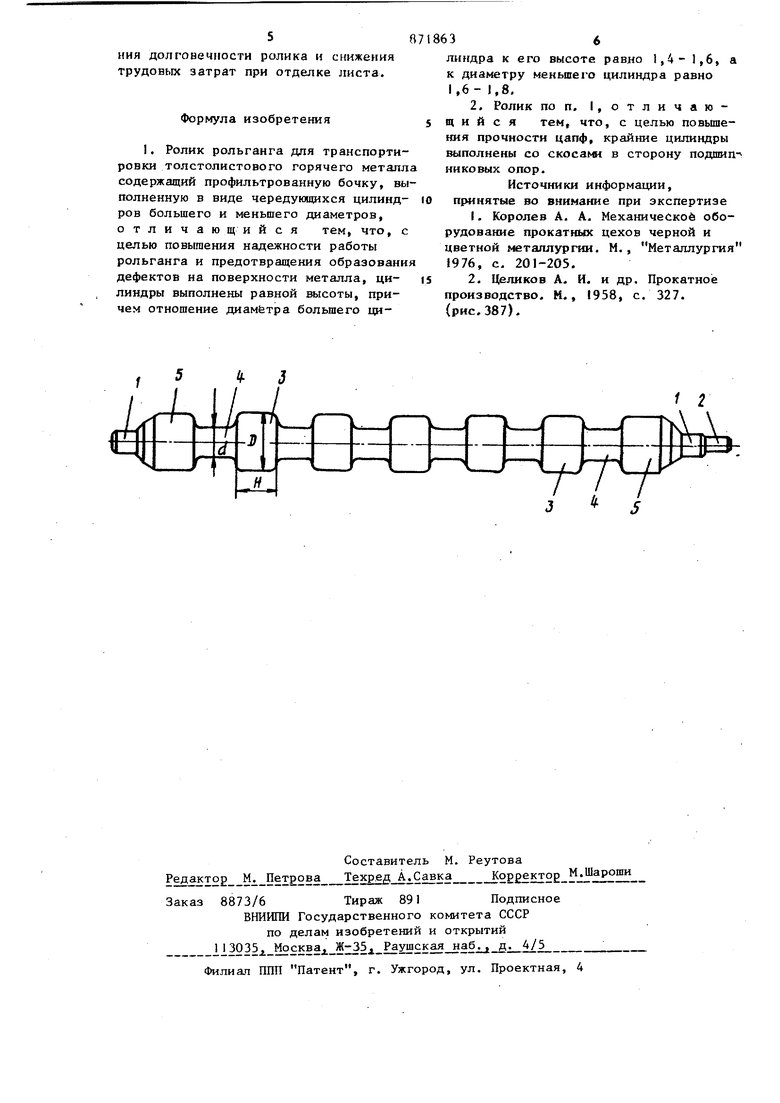
(54) РОЛИК РОЛЬГАНГА ДЛЯ ТРАНСПОРТИРОВКИ ТОЛСТОЛИСТОВОГО ГОРЯЧЕГО МЕТАЛЛА Изобретение относится к прокатному производству и может быть использовано при разработке конструкций транспортных механизмов, в частности толстолистовых станов. Известны ролики рольгангов для транспортировки листового проката, состоящие из привода и ролика с гладкой бочкой, закрепленного на двух опорах П . Недостатком данных роликов является то, что при транспортировке нагретых толстых листов (после прокатки при 300° - 900 с) листы соприкасаютс с роликом по всей длине его бочки, в результате чего происходит интенсивна передача теппа к ролику и он, удлинняясь, создает осевое усилие на подшипниковую опору и разрушает ее. Кром того, соприкасание листа всей шириной с гладкой бочкой ролика приводит к увеличению налипания окалины на ролик которая затем вдавливается в нижнюю поверхность листа. Наиболее близким к изобретению является ролик рольганга для транспортировки толстолистового горячего металла, представляющий собой профилированную бочку, выполненную в виде цилиндров большего и меньшего диаметров 2. Недостатком известного ролика является то, что из-за незначительной площади контакта с листом при транспортировке на его поверхности образуются дефекты в виде вмятин и царапин. Цель изобретения - повьш1ение надежности работы рольганга и предотвращение образования дефектов на поверхности толстолистового металла. Поставленная цель достигается тем, что в бочке ролика, профилированной в виде чередующихся цилиндров большего и меньшего диаметров, высота цилиндра большего диаметра равна высоте цилиндра меньшего диаметра, причем отношение диаметра большего цилиндра к его высоте 1,4-1,6, а к диаметру меньшего цилиндра 1,6- ,8. С целью повышения прочности цапф J крайние цилиндры бочьлй ролика выполне ны со скосами в сторону опор. На чертеже показан роЛик рольганга для транспортировки толстолистого металла в нагретом состоянии, общий вид. Ролик рольганга содержит цапфу 1 для установки в подшипниковые опоры, ось 2 для насадки приводного элемента цилиндры большего диаметра 3, цилиндры меньшего диаметра 4 и образующие крайних цилиндров 5. Особенностью производства толстолистового проката является то, что прокатные листы, имея большую массу, сохраняют в течение длительного времени высокую температуру (300-900°с .Поэтому при транспортировке толстых листов от стана к отделочным устройствам требуется предотвратить переда чу тепла от листа к оси ролика рольганга. В случае, если бочка ролика рольганга сплошная- цилиндрическая по вв длине, то передача тепла от листа к лику также происходит по всей длине ось ролика получает термическую дефо мацию (удлиняется) и создает значите ное осевое усилие на подшипниковый узел, разрушая его. Чем выше темпера тура и чем длиннее бочка ролика (для толстолистовых станов она достигает 3000-5000мм), тем эта деформация бол Применение роликов, у которых бочка выполнена из чередующихся цилиндров большего и меньшего диаметров, изменяет условия теплопередачи от наг рётого листа к оси ролика, контактируя лишь с поверхностью цилиндров большего -диаметра, теплолокализуется в них, так {сак устанавливается тепловое равновесие между количеством поступающего тепла на их поверхность и количеством отводящегося теПла через торцы больших цилиндров и поверхностью меньших цилиндров. В результате этого практически исключается проникновение тепла от поверхности ролика к его оси: последние не претер певают значительных линейных деформаций, чем повьш1ается их долговечность Кроме того, высота цилиндров