Изобретение относится к технологии зготовления алмазных инструментов а металлической связке, преимущестенно : для обдирочного и грубого шлиования фасонны} поверхностей ар:ш- ектурных изделий из строительных атериалов - мрамора,, гранита и др „
Цель изобретения - повьшение износостойкости инструмента путем по- вьппения плотности расположения алазных зерен.
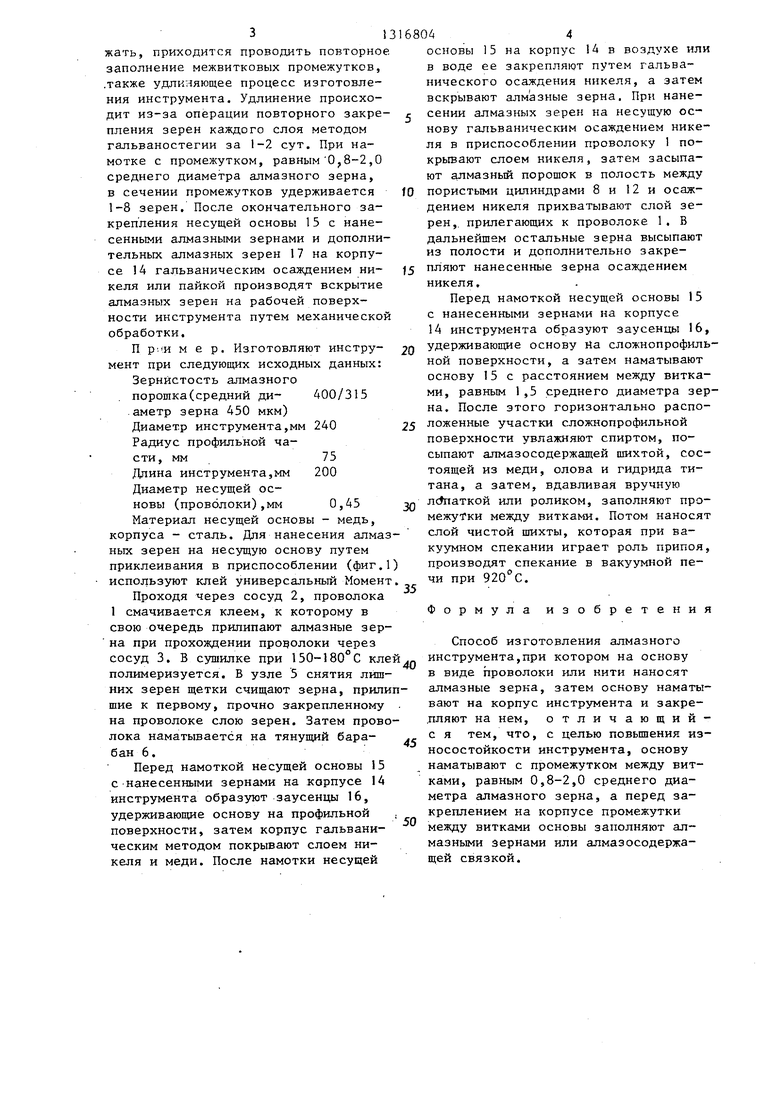
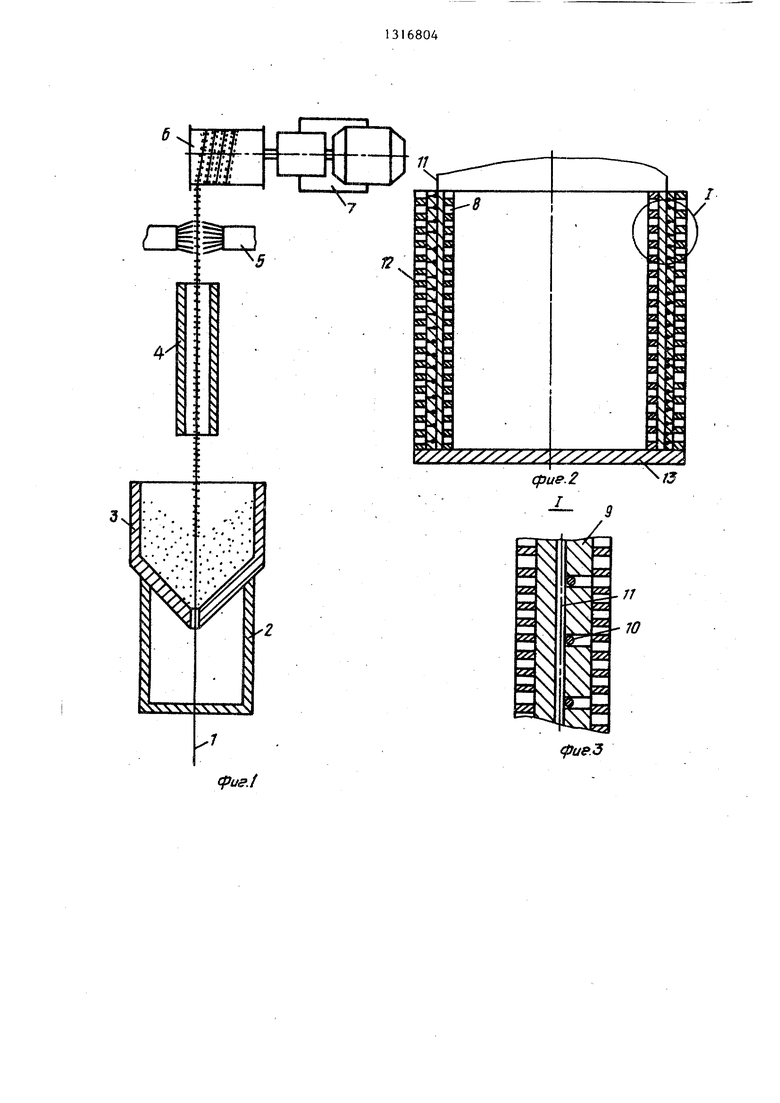
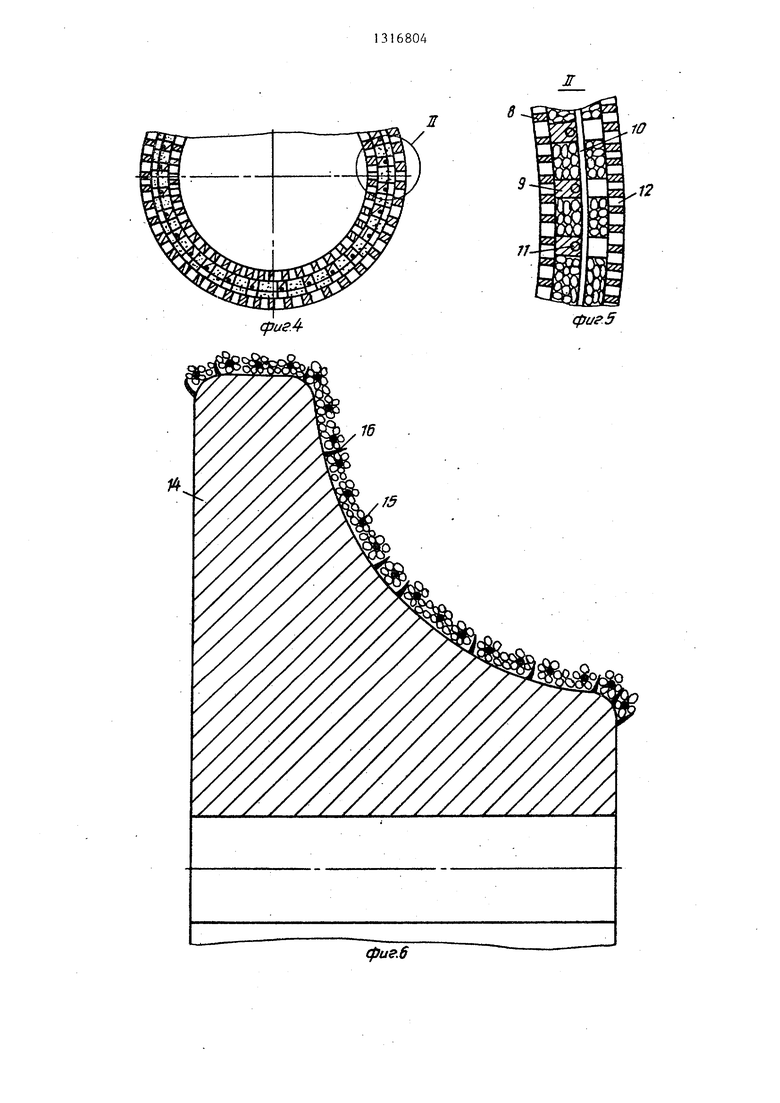
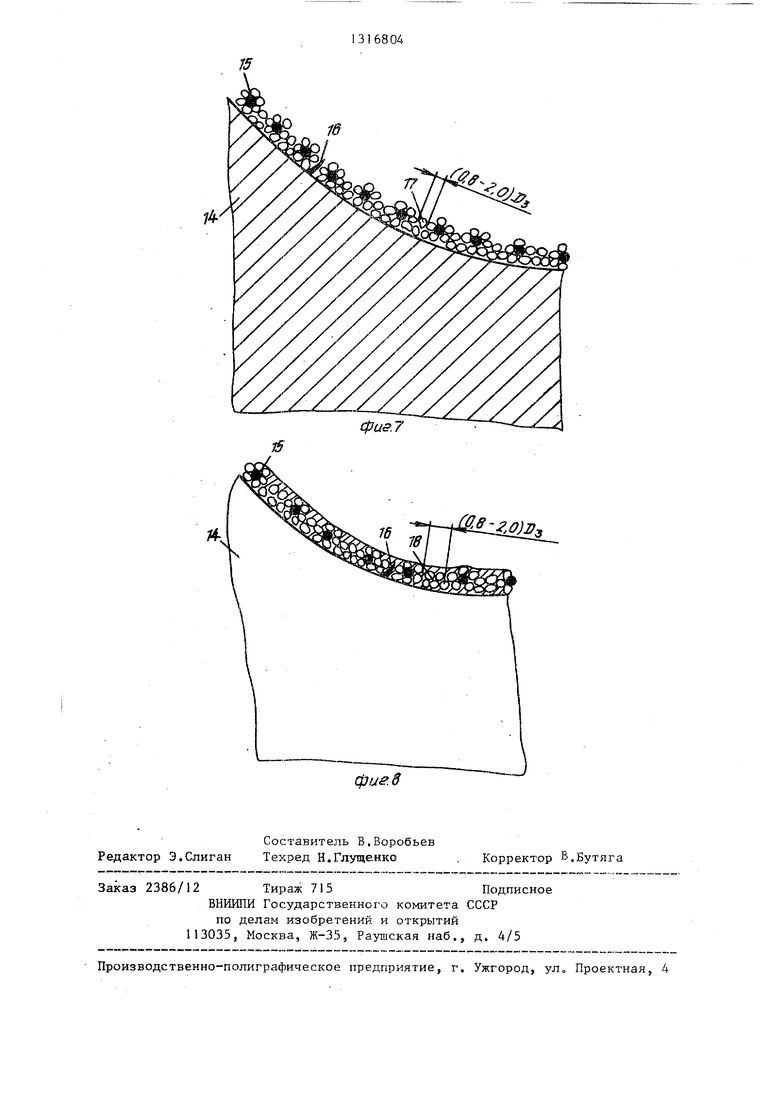
На фиг. 1 схематически изображено устройство для нанесения алмазных зерен на несущую основу, путем приклеивания; на фиг о 2 - то же, гальваническим методом; на фиг. 3 - узел I на фиг. 2; на фиг, 4 - вид сверху на фиг. 2; на фиг, 5 - узел II на фиг, 4; на фиг. 6 - профильный корпус с намотанной на нем основой, сечение , на фиг. 7 - заполнение промежутков между витками алмазными зернами; на фиг. 8 - то же, алмазосодержащей связкой.
