Изобретение относится к уплотнительной технике. Может быть использовано при изготовлении уплотнительных устройств, преимущественно нефтепромысловых насосов, с манжетами, у которых опорная часть выполнена из резиноткани.
Цель изобретения - расширение ассортимента применяемой резиноткани для повышения ресурса манжеты.
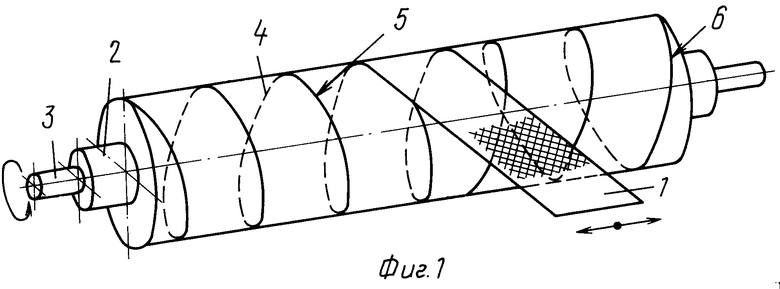
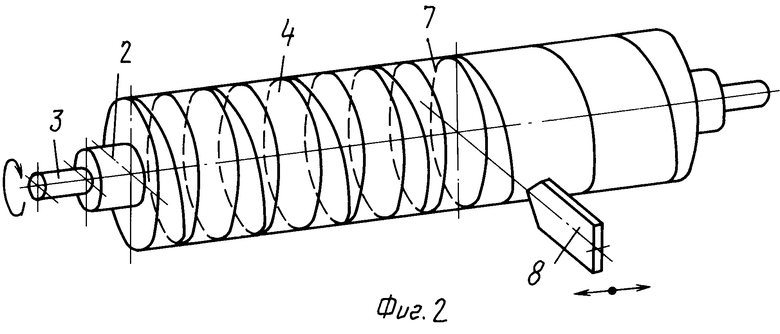
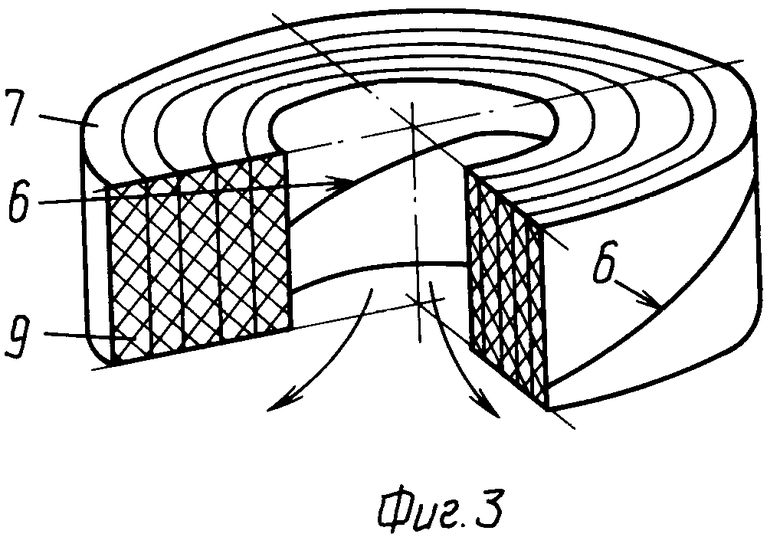
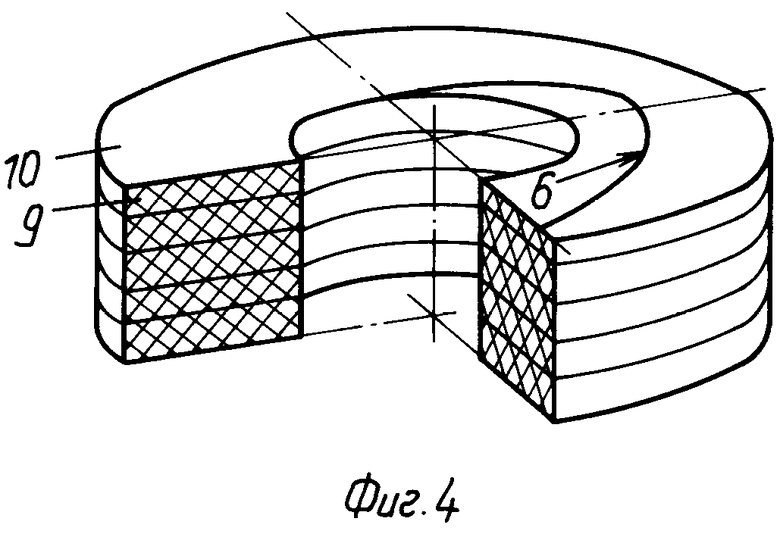
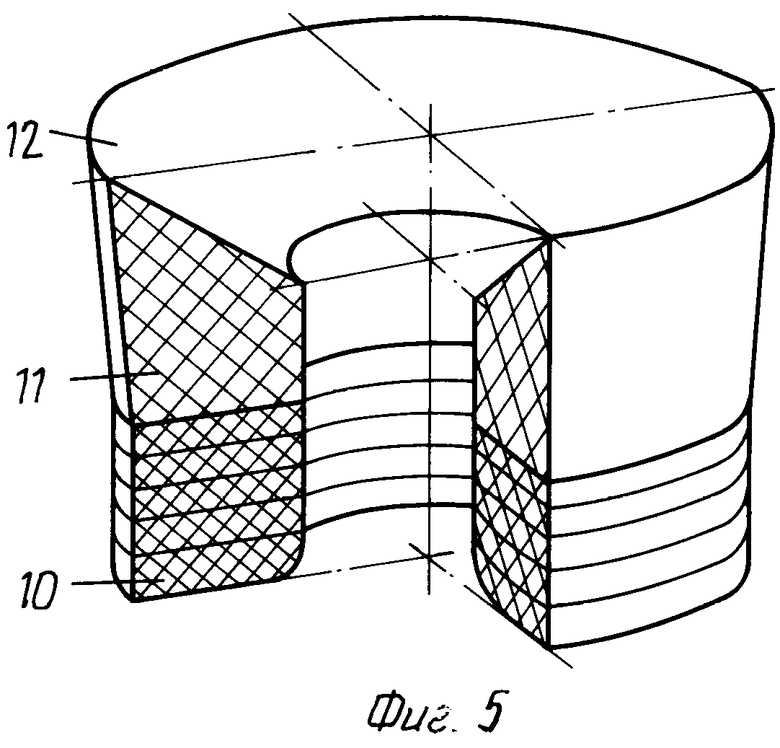
На фиг. 1 показана намотка лент резиноткани по спирали в викель; на фиг. 2 - нарезка викеля на кольца; на фиг. 3, 4 - выворачивание кольца по периметру; на фиг. 5 - изготовленная манжета.
