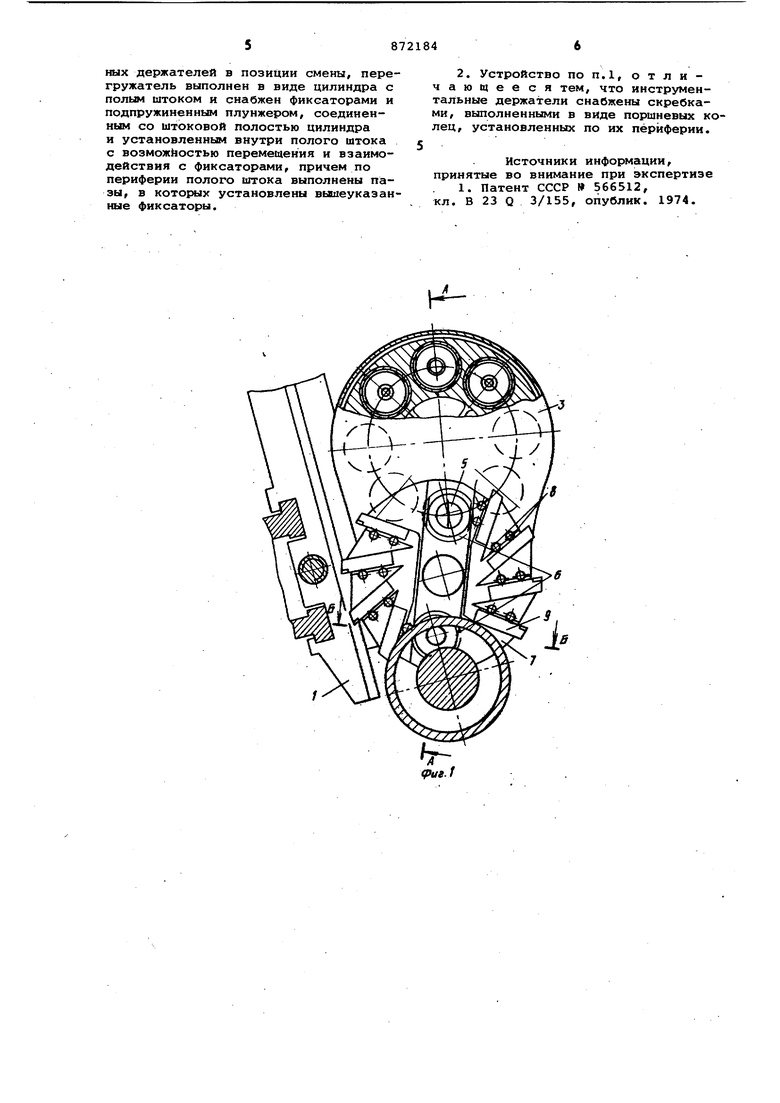
Изобретение относится к станкостр ендю, а именно к устройствам для автоматической смены инструментов на токарных станках. Наиболее близким техническим реше нием к предлагаемому является устрой ство для автоматической смены инструментов, содержащее инстр5 ентальная магазин и револьверную головку, в KOTOjMJx позиции смены инструментов расположены по одной оси, а также перегружатель 1. Недостаток данного устройства зак лючается в невысокой точности базирования инструментальных держателей при смене в гнездах револьверной головки. Цель изобретения - пов лиение точности базирования инструментгшьных держателей в позиции смены. Для достижения указанной цели перегружатель выполнен в виде цилинд ра р подпружиненным плунжером, соединенным со штоковой полостью цилинд ра. Подпружиненный плунжер установлеи внутри полого штока с возможностью перемещения и взаимодействует с фиксатором. По периферии полого штока выполнены пазы, в которых установ иеяы вышеуказанные фиксаторы. Кроме того, инструментальные дер- . жатели снабжены скребками, выполненными в виде поршневых колец, установленных по их периферии. На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; иа фиг.3 - разрез Б-Б на фиг;1; на фиг.4 - узел 1 на фиг.2; на фиг.5 - узел П на фиг.2; на фиг.б разрез В-В на фиг.5. На суппорте 1 стайка установлены револьверная головка 2, инструментгшьный магазин 3, перегружатель 4 так, что ось одного из сменных инструментов 5, установленных в магазине соосно одному из гнезд 6, выполненных под сменный инструмент в поворотной части 7 револьверной головки 2. В поворотной части 7 револьверной головки 2 в пазах вручную с помощью клиньев 8 закреплены инструменты 9 для обработки наружных поверхностей, а в гнёздах 6 установлены сменные инструменты 5 для обработки внутренних поверхностей деталей, поворотная часть .7 базируется относительно неподвижной части револьверной голов,ки 2 при работе инструментом 9 ПРИ помощи прикрепленных,к поворотной и к неподвижной частям полумуфт 10 и
11. Инструмент 5, установленный в инструментальном держателе, базиру.ется относительно неподвижной части ревЬльверной головки 2 при установке в рабочую позицию при помощи-прикрепленной к инструментальному держателю полумуфтн 12 и прикрепленной в рабочей позиции к револьверной головке полумуфты 13.
