2, Способ изготовления резинотканевой манжеты, включаю1ций раскрой резиноткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии в кольцевой многослойный пакет с после- дуклцей вулканизацией манжеты, от- Л и ч а ю щ и и с я тем, что ленты наматывают по спирали в кольцо, а затем его выворачивают по периметру
Изобретение относится к уплотни- ельной технике и может быть использовано при конструировании и изго- товлении уплотнительных устройств, преимущественно для буровых насосов, j в том числе поршней, уплотнений штоков и уплотнений -цилиндровых втулок.
Известна- резинотканевая манжета оршня бурового насоса с уплотнением из резины и опорой, выполненной 10 в виде монолитного навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета из резиноткани,; в каждом из слоев которого все нити оканчиваются на наружной is внутренней ограничиваюш;их поверхностях под уг лом, отличным от о от- носительно касательных к этим поверхностям, с увеличе нием плотностей нитей в каждом из слоев от уплотне- 20 ния к опоре l .
Известен способ изготовления резинотканевой манжеты, включающий аскрой резиноткани прямого перекрестного плетения по диагонали на 25 енты, навивку лент по винтовой линии в кольцевой многослойный пакет с последующей вулканизацией манжеты l . . .
Однако достижимая разница между зо жесткостью обеих сторон резинотканевой опоры манжеты весьма ограничена, определяется диагональной подвижностью применяемой резиноткани при ее растяжении и практически ограничивает применение малорастяжимой резиноткани с плотным переплетением тканевой основы.
Способ изготовления такой резинотканевой опоры потребует разработки
35
37848
лт;о получения навитого по винтовой линии пакета. . .
3. Способ по п.2, от.личаю- щ и и с я тем,- что, с целью повыше- ния качества манжеты путем обеспечения правильной геометрической формы пакета при его навивке, резино- ткань раскраивают на ленты, шириной,, обеспечивающей одновременное изго- товление нескольких паке тов.
j
0 s 0
5
о
5
довольно сложного технологического оборудования для раскроя резиноткани на все сужающиеся ленты и их равномерной растяжки до постоянной ширины по всей длине ленты, из которой на- вивают пакет опоры манжеты, а также для навивки пакета резиноткани по винтовой линии с четким выходом краев ленты на ограничивающие цилиндрические поверхности.
Цель изобретения .- увеличение ресурса манжеты путем расширения диапазона изменения жесткости резинотканевой опоры.
Указанная цель достигается тем, что в резинотканевой манжете с уплотнением из резины и опорой, выполненной в виде монолитного навитого по Е;интовой линии вдоль оси манжеты кольцевого многослойного пакета из резнноткани, в каждом из слоев которого все нити оканчиваются на наружной и внутренней ограничивающих поверхностях под углом, отличным от О относительно касатель.ных к этим поверхностям, с увеличением плотности нитей в каждом из слоев от уплотнения к опоре, сетка нитей резиноткани в каждом слое образована геометрически подобными ячейками.
По способу изготовления такой манжеты, включающему раскрой резиноткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии в кольцевой многослойный пакет с последующей вулканизацией манжеты, ленты наматывают по спирали в кольцо, а затем его выворачивают по периметру до получения навитого по винтовой линии пакета.
. По другому варианту способа изготовления такой манжеты резиноткань раскраивают на ленты, шириной, обес- печивающей одновременное изготовлени нескольких па кетов.
