(54) СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА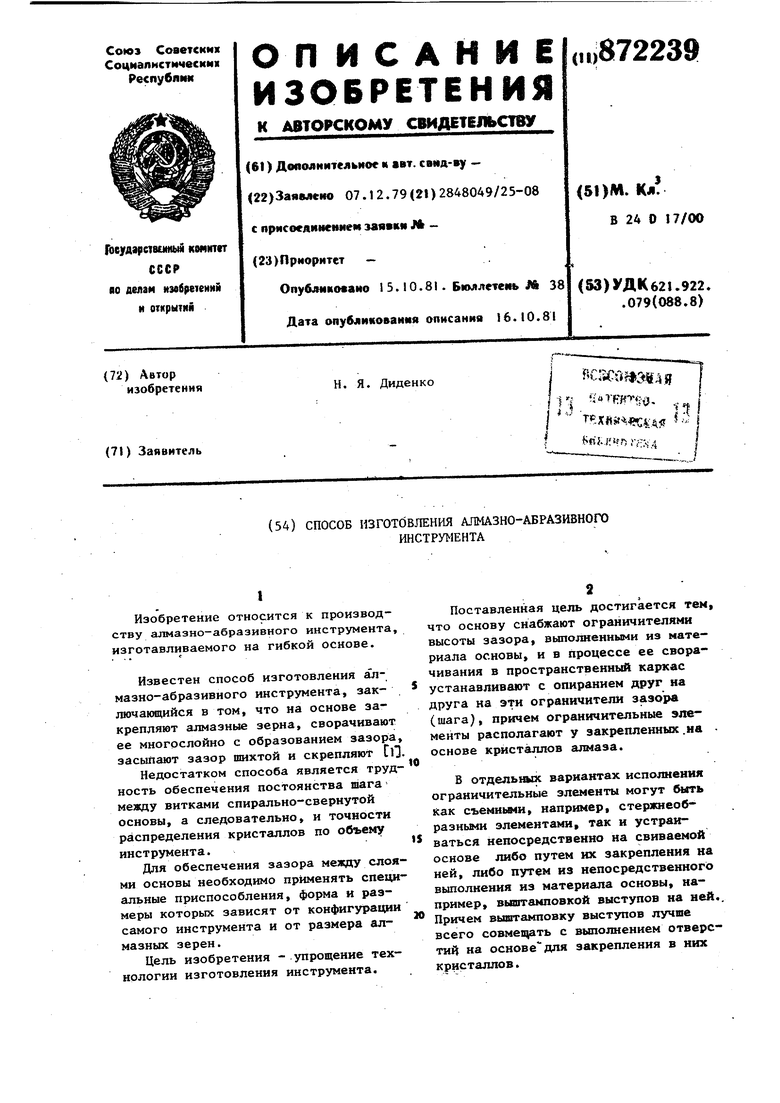
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1980 |
|
SU891408A1 |
| Многослойная твердосплавная пластина и способы ее получения (варианты) | 2020 |
|
RU2747054C1 |
| СПОСОБ СИНТЕЗА МОНОКРИСТАЛЛОВ АЛМАЗА | 1980 |
|
SU1016941A1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1316804A1 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА АЛМАЗЫ | 1994 |
|
RU2090648C1 |
| Способ изготовления абразивных алмазосодержащих отрезных кругов | 1985 |
|
SU1472231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛМАЗА ПРИ СПЕКАНИИ С ПРОПИТКОЙ МЕДЬЮ АЛМАЗОСОДЕРЖАЩЕЙ ТВЕРДОСПЛАВНОЙ МАТРИЦЫ | 2017 |
|
RU2633861C1 |
| Способ изготовления алмазного инструмента | 1990 |
|
SU1738629A1 |
Изобретение относится к производству алмазно-абразивного инструмента, изготавливаемого на гибкой основе. , - Известен способ изготовления гГлмазно-абразивиого инструмента, заключающийся в том, что на основе закрепляют алмазные зерна, сворачивают ее многослойно с образованием зазора засыпают зазор шихтой и скрепляют ГП Недостатком способа является трудность обеспечения постоянства шага между витками спирально-свернутой основы, а следовательно, и точности распределения кристаллов по объему инструмента. Для обеспечения зазора между слоями основы необходимо применять специальные приспособления, форма и размеры которых зависят от конфигурации самого инструмента и от размера алмазных зерен. Цель изобретения - упрощение технологии изготовления инструмента. Поставленная цель достигается тем, что основу снабжают ограничителями высоты зазора, вьшолненными из материала основы, и в процессе ее сворачивания в пространственный каркас устанавливают с опиранием друг на друга на эти ограничители зазора (шага), причем ограничительные элементы располагают у закрепленных.на основе кристаллов ajwasa. В отделышх вариантах исполнения ограничительные элементы могут быть как съемиьми, например, стержнеобразньми элементами, так и устраиваться непосредственно на свиваемой основе либо путем их закрепления на ней, либо путем из непосредственного выполнения из материала основы, например, выштамповкой выступов на ней.. Причем выштамповку выступов лучше всего совмещать с выполнением отверстий на основе для закрепления в них кристаллов.
