Изобретение относится к уплотнительной технике, а именно к технологическому процессу изготовления уплотнительных устройств возвратно-поступательного движения преимущественно нефтепромысловых буровых насосов, и может быть использовано при изготовлении уплотнительных манжет, например, поршня или уплотнения штока, имеющих опору из резиноткани, нити которой изготовлены, преимущественно, на основе синтетического волокна (капрона).
Известен способ изготовления манжеты с уплотнением из резины и опоры из резиноткани, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии вдоль оси манжеты, закладку резинотканевой заготовки опоры в пресс-форму с последующей вулканизацией ее с резиновым уплотнением 1.
Указанный способ изготовления манжет обладает существенным недостатком, заключающимся в том, что при прессовании и вулканизации в пресс-форме резинотканевой опоры с резиновым уплотнением на поверхностях резинотканевой опоры, сопряженных со стенками пресс-формы, образуется влагонепроницаемая резиновая пленка, препятствующая контакту концов нитей тканевой опоры с рабочей жидкостью и набуханию резиноткани и в связи с этим не обеспечивает поджатия уплотнения к уплотнительной поверхности при его износе.
Целью изобретения является повышение долговечности манжеты уплотнительного узла путем компенсации износа резинотканевой опоры.
Указанная цель достигается тем, что в способе изготовления манжеты с уплотнением из резины и резинотканевой опоры, включающем раскрой ткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии вдоль оси манжеты,закладку резинотканевой заготовки опоры в пресс-форму с последующей вулканизацией ее резиновым уплотнением, перед началом работы с наружной и внутренней поверхностей резинотканевой опоры снимают поверхностный слой.
На фиг. 1 показана манжета, общий вид, частичный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - поршень бурового насоса одностороннего действия, общий вид, частичный разрез:
Манжета порщня состоит из резинового уплотнения 1 с передней раструбной поверхностью 2 и резинотканевой опоры 3, привулканизироваНной в пресс-форме к резиновому уплотнению 1. У поверхностей 4 и 5 резинотканевой опоры 3 перед сборкой порщня и вводом его в работу снят поверхностный слой, например, шлифованием, при
этом концы 6 и 7 нитей 8 опоры 3 выходят на наружную 4 и внутреннюю 5 поверхности манжеты.
Манжета с прощлифованными наружной 4 и внутренней 5 поверхностями резинотканевой опоры 3 надета на цилиндрический сердечник 9 с опорным фланцем 10 и закреплена на сердечнике 9 конической щайбой И и пружинным кольцом 12, установленнь1м в кольцевой канавке сердечника 9. Порщень в собранном виде надет на штоке насоса, закреплен гайкой и установлен во втулке насоса.
Манжета работает следующим образом. При работе насоса, нагнетающего рабочую жидкость (буровой глинистый раствор на водной основе) поршень движется во
втулке возвратно-поступательно, при этом при такте нагнетания жидкость под давлением (до 40 МПа) вытесняется из втулки насоса. При движении поршня эластичная резиновая манжета изнашивается о зеркало втулки и одновременно с этим процессом
идет процесс утечек рабочей жидкости (проникновение жидкости по подвижному и неподвижному соединениям манжеты с сердечником 9 и втулкой. В период такта нагнетания жидкость частично проникает по неподвижному соединению между внутренней поверхностью манжеты 5 и цилиндрической поверхностью сердечника 9, при этом поверхность опоры с удаленным поверхностным слоем контактирует с рабочей жидкостью и концы нитей 7 тканевой опоры 3 поглощают часть жидкости и набухают. Поскольку манжета надета на жесткий стальной сердечник 9 набухание опоры 3 манжеты происходит в сторону увеличения диаметра опоры манжеты, благодаря чему компенсируется износ манжеты и втулки и долговечность поршня и втулки возрастают. Кроме того, наружная поверхность 4 опоры 3 контактирует при такте всасывания с охлаждающей жидкостью, подаваемой сзади поршня на зеркало втулки в насосах одностороннего действия и проникающей между фланцем 10 и втулкой к опоре 3, и концы 6 нитей 8 опоры 3 также впитывают влагу и набухают, при этом дополнительно увеличивается диаметр опоры 3 манжеты порщня, что также компенсирует износ манжеты и втулки. Технико-экономическая эффективность
изобретения состоит в увеличении долговечности манжеты.