Способ изготовления манжеты включает раскрой резиноткани прямого перекрестного плетения по диагонали на параллелограммы, стыковку параллелограммов с образованием полосы косозакроенной резиноткани, например, на диагонально-резательной машине (ДРМ), раскрой полосы на сматываемые в бобины ленты, например, на продольно-резательной машине (ПРМ), намотку лент 1 на оправке 2, вращающейся в направлении стрелки вокруг оси 3, с одновременным возвратно-поступательным перемещением лент 1 в направлении стрелок вдоль оси 3. При этом из лент 1 шириной менее ширины викеля образуется викель 4. Ленты 1 могут быть переменной ширины, например, при использовании для намотки крайних бобин с неровными наружными краями, полученными при резке на ПРМ.
Кромки 5 лент 1 при намотке каждого последующего слоя, образуя в основном винтовую линию, не совпадают с кромками 6 предыдущего слоя, образовавшими в основном винтовую линию противоположной навивки. В результате стыки лент не совпадают, а деформируемость косозакроенной ткани позволяет при намотке лент с их возвратно-поступательным движением получить плотный викель 4 с внутренней и наружной цилиндрическими поверхностями высокого качества.
Намотанный на оправке 2, вращающейся в направлении стрелки вокруг оси 3, викель 4 нарезают на отдельные кольца 7 требуемой ширины с помощью ножа 8, имеющего возможность перемещения вдоль оси 3 в направлении стрелок, после чего кольца 7 снимают с оправки 2.
Нарезанное кольцо 7, в котором слои 9 резиноткани намотаны по спирали, выворачивают по периметру в направлении стрелок для получения заготовки 10 резинотканевой опоры, имеющей после выворачивания расположение слоев 9 резиноткани по винтовой линии. Кромки 5, 6 при выворачивании пакета окажутся заделанными в монолите опоры, благодаря чему обеспечивается высокое качество манжет. Дополнительная подпрессовка заготовки 10 в штампе придает ей правильную геометрическую форму, удаляет воздух и упрочняет стыки по кромкам 5, 6.
Подпрессованную заготовку 10 устанавливают как образующую опору закладную деталь в пресс-форму для заливки сырой резиновой смесью с последующей вулканизацией, формующей уплотнительную часть 11 манжеты 12.
П р и м е р. Изобретение реализовано при изготовлении опытных образцов резинотканевых манжет поршня нефтепромыслового насоса с опорой наружным диаметром 70 мм, внутренним диаметром 30 мм, высотой 20 мм. Использована ткань "доместик", промазанная сырой резиновой смесью. Ткань раскраивали по диагонали на ДРМ, нарезали на ПРМ на ленты, сматываемые в бобины.
Для намотки викеля использовали крайние бобины шириной ленты 30-80 мм. Эти ленты наматывали на деревянной оправке, установленной в патрон токарного станка, в викель шириной 40 мм, наружным диаметром 75 мм, внутренним диаметром 35 мм.
Полученный викель нарезали на кольца высотой 20 мм. Кольца выворачивали вручную, подпрессовывали в штампе, устанавливали в пресс-форму как закладную деталь, заливали сырой резиновой смесью с последующей вулканизацией.
(56) Авторское свидетельство СССР N 1237848, кл. F 16 J 15/32, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| Резинотканевая манжета и способ ее изготовления | 1982 |
|
SU1237848A1 |
| Способ изготовления манжеты | 1980 |
|
SU1013670A1 |
| Способ изготовления резинотехнических рукавов с ответвлениями | 1990 |
|
SU1766701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ СИЛОВОЙ МЕМБРАНЫ С КОЛЬЦЕВОЙ ГОФРОЙ | 2004 |
|
RU2285848C2 |
| Отражатель светильника,способ изготовления отражателя и оправка к устройству для изготовления отражателя | 1980 |
|
SU1021230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПЛАСТИН | 1998 |
|
RU2152293C1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ БУМАГИ И ФОЛЬГИ | 1968 |
|
SU219675A1 |
Использование: в нефтепромысловых насосах. Сущность изобретения: раскраивают резиноткань прямого перекрестного плетения по диагонали на ленте. Наматывают ленты по спирали в викель. Нарезают викель на кольца. Выворачивают кольца по периметру до получения навитых по винтовой линии кольцевых многослойных пакетов с последующей их вулканизацией. Намотку в викель производят из лент резиноткани шириной менее ширины викеля с одновременным возвратно-поступательным перемещением наматываемых лент вдоль оси викеля. Намотку в викель производят из лент резиноткани переменной ширины. 1 з. п. ф-лы, 5 ил.