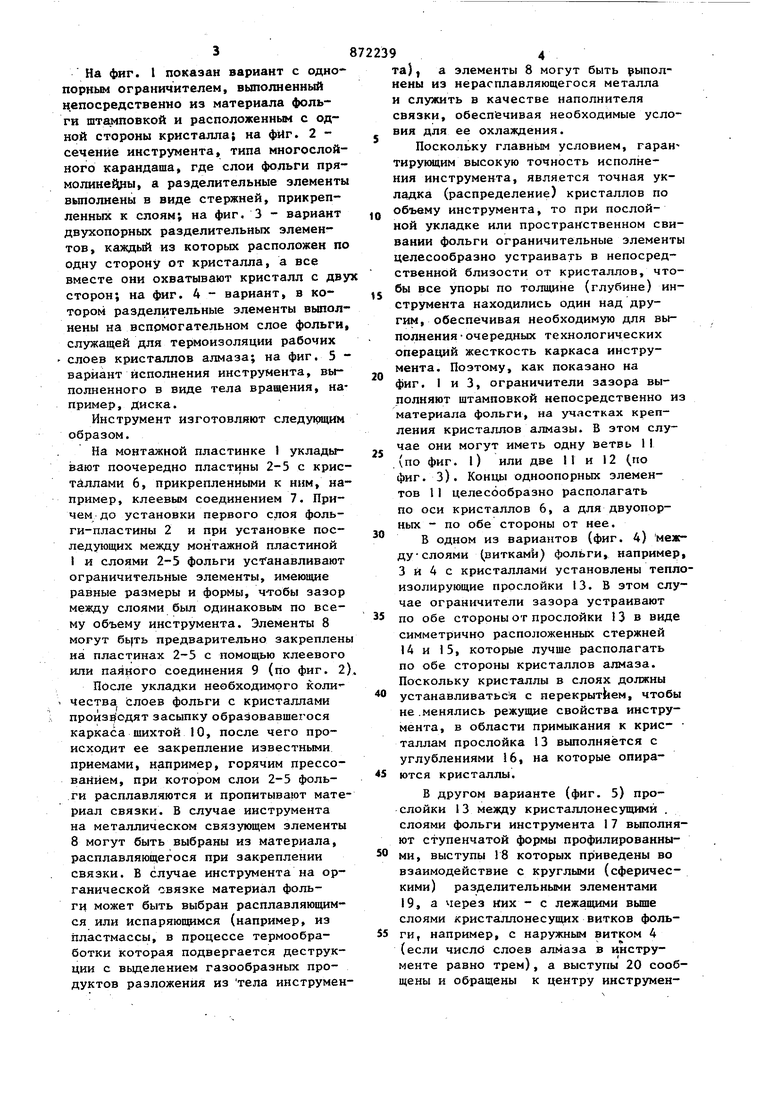
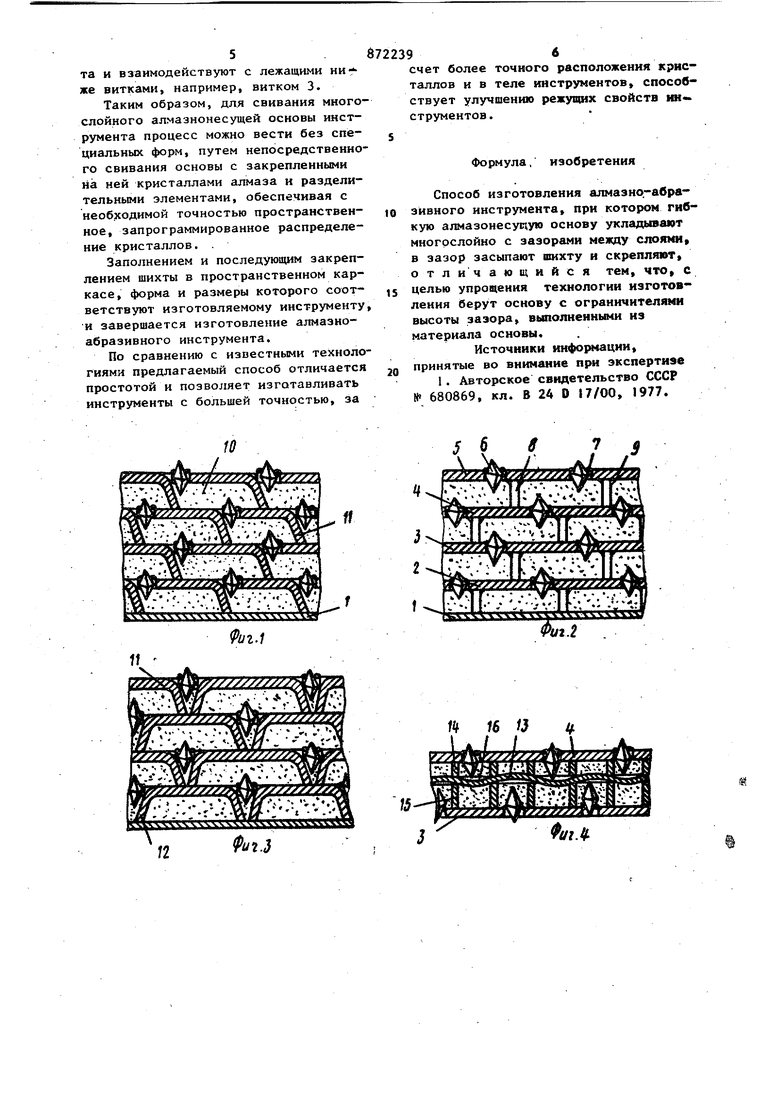
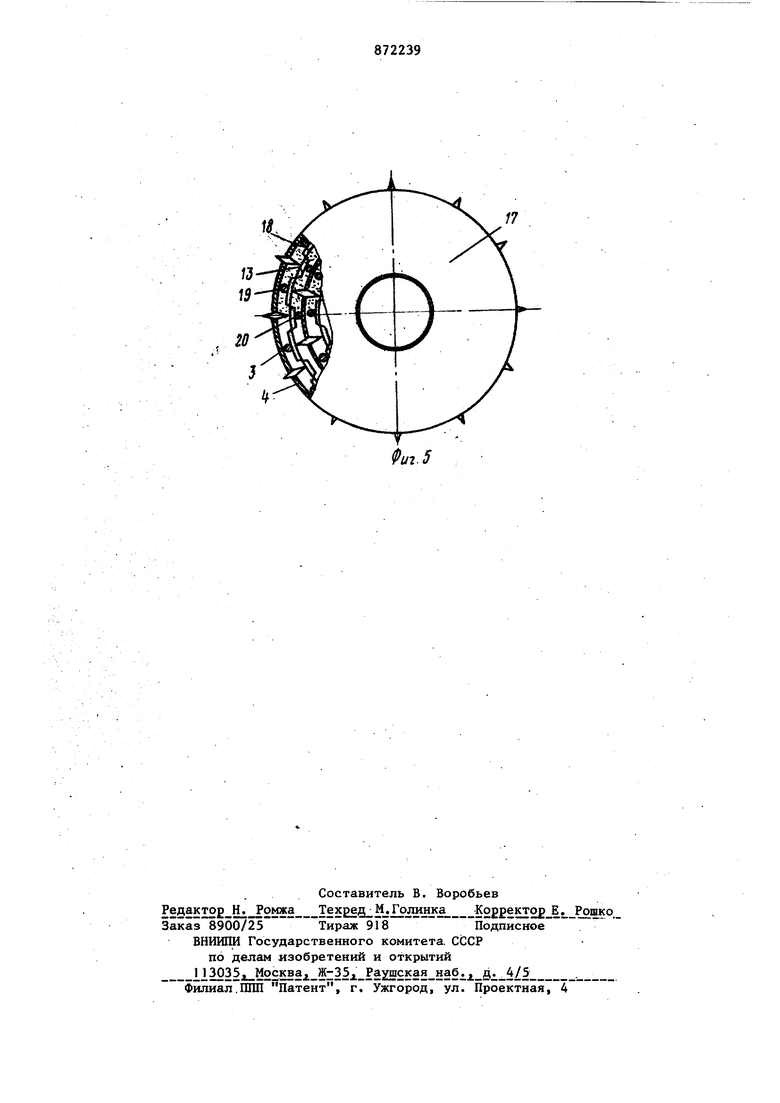
На фиг. 1 показан вариант с однопорным ограничителем, вьтолненный непосредственно из материала фольги штамповкой и расположенным с одной стороны кристалла; на фиг. 2 сечение инструмента, типа многослойного карандаша, где слои фольги прямолине ы, а разделительные элементы вьшолнены в виде стержней, прикрепленных к СЛОЯМ на фиг, 3 - вариант двукопорных разделительных элементов, каждый из которых расположен по одну сторону от кристалла, а все вместе они охватывают кристалл с двух сторон; на фиг. 4 - вариант, в котором разделительные элементы выполнены на вспомогательном слое фольги, служащей для термоизоляции рабочих слоев кристаллов алмаза; на фиг. 5 вариант исполнения инструмента, выполненного в виде тела вращения, например, диска.