Вид А
Фиг.2.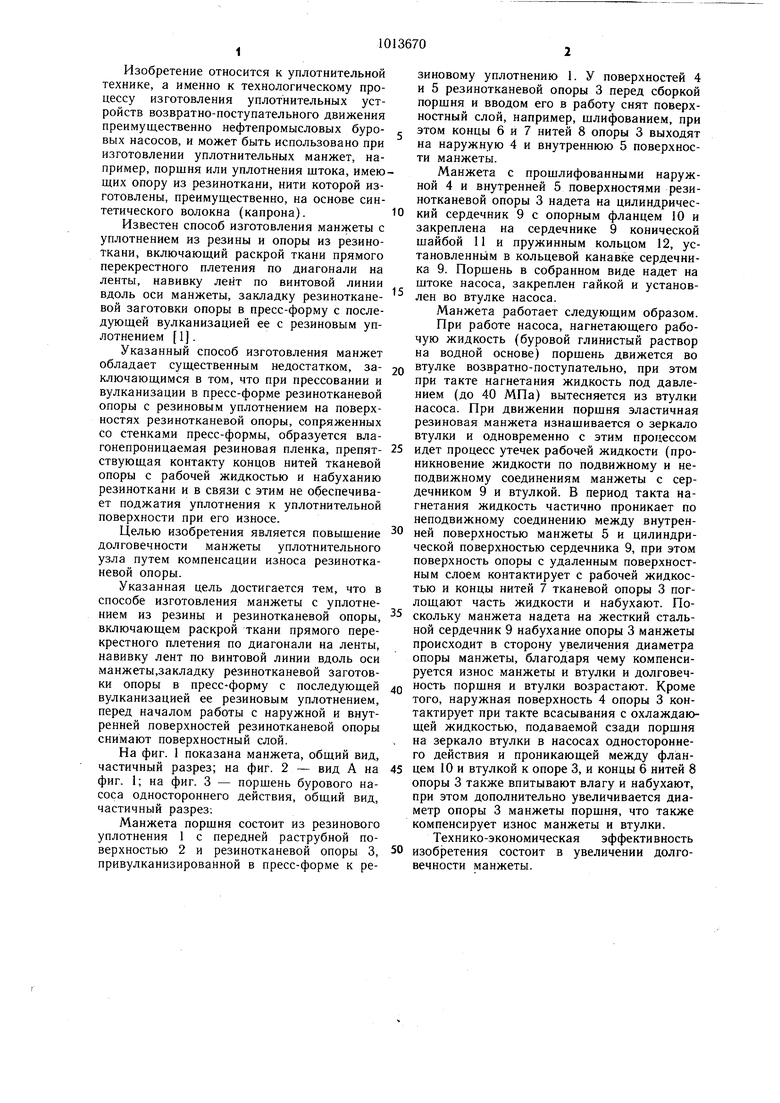
| название | год | авторы | номер документа |
|---|---|---|---|
| Резинотканевая манжета и способ ее изготовления | 1982 |
|
SU1237848A1 |
| Резинотканевая манжета и способ ее изготовления | 1979 |
|
SU870811A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1990 |
|
RU2011080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| Способ изготовления манжеты | 1980 |
|
SU877183A1 |
| МНОГОСЛОЙНАЯ МАНЖЕТА | 2001 |
|
RU2218496C2 |
| Уплотнение высокого давления | 1976 |
|
SU607083A1 |
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2000 |
|
RU2176756C2 |
| Резинотканевая манжета | 1981 |
|
SU976170A1 |
| Уплотнительная манжета | 1985 |
|
SU1303779A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ МАНЖЕТЫ с уплотнением из, резины и резинотканевой опоры, включающий раскрой ткани прямого перекрестного плетения по диагонали на ленты, навивку лент по винтовой линии вдоль оси манжеты, закладку резинотканевой заготовки-опоры в пресс-форму с последующей вулканизацией ее резиновым уплотнением, отличающийся тем, что, с целью повышения долговечности манжеты путем компенсации ее износа, перед началом работы с наружной и внутренней п оверхностей резинотканевой опоры снимают поверхностный слой. (Л 00 о 
Ш / /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 2950152, кл | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
