(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ Изобретение относится к термической обработке ципиндрических длинномерных изделий и может быть использовано при изготовлении, например, термоупрочненных труб нефтяного сортамента. Известна поточная линия для термообработки длинномерных цилиндрических изделий, включакядая проходную печь, и расположенное за ней охлаждакацее устройство, оборудованные транспортными механиз мами, выполненными по всей длине линии в виде колесных пар, установленнь1Х под углом к продольной оси поточной линии Недостатком этой поточной линии явля ется то, что колесные пары являются дорогостоящим и материалоемким элементом конструкции печи. Кроме этого, колесные пары (ввиду своих конструктивных особенностей) расположены в участках пеЧи, которые не отапливаются. Особенности конструкции, а также габариты колесных пар не позволяют в достаточной степени уплот нить неотапливаемые участки печи и удлиняют их, что приводит к увеличению обшей ее длины н снижению технико-экономических показателей потоЧной линии в целом. Последнее вызвано снижением интенсивности нагрева в неотапливаемых участках печи и увеличением в них тепловых потерь. Известна также поточная яикия для термической обработки длинномерных цилиндрических изаепийЕ, включакшая фохоаную печь и расноложенное за ней охпаждвкхшее устройство, оборудованные транспортными механизмами, выполненными в вице .конических роликов, установленных под углом к продольной оск линии щ. Использование в качестве транспортно14) механизма для поточной линии бикони ческих роликов улучшает текнико-экономнческие показатели линии. Это вызвано меньшими габаритами и материалоемкостью роликов, а также большей плотностью участксж печи, где они установлены. Кроме того, конструкция роликов позволяет осуществлять отбор продуктов сгорания в
местах их установки, что увеличивает ин тенсивность нагрева изделий в целом за счет конвективной составляющей внешнего теплообмена.
Однако существенным недостатком поточной пинии с биконическИми роликами является низкая скорость вращения труб при закалке, что, в свою очередь, вызывает неравномерное их охлаждение, ведущее к снижению качества термообработки и ухудшению механических свойств.
Цель изобретения - повышение качества термической обработки и улучшение механических свойств обрабатываемых изделий.
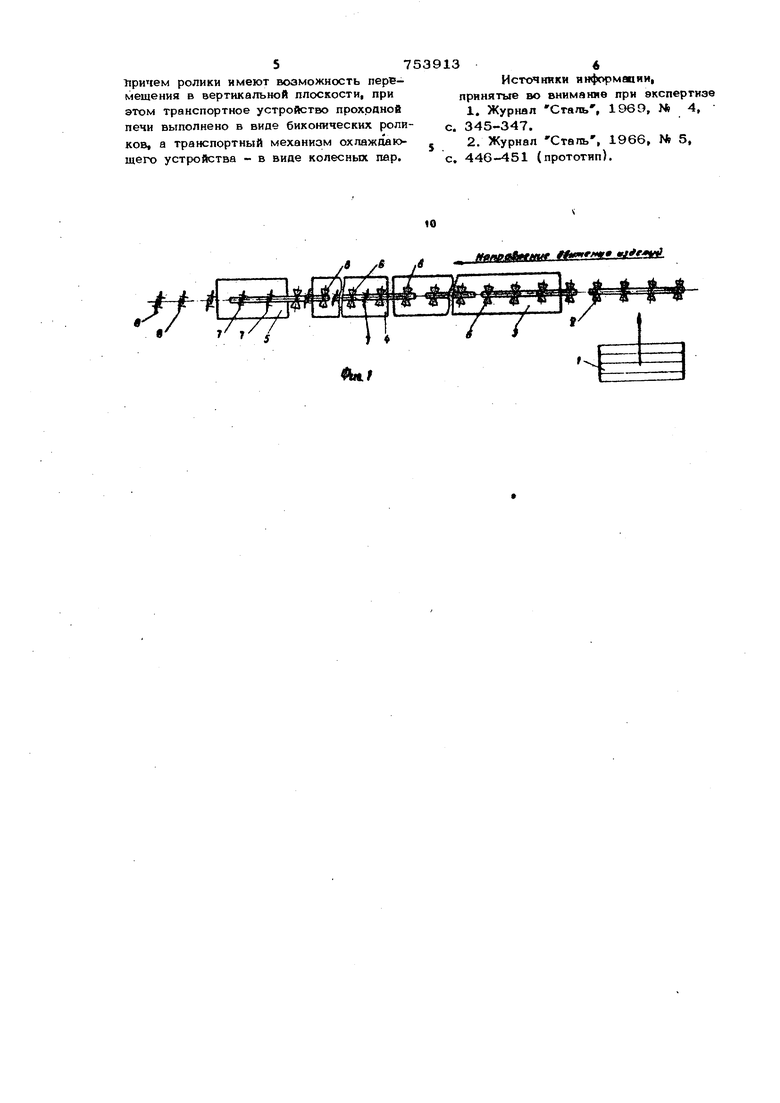
