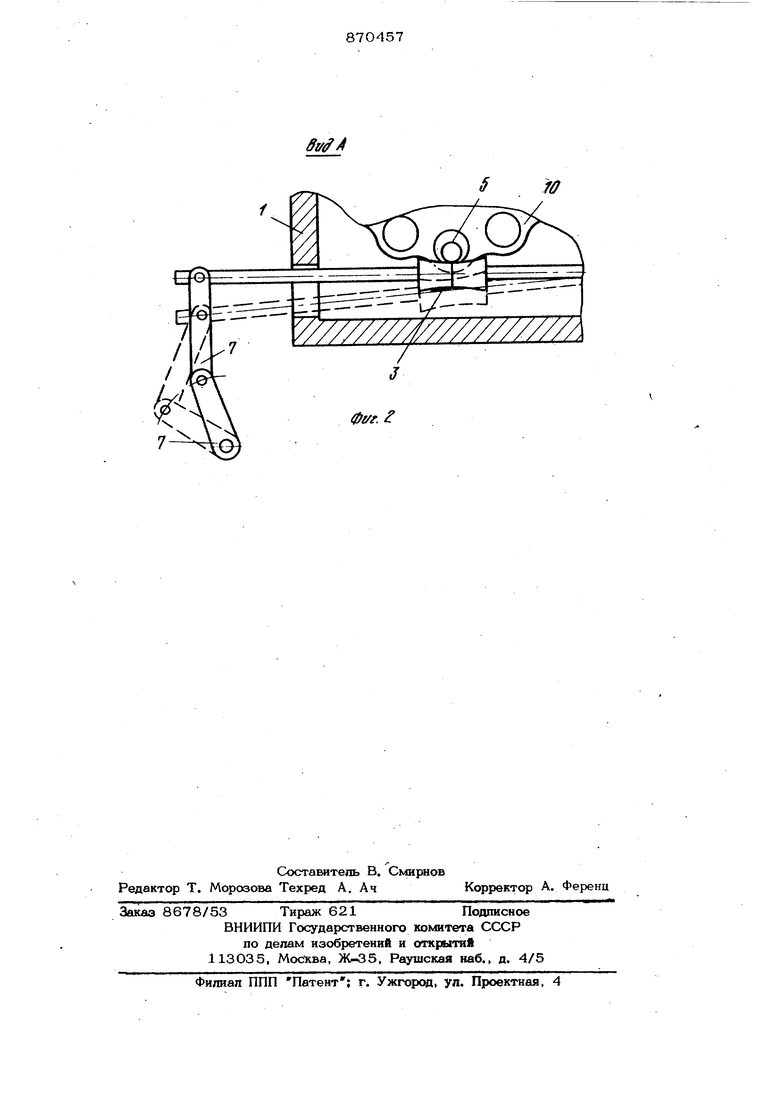
Изобретение относится к области термической обработки, является усовершенствованием известного устройства, описан ного в авт. св. № 7О7982, .и может быть использовано для термической обработки длинномерных изделий, например труб. В основном изобретении по авт. св. № 707982 описана печь для нагрева дли номерных изделий, содержащая расположенный в футерованном кЪрпусе роторный механизм для поперечного перемешения изделий с кольцевыми опорами, причем опоры установлены под углом к оси ротора, обеспечиваюишм смещение места контакта изделия с каждой из опор в её верхнем и нижнем положении (относительно KOI пуса) на величину, равную или превышающую ширину опоры. Указанные смещения места контакта снижает предельную неравномерность нагрева изделия, возникак щую из-за затеняющего влияния кольцевых опор. В корпусе печи расположен также рориковый механизм продольного пере- мещения изделий, служащий для их загрузки и разгрузки. Вращение изделий при нагреве в известной печи (перекатывание изделий внутри кольцевых опор) обеспечивается за счет поворота ротора в промежутке времени между двумя последовательными остановками для выполнения операш1Й загрузкивыгрузки изделий. При обработке в известной печи изделий по режиму с кратковременным циклом термической обработки, например тонкостенных труб, ротор осуществляет оборот вокруг своей оси с такой скоростью, что перекатывание изделий внутри кольцевых опор обеспечивает их равномерный нагрев по периметру и длине, а следовательно, и необходимую геометрию и механические свойства нагреваемых изделий. Недостатком известной печи является невозможность обеспечения обработки в ней изделий с длительным циклом термической обработки без нарушения их геометрических параметров. Это могут быть толстостенные изделия, время нагрева ко торых до заданной температуры велико, или изделия из различных марок стали, подвергающиеся термической обработке с длительной технологической выдержкой при определенной температуре. Вследствие того, что в такой печи пол ный цикл термической обработки осуществляется за один оборот ротора, после че го изделие извлекается из печи, йлитель ный нагрев до заданной температуры ида длительную технологическую выдержку при определенной температуре можно обеспечить лишь при условии снижения скорости поворота ротора таким образом, чтобы продолжительность его полного обо рота равнялась длительности цикла термической обработки, однако, снижение скорости, с которой поворачивается ротор вокруг своей оси, приводит к замедленному врюшению изделий в кольцевых опорах а следовательно, к неравномерному их нагреву, вследствие чего нарушаются гео метрические размеры обрабатываемых изделий (наблюдается искривление и поводка). Целью изобретения является обеспечение технологической выдержки нагреваемых изделий при сохранении их геометрических размеров. Поставленная цель достигается тем, что в печи для нагрева длинномерных изделий по авт. св. № 707982 роликовый механизм продольного перемещения изделий выполнен с возможностью перемещения его в вертикальной плоскости. Кроме того, управление привода устройства для смещения роликов в вертикал ной плоскости автоматически связано с управлением привода роторного механичэм На фиг, 1 схематически изображена печь для нагрева длинномерных изделий, разрез; на фиг. 2 - вид по стрелке А на фиг. 1. Печь состоит из цилиндрического футе рованного изнутри корпуса 1 с горелками 2, установленными на нем. В нижней части печи имеется роликовый механизм 3 продольного перемещени изделий, соединенный, с одной стороны, с рольгангом 4 загрузки изделия 5, с другой стороны, с рольгангом 6 