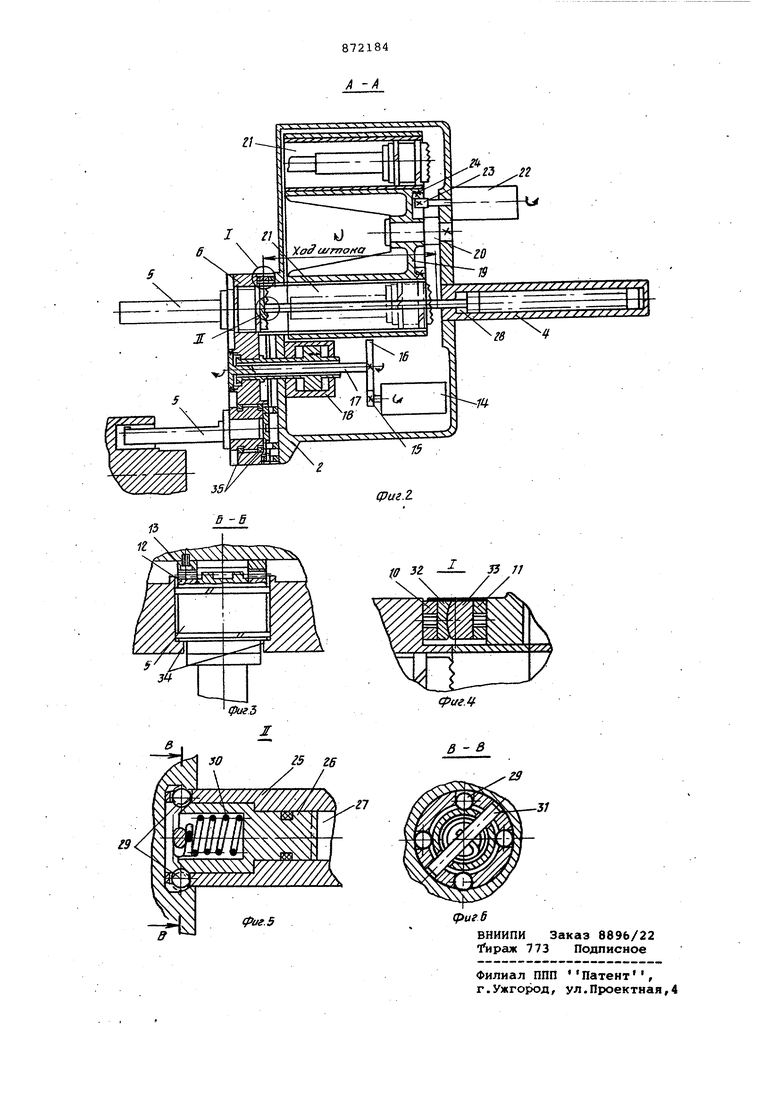
Поворот револьверной головки 2 происходит от двигателя 14 посредством пары шестерен 15 и 16 и вала 17, соединенного с поворотной частью 7 револьверной головки 2. Прижим и отжим поворотной части осуществляется посредством гидроцилиндра 18. В барабане 19 инструментального магазина 3, установленном на оси 20, образованы гильзами гнезда 21, в каждом из которых расположены инструменты 5. Поворот барабана 19 для установки требуемого инструмента 5 в позицию перегрузки осуществляется от двигателя 22 посредством шестерни 23 и шестерни внутреннего зацепления 24, установленной на барабане 19.