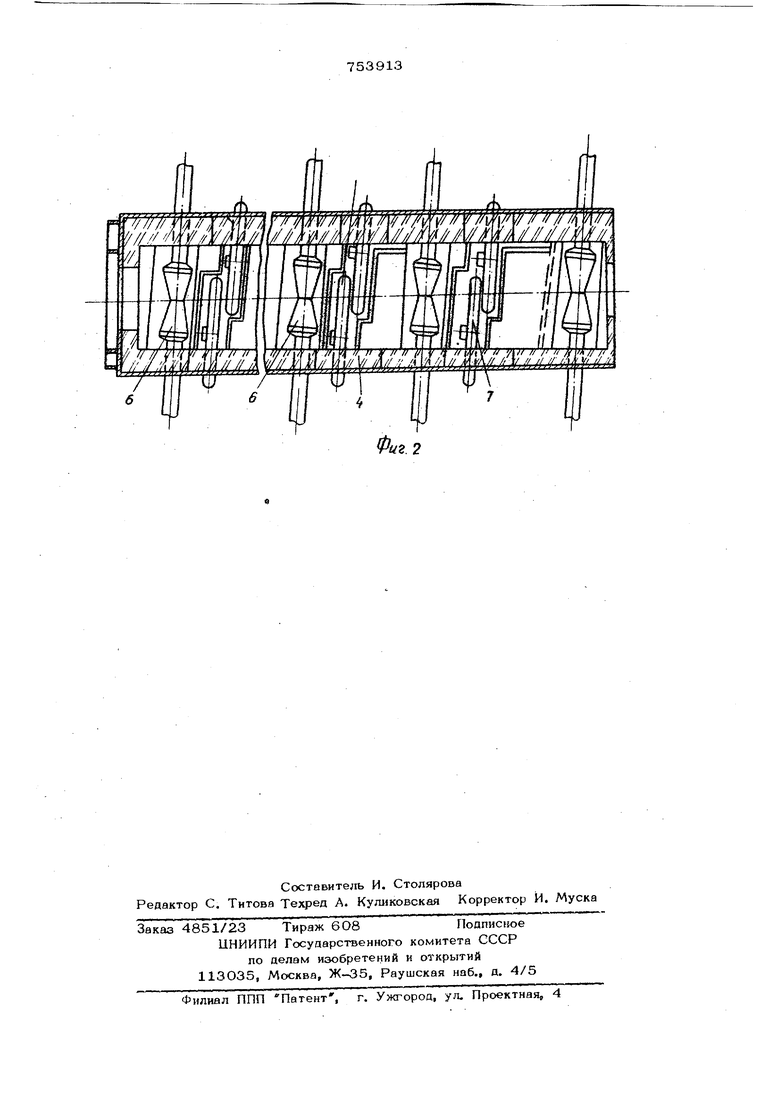
Поставленная цель достигается тем, что поточная линия для термической обработки длинномерных цилиндрических изделий, содержащая проходную печь и охлаждающее устройство с транспортными механиамами, снабжена камерой выдержки, установленной перед охлаждающим устройством, в котором транспортный механизм выполнен из чередукяцихся биконических . роликов и колесных пар, причем ролики имеют возможность перемещения в вертикальной плоскости, при этом транспортное устройство проходной печи выполнено в виде .биконических роликов, а транспортный Механизм охлаждаклнего устройства в виде колесных пар. На фиг, 1 изображена схема потомной линии для термообработки цилиндрических изделий; на фиг. 2 - камера выдержки. О , Линия состоит из стола загрузки 1, транспортного механизма загрузки 2,проходной печи 3, камеры выдержки 4 охлаж дающего устройства 5, транспортного механизма проходной печи 3, состоящего из биконических роликов 6, транспортного ме ханизма охлаждаклцего устройства 5, состоящего из колесных пар 7, установленных в горизонтальной плоскости под углом к оси линии и транспортного механизма выгрузки 8. В камере выдержки 4 установлен комбинированный транспортный механизм, состоящий из биконических роликов 6 и колесных пар 7. Биконические ролики 6 камеры выдерж ки снабжены устройством (на чертежах не показано) для одновременного их опускания и индивидуального подъема. Принцип работы поточной линии заключается в следующем. Обрабатываемые изделия собираются пакетами на столе за грузки 1, затем с помсшью дозатора (на чертежах не показан) по одной задаются на транспортный механизм загрузки 2 в
печь 3. Перемещение и вращение изделий осуществляется биконическими роликами
6транспортного механизма загрузки 2 и транспортного механизма проходной печи. Число оборотов трубы достаточно для обеспечения равномерного нагрева. Как только .изделие полностью ложится на бикоиические ролики 6 камеры выдержки 4, подается команда на одновременное опускание всех биконических роликов 6 камеры выдержки 4 с лежащим на них изделием
на глубину, обеспечив а юшую ее укладку в ручей, образованный колесными парами