Алмазные зерна предварительно на носят на несущую основу различными методами, например путем приклеивания или гальваническим осаждением никеля. В первом случае алмазные зерна наносят на несз щую основу (металлическую проволоку, капроновую нить)5 протягивают последовательно через сосуд 2 с клеем, сосуд 3 с алмазным порошком, суш:илку 4,, узел 5 снятия .лишних -зерен и наматывают на тянущий барабан 6, приводимьй в движение приводом 7. Приспособление может работать в автоматическом режиме. Клей после сушки должен быть устойчив к размягчению или растворению в электролите,-применяемом для за- крепления алмазов путем гальванического осаждения никеля.
Во втором случае несущую основу, в качестве которой используют металлическую проволоку, устанавливают в приспособление для нанесения алмазов гальваническим методом. Приспособление состоит, например, из пористого неметаллического цилиндра 8 (сетки), вдоль образующих которого размещены ребра 9, На ребрах по винтовой линии выполнены поперечные пазы, в которые укладывают проволоку 10. Витки проволоки соединяют продольными токопро- водящими стержнями 11 , предназнченны-- ми для уменьшения плотности тока в проволоке. На ребра надевается наружный пористый цилиндр 12 (сетка).
-
- --
ts
20
25
168042
образующий совместно с цилиндром 8 и основанием 3 полость для засыпки алмазного порошка.
Дальнейший процесс нанесения ал- ij мазных зерен на проволоку гальваническим способом, производится по известной технологии При этом зерна наносятся на проволоку 10 лишь на участках, лежащих между ребрами, а
Ш участки, размещенные в пазах ребер, никелем не покрьшаются. Это обеспечивает гибкость несущей основы и получение сегментированного алмазоносного слоя на ней.
г
После получения несущей основы с нанесенными на ней алмазными зернами ее наматывают на корпус 14 инструмента. Для более прочного удержания несущей основы 15 с нанесенными зернами на сложнопрофильной поверхности корпуса 14 выполняют дополнительные выступы (заусенцы) 16. Для создания высокой плотности алмазных зерен в промежутках между витками несущей основы I5 их наматывают на корпус с промежутком между соседт м- ми витками, равным 0,8-2,0 среднего диаметра алмазного зерна D-,,, а затем заполняют промежутки дополнительными алмазными зернами 17 (фиг. 4) или алмазосодержащей связкой 18 путем насыпки на поверхность корпуса 14 и вдавливанием, например вручную. Сечения несущей основы 15 с нанесен35 ными на нее зернами в плоскостях, перпендикулярных осевой линии несущей основы, будут иметь совершенно различные профили из-за неравномерного и хаотичного закрепления зерен
40 на несущей основе. При намотке с шагом, меньшим 0,8 среднего диаметра зерна, заполнение промежутков затрудняется . Зазор между витками становится соизмеримым с размерами зерен и
45 происходит лишь частичное заполнение промежутков, что укущчает эксплуата- щ-)онные свойства инструмента. Поэтому приходится проводить дозаполнение свободных промежутков зернами вручную,
50 что является очень трудоемким процессом (по сравнению с гальваностегией) и приводит к удлинению процесса изготовления инструмента. При намотке с промежутком между витками,бол -;шим
55 2,0 среднего диаметра алмазного зерна, зерна плохо удерживаются в промежутках между витками (выпадают), что также приводит.к ухудшению качества инструмента. Чтобы этого избе30
353
ать, приходится проводить повторное аполнение межвитковых промежутков, также удлиняющее процесс изготовлеия инструмента. Удлинение происхоит из-за операции повторного закреления зерен каждого слоя методом гальваностегии за 1-2 сут. При наотке с промежутком, равным 0,8-2,0 среднего диаметра алмазного зерна, в сечении промежутков удерживается 1-8 зерен. После окончательного закрепления несущей основы 15 с нанесенными алмазными зернами и дополнительных алмазных зерен 17 на корпусе 4 гальваническим осаждением никеля или пайкой производят вскрытие алмазных зерен на рабочей поверхности инструмента путем механической обработки.
