t
Изобретение относится к прокатному производству,а более конкретно к рабочим и транспортным рольгангам прокатных станов, и может быть использовано в черной и цветной металлургии для снижения шума, возникающего при транспортировке проката в горячем и холодном состоянии по рольгангам прокатных станов и агрегатов отделки листа.
Известен станинный ролик клети обжимного стана с гладкой бочкой и( ;двумя шейками, характеризующейся наличием гладкой полой бочки, а также опорных элементов, обеспечивающих устойчивое положение устройства в целом при работе.К опорным элементам относятся шейки роликов, на которьрс смонтированы подшипники качения или скольжения. Со стороны привода на шейке ролика, как правило, устанавливают зубчатое колесо или зубчатую муфту, назначение которых - передавать крутящий момент от индивидуального или группового электродвигателя на ролик. Указанное устройство обеспечивает надежное выполнение основной функции - транспортировки листов, блюмов, слябов и
: т.п. l.
Недостатком этого устройства является нерешенность вопроса снижения шума, возникающего при их эксплуатации, причиной которого служит сильное излучение звука при соударении транспортируемого материала с поверхностью роликов, причем уровень шума на 10-15 дБ. превышает допустимый по нормам (85 дВ).
ts
Известно также устройство цельнолитого р1олика с прокованными цапфами, содержащее гладкую полую цилиндрическую бдчку и две цапфы для крепления рдлика с помощью лодшипников в раме
20 рольганга. Кр,оме того,.со стороны привода на некотором участке цапфы предусмотрен шпоночный паз для установки зубчатого колеса, передающего
крутящий момент от электродвигателя на ролик. Внутри полой бочки ролика сквозная несущая ось отсутствует LZJ
Недостаток известного устройства- невозможность устранения или даже уменьшения звуковых колебаний, возникающих в процессе соударения транспортируемых листов, слябов, блюмов и т.п. с поверхностью бочки ролика .и приводящих к интенсивному шумообразованию.
Цель изобретения - снижение шума, возникающего при соударении движущегося проката в форме листа, сляба, блюма и т.п. с поверхностью бочки ролика.
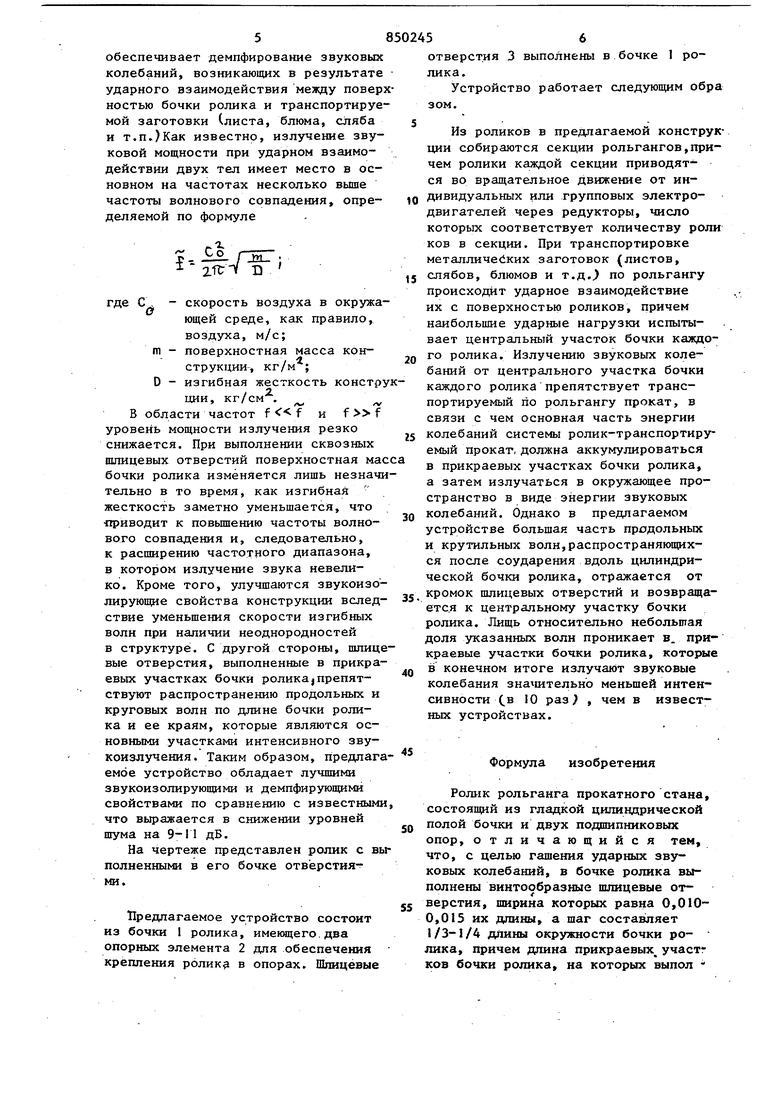
Поставленная цель достигается тем, что в известном ролике, включающем гладкую полую цилиндрическую бочку и два опорных элемента для установки подшипников, в бочке ролика выполнены отверстия в виде винтообразных шлицев,, при этом шаг между указанными шлицевыми отверстиями равен 1/3-1/4 длины окруясности бочки ролика, длина прикраевых участков бочки ролика, на которых выполнены шлицевые отверстия составляет 0,15-0,20 длины бочки ролика, а ширина шлица 0,010-0,015 его длины.