Инструмент изготовляют следующим образом.
На монтажной пластинке 1 укладывают поочередно пластины 2-5 с кристаллами 6, прикрепленными к ним, например, клеевым соединением 7. Причем до установки первого слоя фольги-пластины 2 и при установке последующих между монтажной пластиной I и слоями 2-5 фольги устанавливают ограничительные элементы, имеюише равные размеры и формы, ч-тобы зазор между слоями был одинаковьм по всему объему инструмента. Элементы 8 могут бь|ть предварительно закреплены на пластинах 2-5 с помощью клеевого или паяуого соединения 9 (по фиг. 2).
После укладки необходимого количества. слоев фольги с кристаллами производят засыпку образовавшегося каркаса шихтой 10, после чего происходит ее закрепление известными приемами, например, горячим прессованием, при котором слои 2-5 фольги расплавляются и пропитывают материал связки. В случае инструмента на металлическом связукщем злементы 8 могут быть выбраны из материала, расплавляющегося при закреплении связки. В случае инструмента на органической связке материал фольги может быть выбран расплавляющимся или испаряющимся (например, из пластмассы, в процессе термообработки которая подвергается деструкции с вьщелением газообразных продуктов разложения из тела инструмента), а злементы 8 могут быть рыполнены из нерасплавляющегося металла и служить в качестве наполнителя связки, обеспечивая необходимые условия для ее охлаждения.
Поскольку главньм условием, гарантирующим высокую точность исполнения инструмента, является точная укладка (распределение) кристаллов по объему инструмента, то при послойной укладке или пространственном свивании фольги ограничительные элементы целесообразно устраивать в непосредственной близости от кристаллов, чтобы все упоры по толишне (глубине) инструмента находились один над другим, обеспечивая необходимую для выполнения очередных технологических операций жесткость каркаса инструмента. Поэтому, как показано на фиг. 1 и 3, ограничители зазора выполняют штамповкой непосредственно из материала фольги, на участках крепления кристаллов алмазы. В этом случае они могут иметь одну ветвь 1I (по фиг. I) или две II и 12 (по фиг. З). Концы одноопорных элементов 11 целесообразно располагать по оси кристаллов 6, а для двуопорных - по обе стороны от нее.
В одном из вариантов (фиг. 4) междуслоями (витками) фольги, например, 3 и 4 с кристаллами установлены теплоизолирующие прослойки 13. В этом случае ограничители зазора устраивают по обе стороны от прослойки 3 в виде симметрично расположенных стержней 14 и 15, которые лучше располагать по обе стороны кристаллов алмаза. Поскольку кристаллы в слоях должны устанавливаться с перекрыт Еем, чтобы не .менялись режущие свойства инструмента, в области примыкания к крис- таллам прослойка I3 выполняется с углублениями 16, на которые опираются кристаллы.
В другом варианте (фиг. 5) прослойки I3 между кристаллонесущимй слоями фольги инструмента 17 выполняют ступенчатой формы профилированными, выступы 8 которых пр1иведены во взаимодействие с круглыми (сферическими) разделительньвчи элементами 19, а viepe3 них - с лежащими выше слоями кристаллонесущих витков фольги, например, с наружным витком 4 (если число слоев алмаза в инструменте равно трем), а выступы 20 сообщены и обращены к центру инструмента и взаимодействуют с лежащими ниже витками, например, витком 3.
Таким образом, для свивания многослойного алмазнонесущей основы инструмента процесс можно вести без специальных форм, путем непосредственного свивания основы с закрепленными на ней кристаллами алмаза и разделительными элементами, обеспечивая с необходимой точностью пространственное, запрограммированное распределение кристаллов. .
Заполнением и последующим закреплением шихты в пространственном каркасе, форма и размеры которого соответствуют изготовляемому инструменту и завершается изготовление алмазноабразивного инструмента.
По сравнению с известными техноло гиями предлагаемый способ отличается простотой и позволяет изготавливать инструменты с большей точностью, за
Й722396
счет более точного расположения кристаллов и в теле инструментов способствует улучшению режущих свойств ш«струментов.
Формула, изобретения
Способ изготовления алмазно-абразивного инструмента, при котором гибкую алмазонесуг ую основу укладьгаают многослойно с зазорами между слоями в зазор засыпают шихту и скрепляют отличающийся тем, что, с целью упрощения технологии изготовления берут основу с ограничителями высоты зазора, выполнеиными из материала основы. .
Источиики информации, принятые во внимаиие при экспертизе
Риг.1
№ 16 У
Ч.
«ij.
игЛ
17
Фиг.5
