(54) РЕЗИНОТКАНЕВАЯ МАНЖЕТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резинотканевая манжета и способ ее изготовления | 1982 |
|
SU1237848A1 |
| МНОГОСЛОЙНАЯ МАНЖЕТА | 2001 |
|
RU2218496C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1990 |
|
RU2011080C1 |
| Способ изготовления манжеты | 1980 |
|
SU1013670A1 |
| Способ изготовления манжеты | 1980 |
|
SU877183A1 |
| Уплотнение высокого давления | 1976 |
|
SU607083A1 |
| ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2121101C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КОНЦЕВОЙ ЧАСТИ ТРУБЫ И СПОСОБ СОЕДИНЕНИЯ СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА С КОНЦЕВОЙ ЧАСТЬЮ ТРУБЫ | 1993 |
|
RU2127845C1 |

1
Изобретение относится к уплотнительной технике и может быть использовано при конструировании и изготовлении уплотнительных устройств, преимущественно поршней буровых насосов, содержащих манжеты с опорной частью из резиноткани.
Известна резинотканевая манжета поршня бурового насоса с уплотнением из резины и опорой, выполненной в виде монолитного навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета из резиноткани, в каждом из слоев которого все нити оканчиваются на наружной и внутренней ограничивающих поверхностях под углом, отличным от 0° относительно касательных к этим поверхностям 1.
Известен способ изготовления резинотканевой манжеты, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты шириной, равной ширине опоры, и навивку лент по винтовой линии вдоль оси манжеты 2.
Известное устройство обладает существенным недостатком. Вследствие постоянной жесткости резинотканевой части манжеты на стыке резинового уплотнения и резинотканевой опоры образуется концентрация
напряжений. Это увеличивает износ уплотнения на стыке с опорой, сравнительно часто приводит к отслоению последней и, таким образом, существенно снижает ресурс манжеты. Известный способ изготовления манжеты не позволяет избежать отмеченного недостатка.
Целью изобретения является увеличение ресурса манжеты путем плавного повыщения ее жесткости в направлении от уплотнения к опоре.
Указанная цель достигается тем, что все нити манжеты оканчиваются на указанных поверхностях в слоях, расположенных ближе к уплотнению, под меньшим углом, чем в более отдаленных слоях. При таком исполнении нити в более близких к уплотнению f 5 слоях расположены более редко, а в дальних слоях более плотно. Это повышает жесткость манжеты в направлении от уплотнения к опоре, что ведет к увеличению ресурса.
По способу изготовления такой манжеты ткань раскраивают на сужающиеся ленты 20 начальной щириной, равной ширине опоры. Перед навивкой ленты вытягивают в поперечном направлении до ширины опоры. Указанные операции позволяют изготовить предлагаемую манжету с отмеченной выше особенностью расположения нитей в слоях пакета, имеющую увеличенный ресурс.
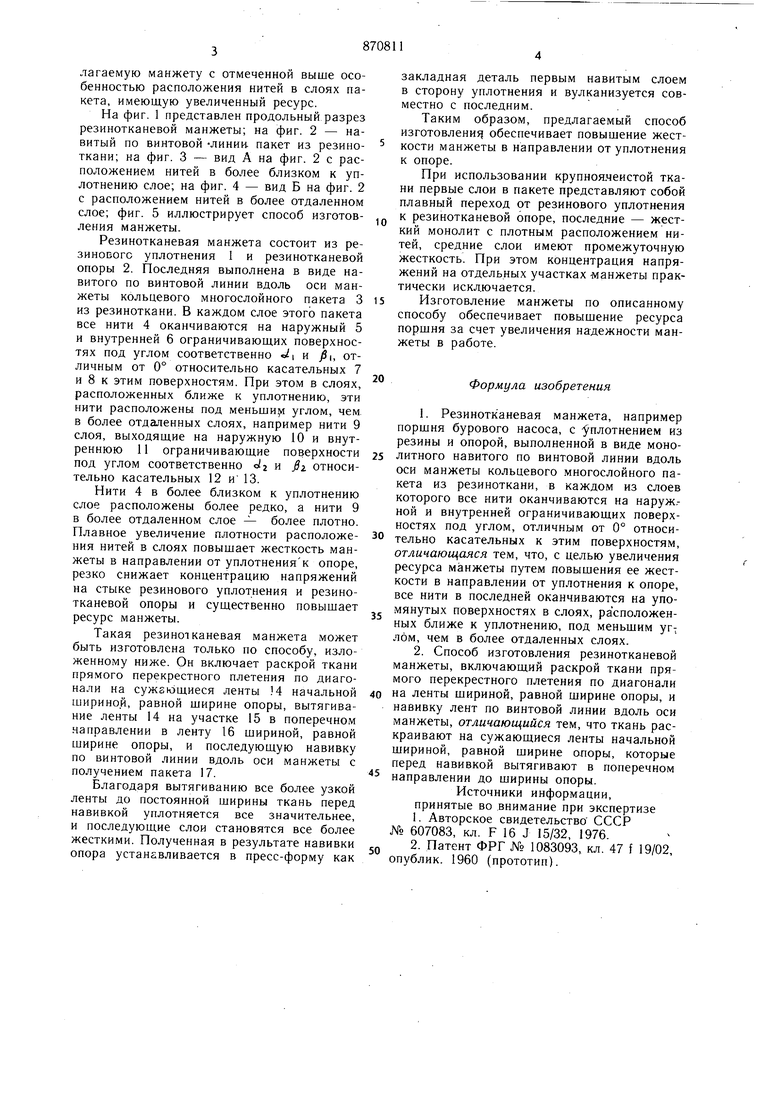