Непременным условием является выполнение шлицов таким образом, чтобы между началом последующего шлица и концом предыдущего осуществляется перехват, равный 0,02-0,05 длины шлица. При выполнении указанных соотношений угол наклона винтообразных шлицов к образующей цилиндра, представляющего собой бочку ролика, составляет 30-45° и зависит от соотношения между диаметром и длиной бочки ролика.
Выполнение в бочке ролика шпицевых отверстий лишь незначительно снижает прочностные свойства ролика в целом Расчеты показывают, Ч7б при выполнеНИИ шлицов предлагаемым способом напряжения изгиба, возникающие в опасных сечениях, т.е. по центру бочки ролика и у краев шеек (цапф ) , практически не изменяются по сравнению с известным устройством и лшць несколько увеличиваются в ,3 раза) в неопасных сечениях, непосредственн на участках бочки ролика, на которых выполнены .
Так как в практике ролики изготовляют, с коэффициентом запаса
прочности около 5, можно заключить, что предлагаемое устройство обладает коэффициентом запаса прочности не менее 3,8-3,9, т.е. гарантирует
нормальную работу всего рольганга в течение длительного времени без преждевременного выхода роликов из строя и без изменения их формы.
Несоблюдение предлагаемых условий
выполнения шлицевых отверстий в бочке ролика может привести к нежелательным явлениям или даже к невозможности достижения цели изобретения.Так, если выполнить в прикраевых участках
бочки ролика пять или более шлицов, то прочность ролика на этих уч астках снизится настолько, что повлечет, быстрый выход из строя ролика. К этому ведет также и вьтолнение щлицов большей ширины или на более
протяженных участках по длине бочки ролика. Выполнение только 1-2 шлицов недостаточно ло причине возможного в этом случае проникновения большей
доли колебательной энергии к излучающим звуковые волны краям бочки ролика, т.е. не достигается эффект демпфирования. Если шлицы выполнить на менее протяженных участках, то выступы
транспортируемых широких листов,обусловленные разнотолщинностью и расположенные в прикраевых участках листа, будут ударять по поверхности бочки ролика в тех местах, где отсутствуют
шлицевые отверстия, что повлечет
за собой возникновение в бочке ролика колебания большой интенсивности. При ширине щлица меньшей, чем 0,010-0,015 его длины, возможен эффект дифракции
распространяющихся по бочке ролика звуковых волн непосредственно у шлицевых отверстий, а значит, демпфирование, заложенное в существо предлагаемого изобретения, практически
отсутствует.Наличие перехвата между соседними шлицами обеспечивает достижение поставленной цели в том смысле, что исключается проникновение колебательной энергии распространяющихся из
центральной зоны бочки ролика к ее краям звуковых волн, проходящих в окрестности концов шлицевых отверстий. Перехват, меньший указанного, не приводит к положительному эффекту,
а больший перехват нецелесообразей в виду дополнительного снижения прочности конструкции в целом.
выполнение шлицевых отверстий в бочке ролика предлагаемым способом йены шпицевые отверстия, составляет 0,15-0,20 длины бочки ролика. Источники.информации, принятые во внимание при экспертизе 85024 58 1,Авторское свидетельство СССР № 199072, кл. В 21 В 39/10, 1%7. 2.Целиков А.И. Механизмы прокатных станов.М., Машгиз, 1946, с.227, рис.140,в.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС И ЛИСТОВ | 1999 |
|
RU2224605C2 |
| Вертикальный валок реверсивной универсальной клети | 1988 |
|
SU1639812A1 |
| Способ прокатки слитков на реверсивном обжимном прокатном стане | 1985 |
|
SU1308407A1 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