П р . и м е р. Изготовляют инструмент при следующих исходных данных: Зернистость алмазного порошка(средний ди- 400/315 .аметр зерна 450 мкм) Диаметр инструмента,мм 240 Радиус профильной части, мм75 Длина инструмента,мм 200 Диаметр несущей основы (проволоки),мм 0,45 Материал несущей основы - медь, корпуса - сталь. Для нанесения алмазных зерен на несущую основу путем приклеивания в приспособлении (фиг.1) используют клей универсальный Момент.
Проходя через сосуд 2, проволока 1 смачивается клеем, к которому в свою очередь прилипают алмазные зер- на при прохождении проволоки через сосуд 3. В сушилке при 150-180°С клей полимеризуется. В узле 5 снятия лишних зерен щетки счищают зерна, прилип шие к первому, прочно з-акрепленному . на проволоке слою зерен. Затем провоока наматывается на тянущий барабан 6.
Перед намоткой несущей основы 15 с нанесенными зернами на корпусе 1А инструмента образуют заусенцы 16, удерживающие основу на профильной , поверхности, затем корпус гальваническим методом покрывают слоем никеля и меди. После намотки несущей
44
основы 15 на корпус 14 в воздухе или в воде ее закрепляют путем гальванического осаждения никеля, а затем вскрывают алмазные зерна. При нанесении алмазных зерен на несущую основу гальваническим осаждением никеля в приспособлении проволоку 1 по- крьгоают слоем никеля, затем засыпают алмазный порошок в полость между
пористыми цилиндрами 8 и 12 и осаждением никеля прихватывают слой зерен,, прилегающих к проволоке 1. В дальнейшем остальные зерна высыпают из полости и дополнительно закрепляют нанесенные зерна осаждением никеля.
Перед намоткой несущей основы 15 с нанесенными зернами на корпусе 14 инструмента образуют заусенцы 16,
удерживающие основу На сложнопрофиль- ной поверхности, а затем наматывают основу 15 с расстоянием между витками, равным 1,5 среднего диаметра зерна. После этого горизонтально расположенные участки сложнопрофильной поверхности увлажняют спиртом, посыпают алмазосодержащей шихтой, состоящей из меди, олова и гидрида титана, а затем, вдавливая вручную
лЛгтаткой или роликом, заполняют промежутки между витками. Потом наносят слой чистой шихты, которая при вакуумном спекании играет роль припоя, производят спекание в вакуумной пе35
чи при 920 с.
Формула изобретения
5
Способ изготовления алмазного инструмента,при котором на основу в виде проволоки или нити наносят алмазные зерна, затем основу наматывают на корпус инструмента и закре- .пляют на нем, отличающий- с я тем, что, с целью повьш1ения износостойкости инструмента, основу наматывают с промежутком между витками, равным 0,8-2,0 среднего диаметра алмазного зерна, а перед закреплением на корпусе промежутки между витками основы заполняют алмазными зернами или алмазосодержащей связкой.