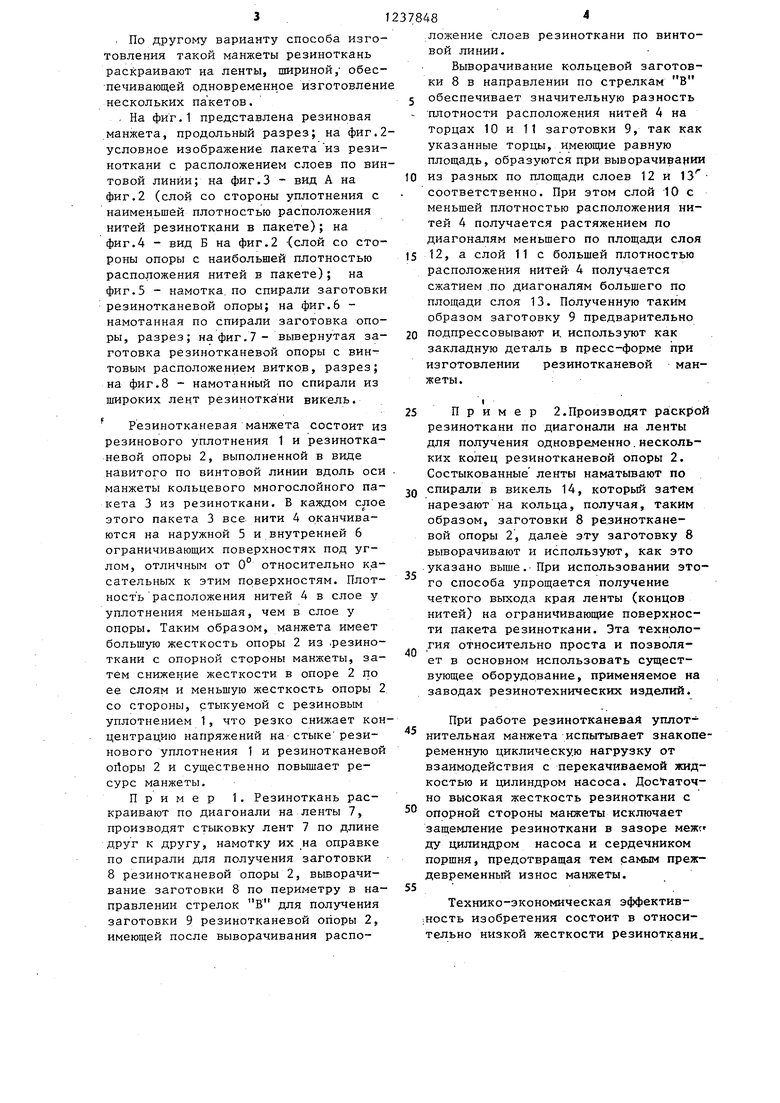
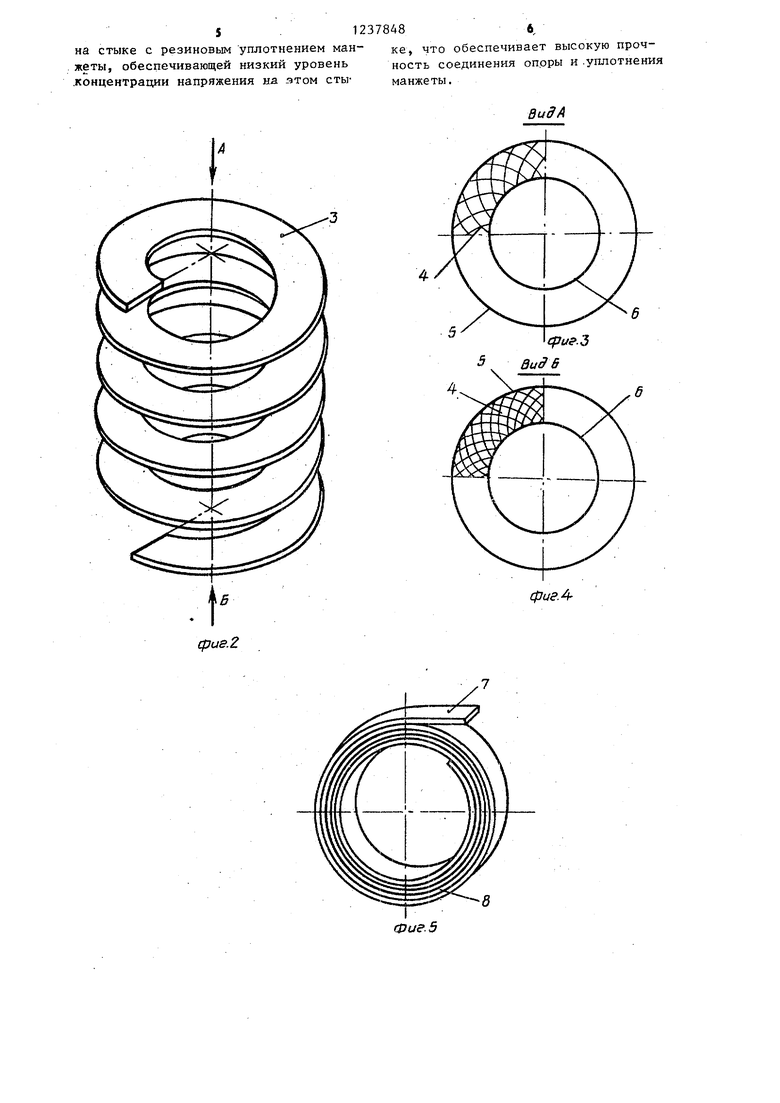
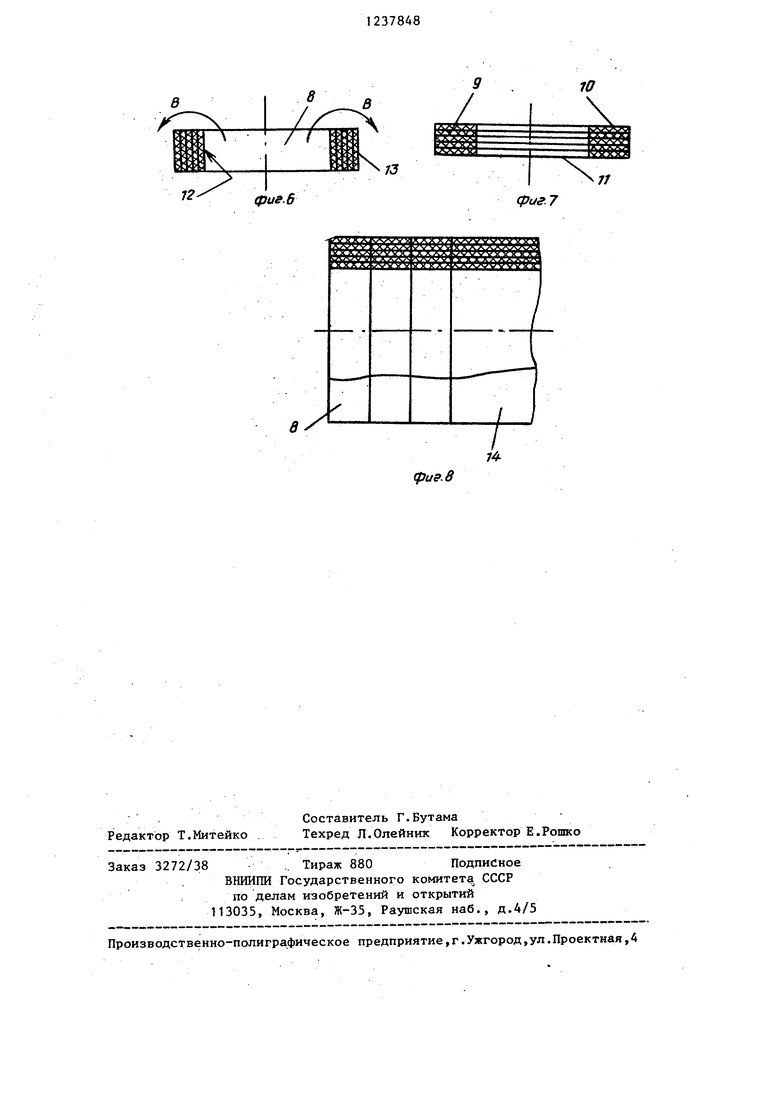
. На фиг.1 представлена резиновая манжета, продольный разрез; на фиг.2 условное изображение пакета из рези- ноткани с расположением слоев по винтовой линии; на фиг.З - вид А на фиг.2 (слой со стороны уплотнения с наименьшей плотностью расположения нитей резиноткани в пакете); на фиг,4 - вид Б на фиг.2 -(слой со стороны опоры с наибольшей плотностью расположения нитей в пакете); на фиг.З - намотка, по спирали заготовки резинотканевой опоры; на фиг.6 - намотанная по спирали заготовка опоры, разрез; на фиг.7 - вывернутая заготовка резинотканевой опоры с винтовым расположением витков, разрез; на фиг.8 - намотанный по спирали из широких лент резиноткани викель.