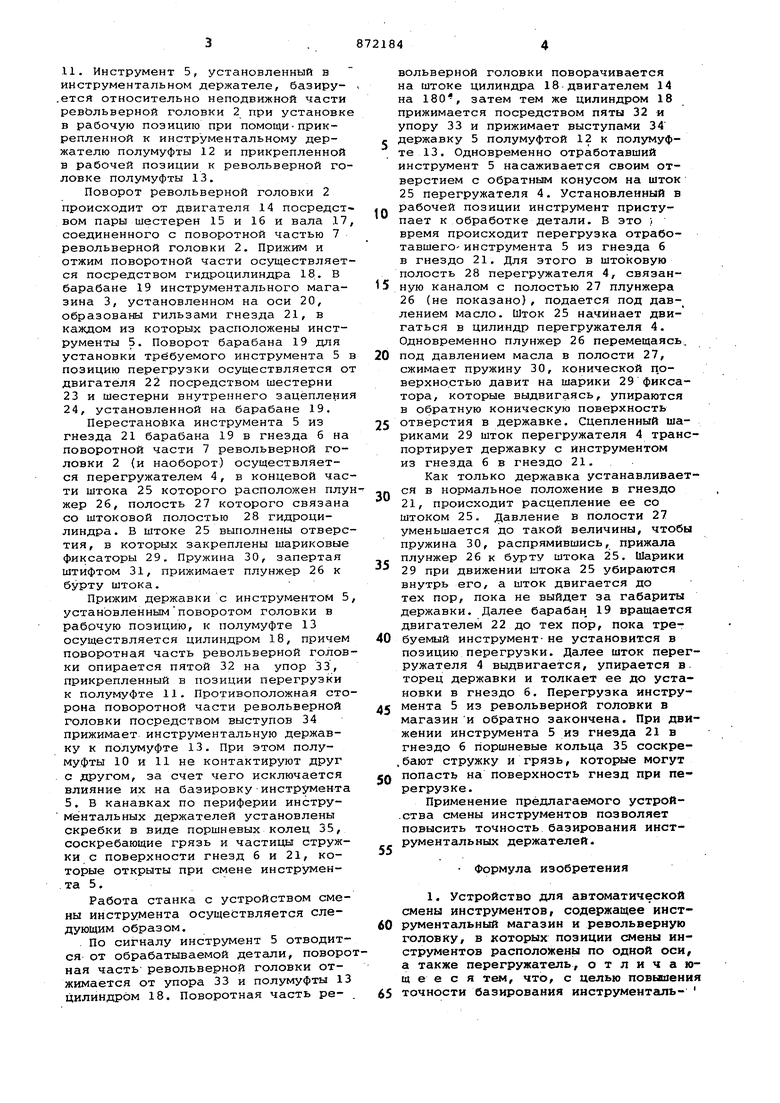
Перестанойка инструмента 5 из гнезда 21 барабана 19 в гнезда б на поворотной части 7 револьверной головки 2 (и наоборот) осуществляется перегружателем 4, в концевой части штока 25 которого расположен плунжер 26, полость 27 которого связана со штоковой полостью 28 гидроцилиндра. В штоке 25 выполнены отверстия, в которых закреплены шариковые фиксаторы 29. Пружина 30, запертая штифтом 31, прижимает плунжер 26 к бурту штока.
Прижим державки с инструментом 5, установленнымповоротом головки в рабочую позицию, к полумуфте 13 осуществляется цилиндром 18, причем поворотная часть револьверной головки опирается пятой 32 на упор 33, прикрепленный в позиции перегрузки к полумуфте 11. Противоположная сторона поворотной части револьверной головки посредством выступов 34 прижимает инструментальную державку к полумуфте 13. При этом полумуфты 10 и 11 не контактируют друг с другом, за счет чего исключается влияние их на базировку инструмента 5. В канавках по периферии инструментальных держателей установлены скребки в виде поршневых колец 35, соскребающие грязь и частицы стружки с поверхности гнезд б и 21, которые открыты при смене инструмента 5 .
Работа станка с устройством смены инструмента осуществляется следующим образом.
. По сигналу инструмент 5 отводится от обрабатываемой детали, поворотная часть револьверной головки отжимается от упора 33 и полумуфты 13 цилиндром 18. Поворотная часть ре- ,
вольверной головки поворачивается на штоке цилиндра 18 двигателем 14 на 180, затем тем же цилиндром 18 прижимается посредством пяты 32 и упору 33 и прижимает выступами 34 державку 5 полумуфтой 12 к полумуфте 13. Одновременно отработавший инструмент 5 насаживается своим отверстием с обратным конусом на шток
25перегружателя 4. Установленный в рабочей позиции инструмент приступает к обработке детали. В это ) время происходит перегрузка отработавшего- инструмента 5 из гнезда б
в гнездо 21. Для этого в штоковую полость 28 перегружателя 4, связанную каналом с полостью 27 плунжера
26(не показано), подается под дав- лением масло. Шток 25 начинает днигаться в цилиндр перегружателя 4. Одновременно плунжер 26 перемещаясь. под давлением масла в полости 27, сжимает пружину 30, конической доверхностью давит на шарики 29 фиксатора, которые выдвигаясь, упираются в обратную коническую поверхность отверстия в державке. Сцепленный шариками 29 шток перегружателя 4 транспортирует державку с инструментом
из гнезда 6 в гнездо 21.