0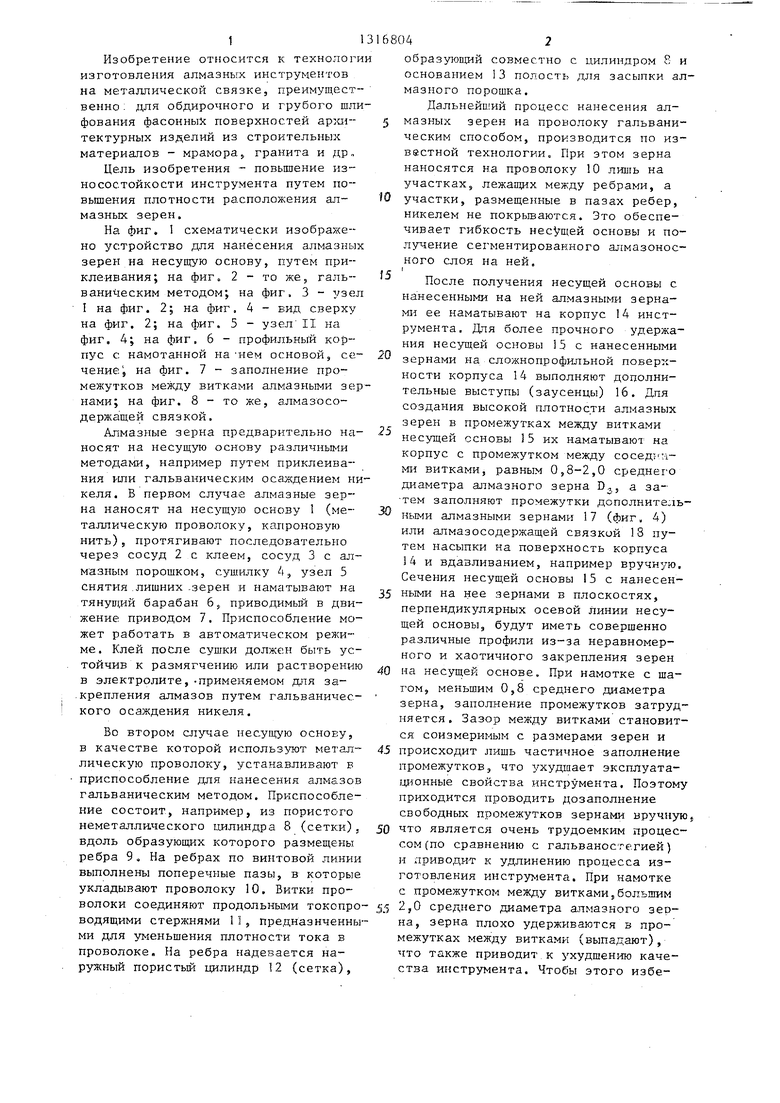
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016749C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| Способ изготовления алмазныхдиСКОВ | 1979 |
|
SU833439A1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2007 |
|
RU2362666C1 |
| Абразивная проволока | 2015 |
|
RU2612112C2 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ ИНСТРУМЕНТ | 2013 |
|
RU2538745C1 |
| Абразивный инструмент и способ его изготовления | 1981 |
|
SU1002141A1 |
Изобретение относится к области изготовления алмазного инструмента и позволяет повысить качество изготовления многослойного алмазного инструмента. Способ включает предварительное нанесение алмазных зерен, окончательное закрепление их на корпусе металлической связкой и вскрытие, при зтом нанесение алмазных зерен производят на несущую основу в виде проволоки или нити. Несущую основу наматывают на корпус инструмента с расстоянием между соседними витками, равным 0,8-2,0 среднего диаметра зерен. Перед окончательным закреплением зерен совместно с несущей, основой промежутки между витками заполняют дополнительным алмазным порошком или алмазосодержащей шихтой. 8 ил. с СО О) 00 о и
fpue.3
(pue.f
сриг4
8
.10
9ос
12
П-т
П
фиг5
фие.6
4i.
V
e.
фие.8
Редактор Э.Слиган
Составитель В.Воробьев Техред Н.Глущенко
Заказ 2386/12 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-355 Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул„ Проектная, 4
Корректор В.Бутяга
| Патент ФРГ № 3332085, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