7той же камеры 4, Затем с помощью колесных дар 7 камеры выдержки 4 и колесных пар 7 охлаждающего устройства 5 изделие (труба) продолжает движение через последнее с той же скоростью поступательного движения, но уже вращаясь с большим количеством оборотов, необходимым для обеспечения равномерного охлаждения по периметру цилиндрического изделия. После закалки в охлаждающем устройстве 5 труба с помощью транспортного механизма выгрузки 8 убирается с линии. При термической обработке длинномерных изделий в предлагаемой поточной линии обеспечиваются необходимые скорости вращения и продольного перемещения изделий как во время нагрева, так и при ускоренном охлаждении (закалке). Медленное вращение в первом случае и относительно быстрое - во втором дает возможность обеспечить соответственно равномерный нагрев, особенно охлаждение изделий по периметру и всей длине, что позволит повысить качество термообработки и улучшить механические свойства изделий. Предлагаемая поточная линия потребует меньших капитальных затрат на оборудование за счет замены колесных пар в печи более дешевыми биконическими роликами. Формула изобретения Поточная линия для термической обработки длинномерных цилиндрических изделий, содержащая проходную печь и охлаждающее устройство с транспортными механизмами, отличающаяся тем, что, с целью повышения качество термической o6pa6oTKif и улучшения механических свойств, пиния снабжена камерой выдержки, установленной перед охлаждающим устройством, 1 котором транспортный механизм выполнен с чередованием биконических роликов и колесных пар.
Причем ролики имеют возможность перемещения в вертикальной плоскости, при этом транспортное устройство прохрдной печи выполнено в виде биконических роликов, а транспортный механизм охлаждающего устройства - в виде колесных пар.
Исгочняки ннформапии, принятые во внимание при экспертизе
1.Журнал Сталь, 1960, N 4, с. 345-347.
2.Журнал Стань, 1966, N 5, с, 446-451 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термической обработки длинномерных цилиндрических изделий | 1983 |
|
SU1082844A1 |
| Поточная линия для термической обработки изделий | 1979 |
|
SU855024A1 |
| Проходная печь | 1976 |
|
SU611942A1 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| Поточная линия для термообработки изделий | 1980 |
|
SU954453A1 |
| Способ транспортирования длинномерныхцилиНдРичЕСКиХ издЕлий пРи НАгРЕВЕ ВСЕКциОННыХ пЕчАХ | 1979 |
|
SU846585A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Агрегат для термообработки изделий | 1980 |
|
SU958506A1 |
/ / 7
.
7/ Г//
jlSBK Iettea- bssf sijalfi ciL
HHf-/1, , /Т . ./1 /
7 f/
/ /