Как только державка устанавливается в нормальное положение в гнездо 21, происходит расцепление ее со штоком 25. Давление в полости 27 уменьшается до такой величины, чтобы пружина 30, распрямившись, прижала плунжер 26 к бурту штока 25. Шарики 29 при движении штока 25 убираются внутрь его, а шток двигается до тех пор, пока не выйдет за габариты державки. Далее барабан 19 вращается двигателем 22 до тех пор, пока требуемый инструмент-не установится в позицию перегрузки. Далее шток перегружателя 4 выдвигается, упирается в. торец державки и толкает ее до установки в гнездо б. Перегрузка инструмента 5 из револьверной головки в магазин и обратно закончена. При движении инструмента 5 из гнезда 21 в гнездо 6 поршневые кольца 35 соскре.бают стружку и грязь, которые могут попасть на поверхность гнезд при перегрузке.
Применение предлагаемого устрой.ства смены инструментов позволяет повысить точность базирования инструментальных держателей.
Формула изобретения
1. Устройство для автоматической смены инструментов, содержащее инструментальный магазин и револьверную головку, в которых позиции смены инструментов расположены по одной оси, а также перегружатель, отличающееся тем, что, с целью повышения 5 точности базирования инструментёшьных держателей в позиции смены, перегружатель выполнен в виде цилиндра с полым штоком и снабжен фиксаторами и подпружиненным плунжером, соединенным со штоковой полостью цилиндра и установленным внутри полого штока с возможйостью перемещения и взаимодействия с фиксаторами, причем по периферии полого штока выполнены пазы, в которых установлены вышеуказанные фиксаторы.
2. Устройство по п.1, отличающееся тем, что инструментальные держатели снабжены скребками, выполненными в виде поршневых колец, установленных по их периферии.
Источники информации, принятые во внимание при экспертизе
1. Патент СССР 566512, кл. В 23 Q 3/155, опублик. 1974.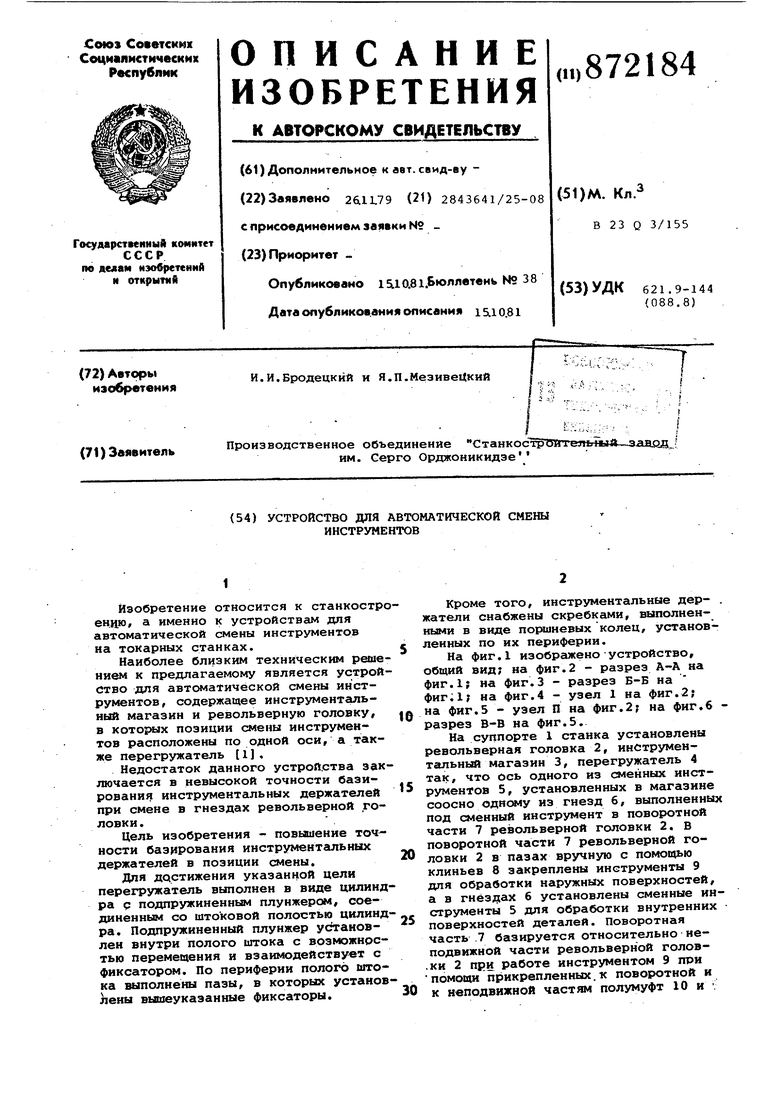
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверная головка | 1989 |
|
SU1763098A1 |
| Металлорежущий станок с устройством для автоматической смены инструмента | 1978 |
|
SU776854A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Револьверная головка | 1989 |
|
SU1764848A1 |
| Револьверная головка | 1990 |
|
SU1803275A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА К ТОКАРНОМУ СТАНКУ | 1994 |
|
RU2066598C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Револьверная головка | 1990 |
|
SU1787698A1 |