большего диаметра, которые находятся в контакте с поверхностью толстых листов при высокой температуре, не может быть 34 сколь угодно узкой (как это имеет место у роликов с дисками или с криволинейной образующей), так как тяжелый лист создает высокие удельные давления и на его поверхности могут образовываться вмятины, царапины и другие дефекты. Оптимальные соотношения высоты и диаметров цилиндров роликов позволяют предотвратить температурные деформации и исключить образование дефектов на поверхности листа. При этом известно, что диаметр роликов определяется параметрами транспортируемых листов: весом, шириной, удельной нагрузкой. Установлено, что наилучшие результаты достигаются, если цилиндры имеют одинаковую высоту, а отношение диаме тра большего цилиндра к его высоте -5равно 1,4- 1,6 и к диаметру меньшего равно 1,6-1,8. При отношении -п- меньше 1, 4 ухудшаются условия теплообмена, полученное от листа тепло не успевает полностью передаваться в окружающую среду, ролик нагревается и деформируется. При отношении - больше 1,6 увеличивается удельная нагрузка на поверхности контакта листа с роликом и на поверхности листа могут образоваться дефекты, а также вдавливание окалины. При отношении-д-меньше 5,6 уменьшается излучающая поверхность, а следовательно, условия теплообмена, что приводит к температурной деформации ролика и разрушению подшипниковых При отношении -j- более 1,8 снижается прочность ролика. Одинаковая высота большого и малого цилиндров также способствует установлению температурного равновесия между количеством получаемого и отдаваемого роликом тепла. Исполнение крайних цилиндров со скосами в сторону подшипниковых опор позволяет повысить прочность цапф и увеличить долговечность ролика за счет уменьшения концентрации напряжений в нагруженной части ролика. Внедрение изобретения позволяет увеличить стойкость роликов и предотвратить образование рисок, царапин на поверхности листа. Ожидаекый экономический эффект от использования предлагаемой конструкции ролика рольганга на предприятии составляет 15-20 тыс. р. за счет увеличе-г НИИ долговечности ролика и снижения трудовых затрат при отделке листа. Формула изобретения I. Ролик рольганга для транспорти ровки толстолистового горячего метал содержащий профильтрованную бочку, в полненную в виде чередующихся цилинд ров большего и меньшего диаметров, о тл и ч ающий ся тем, что, целью повышения надежности работы рольганга и предотвращения образован дефектов на поверхности металла, цилиндры выполнены равной высоты, причем отношение диаметра большего ци36линдра к его высоте равно 1,4- 1,6, а к диаметру меньшего цилиндра равно 1,6- 1,8. 2. Ролик по п. 1,отличающ и и с я тем, что, с целью повьш1екия прочности цапф, крайние цилиндры выполнены со скосами в сторону подтипниковых опор. Источники информации, принятые во внимание при экспертизе I. Королев А. А. Механическое оборудование прокатных цехов черной и цветной металлургии. М., Металлургия 1976, с. 201-205. 2. Целиков А. И. и др. Прокатное производство. М., 1958, с. 327. (рис.387).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| Ролик рольганга прокатного стана | 1979 |
|
SU850245A1 |
| Ролик отводящего рольганга | 1987 |
|
SU1488053A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2499059C2 |
| Способ прокатки толстых листов | 1990 |
|
SU1752457A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
| Поворотный рольганг толстолистового прокатного стана | 1987 |
|
SU1445830A1 |
| УЗЕЛ РОЛИКА РОЛЬГАНГА | 1996 |
|
RU2100111C1 |
| Способ прокатки гладких листов в четырехвалковой клети | 1981 |
|
SU984517A1 |