Резинотканевая манжета состоит из резинового уплотнения 1 и резинотканевой опоры 2, выполненной в виде навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета 3 из резнноткани. В каждом слое этого пакета 3 все нити 4 оканчиваются на наружной 5 и внутренней 6 ограничивающих поверхностях под углом, отличным от 0° относительно касательных к этим поверхностям. Плот- ност ь расположения нитей 4 в слое у уплотнения меньшая, чем в слое у опоры. Таким образом, манжета имеет большую жесткость опоры 2 из .резиноткани с опорной стороны манжеты, затем снижение жесткости в опоре 2 по ее слоям и меньшую жесткость опоры 2 со стороны, стыкуемой с резиновым уплотнением 1, что резко снижает концентрацию напряжений на-стыке резинового уплотнения 1 и резинотканевой ойоры 2 и существенно повьшает ресурс манжеты.
Пример 1. Резиноткань раскраивают по диагонали на ленты 7, производят стыковку лент 7 по длине друг к другу, намотку их на оправке по спирали для получения заготовки 8 резинотканевой опоры 2, вьюорачи- вание заготовки 8 по периметру в направлении стрелок В для получения заготовки 9 резинотканевой опоры 2, имеющей после выворачивания распо0
5
0
5
ложение слоев резиноткани по винтовой линии.
Выворачивание кольцевой заготовки В в направлении по стрелкам В обеспечивает значительную разность ПЛОТНОСТИ расположения нитей 4 на торцах 10 и 11 заготовки 9, так как указанные торцы, имеющие равную площадь, образуются при выворачивании из разных по площади слоев 12 и 3 соответственно. При зтом слой 10 с меньшей плотностью расположения нитей 4 получается растяжением по диагоналям меньшего по площади слоя 12, а слой 11 с большей плотностью расположения нитей- 4 получается сжатием по диагоналям большего по площади слоя 13. Полученную таким образом заготовку 9 предварительно подпрессовывают и, используют как закладную деталь в пресс-форме при изготовлении резинотканевой манжеты.
I
Пример 2.Производят раскрой
резиноткани по диагонали на ленты для получения одновременно.нескольких колец резинотканевой опоры 2. Состыкованные ленты наматывают по спирали в викель 14, который затем нарезают на кольца, получая, таким образом, заготовки 8 резинотканевой опоры 2, далее эту заготовку 8 выворачивают и используют, как это .указано выше. При использовании этого способа упрощается получение четкого выхода края ленты (концов нитей) на ограничивающие поверхности пакета резиноткани. Эта технология относительно проста и позволяет в основном использовать существующее оборудование, применяемое на заводах резинотехнических изделий.
0
5
0
При работе резинотканевай уплот- нительная манжета испытьшает знакопеременную циклическую нагрузку от взаимодействия с перекачиваемой жидкостью и цилиндром насоса. Достаточно высокая жесткость резиноткани с опорной стороны манжеты исключает защемление резиноткани в зазоре межг ду цилиндром насоса и сердечником поршня, предотвращая тем самым преждевременный износ манжеты.
45
55
Технико-экономическая эффектив- .ность изобретения состоит в относительно низкой жесткости резиноткани.
$ . 12378486,
на стыке с резиновым уплотнением ман- ке, что обеспечивает высокую проч- жеты, обеспечивающей низкий уровень ность соединения опоры и .уплотнения .концентрации напряжения на атом сты- манжеты.
ВидА
фие.А8
Фиг. 5
В
/ f
12фие.6
(риг
в
Редактор Т.Митейко .
