Согласно изобретению предлагается способ изготовления штампованных бочек из древесного шпона.
Производство штампованных бочек по авт. св. № 14294 имеет тот недостаток, что при некоторых зсловиях .клепки между обручами вспучиваются и деформируются, а это вызывает постановку излишних сбручей и не допускает повторного использования бочек.
В целях устранения отмеченных недостатков предлагается следующий способ изготовления бочек.
В среднюю часть секторов остока бочки закладывается шпон в продольном направлении с отношением толщины внутренних слоев к внешним, как 1 : 2 или 1 : 3. При этом внутренние слои из шпона могут закладываться в два и более ряда.
Внешний слой шпона располагается волокнами под углом не более 45° к среднему слою.
Внутренний слой шпона имеет направление волокон под углом не более 45° к среднему слою и под УГЛОМ 90° к внешнему слою.
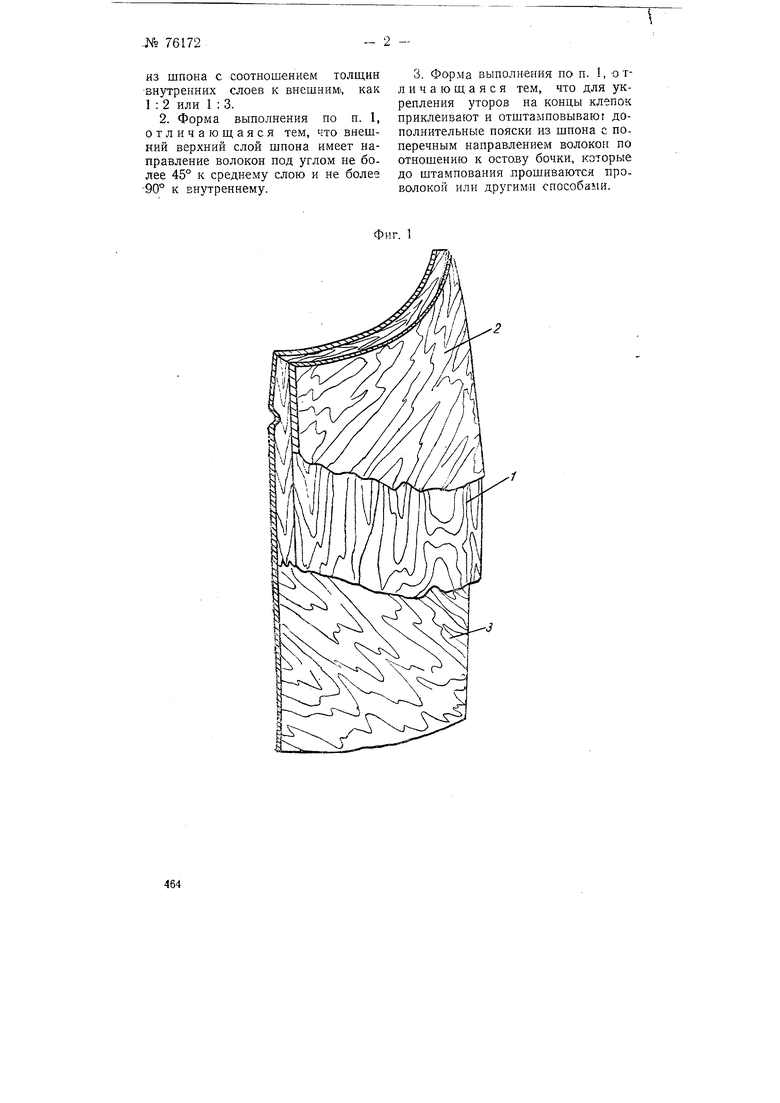
На фиг. I показано направление волокон среднего шпона / вдоль вертикальной оси клепкн. У внешнего слоя 2 волокна направлены под
углом 45° к волокнам среднего слоя и у внутреннего слоя -под углом 45° к волокнам среднего слоя и под углом 90° к волокнам внешнего слоя. Такое расположение слоев обеспечивает большую устойчивость бочек и облегчает процесс выпрессовывания гофров уторов и фасок.
