Предметом изобретения является способ изютопл&тя ткзиках челлоков путем прессования.
Отличительпая особепность способа заключается в образовании щек челнока из длинноволокнистых пластиков путем прессования без 1еререзыванпя волокон. Прессование ведут перпендикулярно широким гтепкам челнока с носледующей механической обработкой внутреннего его контура. В матрицах пресс-форм применяют вкладыши, оформляю Г1ие внутренние контуры челнока. Расположен е вкладышей обеспечивает помещение пакетов из длинповолокнпстых материалов между стенками пресс-формы п вкладышем; прессование ведется в паправлепии узких кромок челнока.
Прп другом варианте прессования в матрицу между щеками челнока вкладывается оформляющий контуры nejnioKa металлический сердечггпк, удаляемый после прессования челнока.
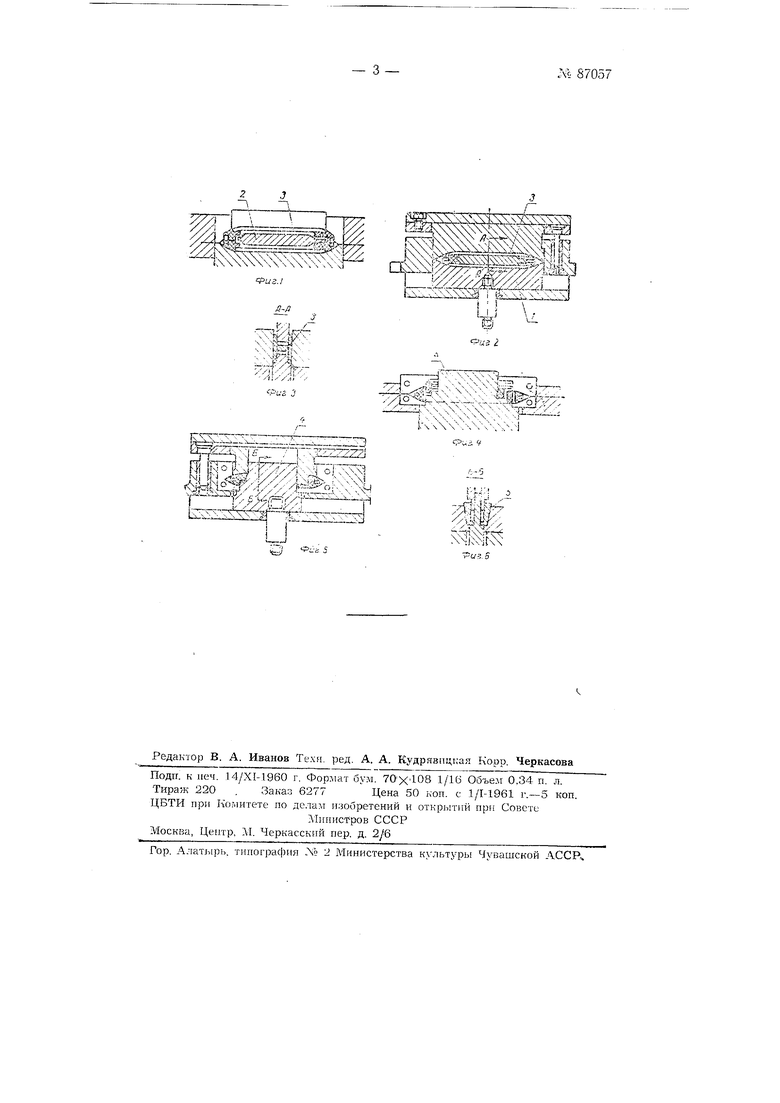
На фиг. 1 изображен боковой вид пресс-формы с сердечпиками до .-запрессовки; на фиг. 2-то же после aanpeccojJKJs; на фпг. 3-разрез по А-А фиг. 2; на фиг. 4-вертикальный разрез пресс-формы с вкладышем до запрессовки; на фиг. 5-то же после зяпрессонкн ц па фпг. 6- :1азрез по Б-Б фиг. 5.
Для изготовления челнока применяют дли п о1юлокиистые пласти)чи, например щпоп и его волокпа, стружки, разного вида текстильные волокна и нитки, а также травянистые растеппя-солома, камыш, бамбук и др., подготовляемые в виде пакетов.
Пакеты закладывают в матрицы пресс-формы н располагают в пих таким образом, что волокна длипноволокпистых матер Гглов идут вдоль оси челнока с заходом волокон в оконечности челнока в разных направлениях.
Прессоваппе пакетов ведут перпендикулярно широким сторонам челпока, прпчем прессовапию подвергают только внешние контуры
.Nj 87057,,- 2 -
V - ъ челнока, a BiiyTpeuiitie контуры обрабатывают механическим путем.
При;таком-расположении волокна, образующие щеки челиока, не иодвергафтся разрушению.
ГТооднЪму варианту снособа изготовления ткацких челноков в матрицах-/«лресе-форм применяется плавающий сердечник 2, оформляющш внутренние контуры челнока. Пакеты 3 размещаются между стенками пресс-форм и сердечникол и прессование ведется перпендикулярно широким сторонам челнока. После прессования сердечник удаляется. Прп нрессовапин сердечники обеспечивают одинаковую толщину стеиок челнока без меха1П ческой обработки его внутреннего контура. По другому варианту способа взамен сердечника применяют металлический вкладыш 4, оформляющий внутренний контур челнока 1 закладываемый между щеками 5 последнего. Прессование ведут идоль узких кромок челнока. Препмущестзом этого способа прессования является отсутствие затраты времени на закладывание и извлечение сердеч и-1ка и обеспечение большой точности стеиок.
П р е д м е г и з о б р е т е н и я
1.Способ изготовления ткапкнх челноков нутем прессования, отл и ч а ю П1, и и с я тем, что, и целях f oвышeния прочности челнока, щеки его при прессовании образуют из длинповолокнистых пластиков {шпопа п его волокон, стружки, разного рода текстильных волокон и нитки, а также травянистых растений-соломы, камыша, бамбука н пр.) и прессование ведут без перерезания волокон.
2.Прием выполпения способа по п. 1 отличающийся тем, что перед прессованием подготовляют пакеты из длинноволокнистых материалов по длипе пдек челнока с расчетом захода волокоп в оконечности челнока в разных направлепиях.
3.Прием выполнения способа ио и. 1, отличающийся тем, что, в целях предупреждеиия перерезания волокон иакетов, образующих щ.екн челнока в матрицах пресс-форм применяют оформляющпе внутренние контуры челнока вкладыши, которые раснолагают по высоте таким образом, что обеспечивается помещение иакетов из длинноволокпистых материалов между степкамп пресс-формы п в ладып1ем, и прессование ведут в направлениях узких кромок челнока.
4.Прием вынолпеиия способа по пп. 1-2, отличающийся тем, что прессоваппе ведут перпендикулярно широким сторонам челнока с предварительпой укладкой пакетов в матрицу по этим сторопам и последующей механической обработкой внутренппх контуров.
5.Прием выполнения способа но п. 4, отличающийся тем, что в матрицу между щеками челнока вкладывают оформляющий внутренние контуры челнока металлический сердечник, удаляемый после завершения прессования челнока.
5
5i.-3 i
С М Tl-r-.-,
хсдЬ)я. - ч,;-;,, t3F/r Cjb. О v4 ,. .-i-leinj РУ/,
- J-i . 4 - -.. . X --f..