Составитель Г.Бутама
Техред Л.Олейник Корректор Е.Рошко
Заказ 3272/38 .. Тираж 880 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
дзиг.в
| название | год | авторы | номер документа |
|---|---|---|---|
| Резинотканевая манжета и способ ее изготовления | 1979 |
|
SU870811A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1990 |
|
RU2011080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| МНОГОСЛОЙНАЯ МАНЖЕТА | 2001 |
|
RU2218496C2 |
| Уплотнение высокого давления | 1976 |
|
SU607083A1 |
| Способ изготовления манжеты | 1980 |
|
SU1013670A1 |
| Способ изготовления манжеты | 1980 |
|
SU877183A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Силос цилиндрической формы для хранения сыпучих материалов | 1990 |
|
SU1749437A1 |
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
1 .Резинотканевая манжета, например поршня бурового насоса, с уплотнением из резины и опорой, выполненной в виде монолитного навитого по винтовой линии вдоль оси манжеты кольцевого многослойного пакета из рези- ноткани, в каждом из слоев которого все нити оканчиваются на наружной и внутренней ограничивакицих поверхностях под углом, отличным от .0 относительно касательных к этим поверхностям, с увеличением плотности нитей в каждом из слоев от уплотнения к опоре, о т л и ч а - ю щ а я с я. тем, что, с целью увеличения ресурса манжеты путем распш- рения диапазона изменения жесткости разинотканевой опоры, сетка нитей резиноткани в каждом сдое образована геометрически подобными ячейками . (Л ю со Nl ас 00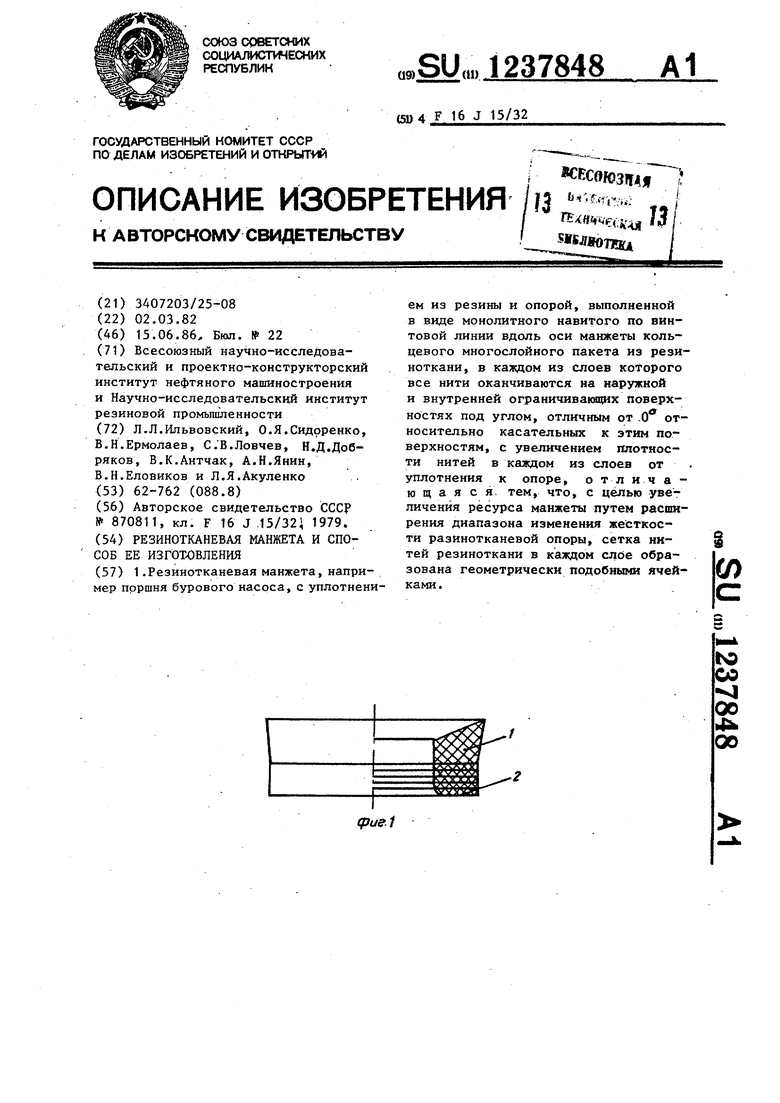
| Резинотканевая манжета и способ ее изготовления | 1979 |
|
SU870811A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