На фиг. 1 представлен продольный разрез резинотканевой манжеты; на фиг. 2 - навитый по винтовой -линии, пакет из резиноткани; на фиг. 3 - вид А на фиг. 2 с расположением нитей в более близком к уплотнению слое; на фиг. 4 - вид Б на фиг. 2 с расположением нитей в более отдаленном слое; фиг. 5 иллюстрирует способ изготовления манжеты.
Резинотканевая манжета состоит из резинового уплотнения 1 и резинотканевой опоры 2. Последняя выполнена в виде навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета 3 из резиноткани. В каждом слое этого пакета все нити 4 оканчиваются на наружный 5 и внутренней 6 ограничивающих поверхностях под углом соответственно и i, отличным от 0° относительно касательных 7 и 8 к этим поверхностям. При этом в слоях, расположенных ближе к уплотнению, эти нити расположены под меньши д углом, чем в более отдаленных слоях, например нити 9 слоя, выходящие на наружную 10 и внутреннюю 11 ограничивающие поверхности под углом соответственно «Jj и /г относительно касательных 12 и 13.
Нити 4 в более близком к уплотнению слое расположены более редко, а нити 9 в более отдаленном слое более плотно. Плавное увеличение плотности расположения нитей в слоях повышает жесткость манжеты в направлении от уплотненияк опоре, резко снижает концентрацию напряжений на стыке резинового уплотнения и резинотканевой опоры и существенно повышает ресурс манжеты.
Такая резинотканевая манжета может быть изготовлена только по способу, изложенному ниже. QH включает раскрой ткани прямого перекрестного плетения по диагонали на сужающиеся ленты 4 начальной шириной, равной ширине опоры, вытягивание ленты 14 на участке 15 в поперечном направлении в ленту 16 шириной, равной ширине опоры, и последующую навивку по винтовой линии вдоль оси манжеты с получением пакета 17.
Благодаря вытягиванию все более узкой ленты до постоянной ширины ткань перед навивкой уплотняется все значительнее, и последующие слои становятся все более жесткими. Полученная в результате навивки опора устанавливается в пресс-форму как
закладная деталь первым навитым слоем в сторону уплотнения и вулканизуется совместно с последним.
Таким образом, предлагаемый способ изготовлени обеспечивает повышение жесткости манжеты в направлении от уплотнения к опоре.
При использовании крупноя.чеистой ткани первые слои в пакете представляют собой плавный переход от резинового уплотнения к резинотканевой опоре, последние - жесткий монолит с плотным расположением нитей, средние слои имеют промежуточную жесткость. При этом концентрация напряжений на отдельных участках -манжеты практически исключается.
Изготовление манжеты по описанному способу обеспечивает повыщение ресурса поршня за счет увеличения надежности манжеты в работе.
Формула изобретения
на ленты шириной, равной ширине опоры, и навивку лент по винтовой линии вдоль оси манжеты, отличающийся тем, что ткань раскраивают на сужающиеся ленты начальной шириной, равной ширине опоры, которые перед навивкой вытягивают в поперечном направлении до ширины опоры.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 607083, кл. F 16 J 15/32, 1976. 2. Патент ФРГ № 1083093, кл. 47 f 19/02, опублик. 1960 (прототип). фv.f M/
ф1/г. r