выгрузки. Роликовьтй механизм 3 продольного пе ремещения изделий снабжен устройством 7 для смещения его роликов по вертикал ней плоскости. Устройство 7 имеет привод 8. По оси корпуса 1 расположен рото ный механизм 9 поперечного перемещени С кольцевыми опорами 1О для изделий. Роторный механизм 9 имеет привод 11 вращения, расположенный вне печи. Управление приводом 8 устройства 7 автоматически связано при помощи программного устройства 12 с управлением привода 11 роторного механизма 9. Печь для нагрева длиннс 1ерных изделий работает следующим образом. Изделия 5 поочередно задаются в печь, обогреваемую при помопш горелок 2, по рольгангу 4 и с помощью роликового механизма 3 продольного перемещения располагаются внутри ряда кольцевых опор 10, установленных по одной какой-либо образующей ротор. Каждое последующее изделие загружается после поворота ротора на угол, разделяющий соседние ряды кольцевых опор 10. Ролики рольганга 3 расположены между опорами 10. После загрузки всех или необходимого числа рядов колец ролики рольганга 3 при помощи устройства 7 благодаря воздействию привода 8 смещаются в вертикальной плоскости вниз на величину, при которой исключается контакт изделий 5 с роликами 4 при дальнейщем повороте ротора 9. Затем роторный механизм 9 поперечного перемещения изделий с помощью привода 11 поворачивается вокруг своей оси. При вращении ротора 9 изделия 5 тран- спортируются в печи по кругу, перекатываясь внутри опор 10. Механизм 3 не препятствует этому перемещению. Скорость, с которой поворачивается ротор вокруг своей оси, и количество полных оборотов ротора 9 выбирается в зависимости от сортамента обрабатываемых изделий и требуемого режима термической обработки. После окончания нагрева перед разгрузкой изделий родаки механизма 3 при помощи устройства 7 благодаря воздействию привода В смещаются в вертикальной плоскости вверх , возвращаясь в исходное положение, а изделия 5 последовательно выгружаются иэ печи при помощи механизма 3 и рольганга 6. Режим загрузки - разгрузки и вращения роторного механизма 9 выбирается в зависимости от сортамента изделий,требуемого режима их обработки и осуществляется автоматически при помощи программного устройства 12, связывающего управление привода 8 устройства 7 с управлением привода 11 роторного механизма 9. 5 Применение предлагаемой печи по срав нению с известной позволит обеспечить воэможносгь осуществления технической вьщержки нагреваемых изделий при сохранении их геометрических параметров. Это обусловлено выполнением роликов с возможностью перемещения их в вертикальной плоскости (вниз) после загрузки изделий в печь, что исключает контакт изделий с роликами и дает возможность ротору осуществл51ть вокруг своей оси не один оборот, как в известной печи, а необходимое число обс зртов, зависящее от продолжительности технологической выдержки. При этом скорость поворота выбирается такой, чтобы обеспечить быстро вращение изделий при перекатывании их в кольцевых опорах для осуществления равномерного нагрева и, следовательно, сохранения геометрических размеров нагреваемых изделий. 57Кроме того, обработка изделий с заданным режимом вращения их вокруг собственной оси в ряде случаев обеспечивает правку искривленных в исходном состс янии изделий. Форму.ла изобретения Печь для нагрева длинномерных изделий по авт. св. № 7О7982, отличающаяся тем, что, с целью обеспечения технологической шлдержки нагреваемых изделий при сохранении их геометрических размеров, роликоилй механизм выполнен с возможностью перемещения в вертикальной плоскости. Источники информации, принятые во внимание при экспертизе . 1. Авторское с 1детега.ство СССР № 707982, кл. С 21 D 9/08. 1972..
ву