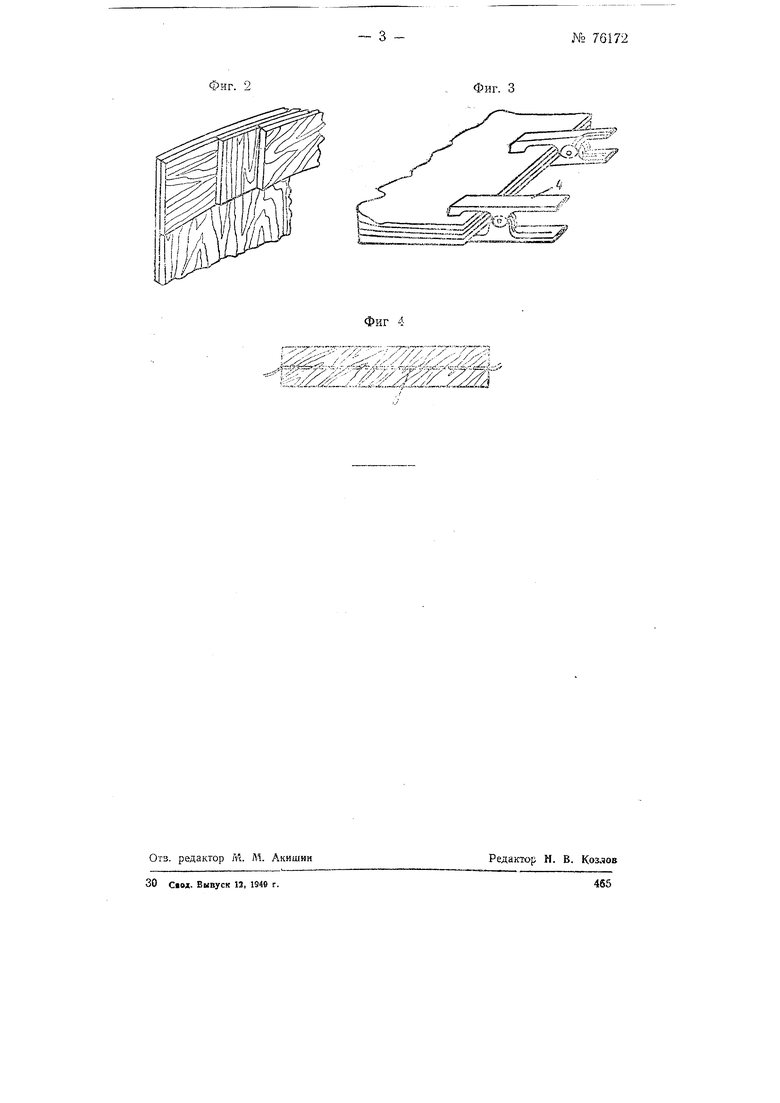
На концы клепок ставятся дополнительные пояски из шпона с направлением волокон поперек по отношению к остову бочки или под углом 10-45° к образующей бочки (фиг. 2).
Во избежание сдвига поясков в процессе зарядки пакетов в пресс, рекомендуется пояски приклеивать к шпонам или же до момента запрессовки пакеты следует крепить зажимами 4 (фиг. 3).
При закладке поясков с направлением волокон под углом 10-45°, которые при нарезке могут раскалываться, пояски следует прошивать нитками или проволокой 5 (фиг. 4).
Предмет изобретения
1. Способ изготовления штампованных бочек издревесного шпона по авт. св. № 14294, отличающийся тем, что средняя часть секторов остова бочки выполняется
46. ,
из шпона с соотношением толщин внутренних слоев к внешним, как 1 : 2 или 1 : 3.
2. Форма выполнения по п. 1, отличающаяся тем, что внещний верхний слой шпона имеет направление волокон под углом не более 45° к среднему слою и не более 90° к внутреннему.
3. Форма выполнения по п. I, отличающаяся тем, что для укрепления уторов на концы клепок приклеивают и отштамповывают дополнительные пояски из шпона с поперечным направлением волокон по отношению к остову бочки, которые до штампования прошиваются проволокой или другими способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бочка из прессованной фанеры | 1929 |
|
SU14294A1 |
| Фуговочный станок для пленок | 1934 |
|
SU41168A1 |
| Бочка | 1934 |
|
SU41169A1 |
| Клееная бочка | 1950 |
|
SU89173A1 |
| Способ изготовления пластика из волокон древесины и других содержащих целлюлозу растений | 1939 |
|
SU85976A1 |
| Способ облагораживания древесины и других содержащих целлюлозу растений и получения материала "балинит" | 1933 |
|
SU78618A1 |
| Способ изготовления ткацких челноков | 1946 |
|
SU87057A1 |
| ОБРУЧИ ИЗ ШПОНА, ФАНЕРЫ И Т.П. ДЛЯ БОЧЕК | 1932 |
|
SU44665A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |