ный трехпозиционный распределитель с штоковой полостью растяжного цилиндра, регулируемый упор закреплен на штоке растяжного цилиндра, а дроссель с обратньом клапаном установлен на гидролинии между дополнительным трехпозиционным распределителем и полостью гидравлического цилиндра.
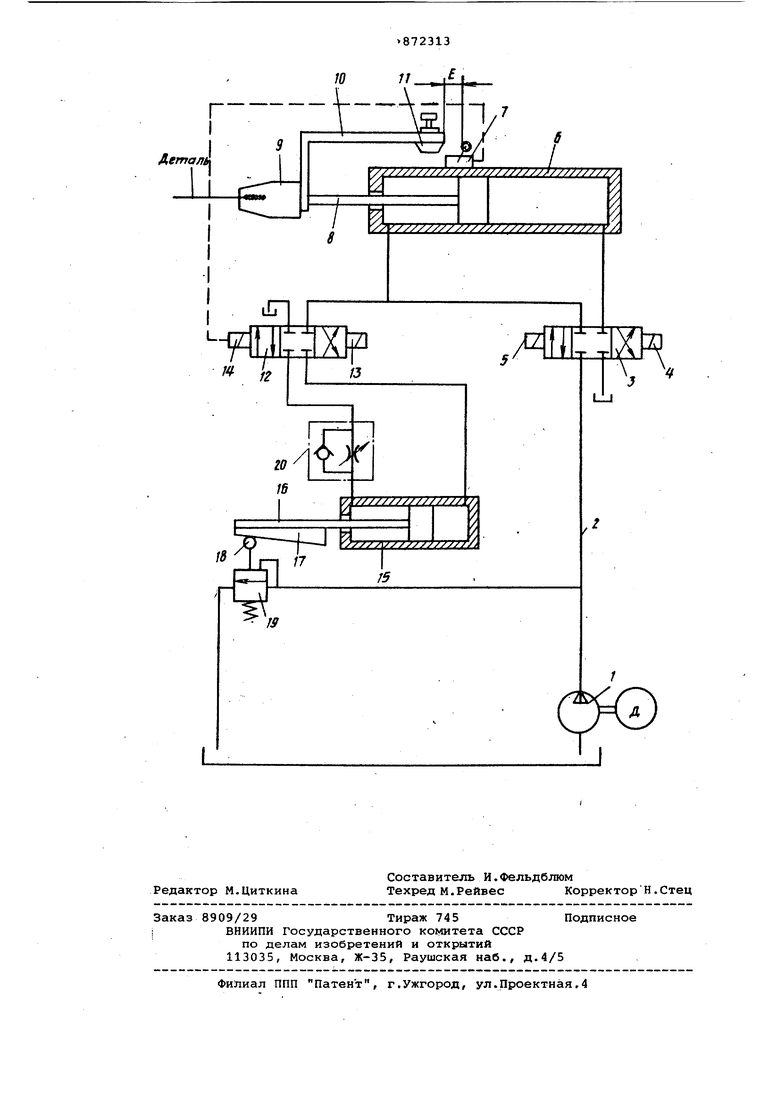
На чертеже представлена схема устройства.
Насос 1 соединен напорной магистралью 2 через трехпозиционный распределитель 3 с электромагнитами 4 и 5 управления со штоковой и поршневой полостями растяжного цилиндра б. На цилиндре б установлен конечный переключатель 7, а на его штоке 8 закреплены зажимной патрон 9 и кронштейн 10 с регулируемым упором 11. Штоковая полость растяжного цилиндра 6 через дополнительный трехпозиционный распределитель 12 с электромагнитами 13 и 14 соединена гидролиниями с гидравлическим цилиндром 15, на штке 16 которого установлен копир 17, контактирующий с толкателем 18 предохранительного клапана 19. В гидролинии штоковой полости гидроцилиндра 15 установлен дроссель с обратным клапаном 20 для регулирования скорости перемещения копира 17. Электромагнит 14 распределителя 12 электрическ связан с конечным переключателем 7.
Устройство работает следующим образом.
После того как деталь зажата в зажимных патронах 9 (второй патрон на чертеже не показан), регулируемым упором 11 устанавливается заданная величина Е деформации детали .Исходное положение штока 16 цилиндра 15 крайнее правое,при этом давление в напорной магистрали минимально и определяется настройкой предохранительного клапана 19. При включении электромагнитов 5 и 14 рабочая жидкость из на-порной магистрали 2 поступает через распределитель 3 в штоковую полость растяжного цилиндра б и одновременно ч-ерез распределитель 12 в поршневую полость гидроцилиндра 15. При этом начальное давление недостаточно, чтобы растянуть деталь, но достаточно для перемещения штока 16 гидроцилиндра 15, который копиром 17 воздействует на толкатель 18 предохранительного клапана 19. При этом давление в системе увеличивается до тех пор, пока не достигнет такой величины, при которой деталь начинает удлиняться. При достижении
заданной величины деформации Е упор 11 нажимает на конечный переключатель 7, в результате чего выключается электромагнит 14. Золотник распределителя 12 устанавливается в нейтраное положение, и шток 16 копиром 17 останавливается, в результате чего предохранительным клапаном 19 в системе устанавливается давление в зависимости от заданной деформации Е с учетом механических характеристик С- , (Гц материала детали. Э1о выбранное давление поддерживается при последующей гибке. Возврат исполнительных механизмов в исходное положение производится при включении электромагнитов 4 и 13. Регулирование скорости перемещения копира 17 производится с помощью дросселя 20.
Формула изобретения
Устройство для автоматического регулирования давления в растяжных цилиндрах гибочного станка, содержащее насос, соединенный напорной магистралью через трехпозиционный распределитель со штоковой и поршневой полостями растяжного цилиндра, а также дроссель с обратным клапаном и установленный на напорной магистрали насоса регулятор давления в виде предохранительного клапана с толкателем и привод регулятора, отличающееся тем, что, с целью улучшения качества изготовляемых изделий путем повышения точности настройки величины давления в растяжных цилиндрах, привод регулятора давления выполнен в виде гидравлического цилиндра с закрепленным на его штоке копиром, дополнительного, трехпозиционного распределителя и регулируемого упора с конечным переключателем, при этом гидравлический цилиндр установлен с возможностью,взаимодействия своим копиром с толкателем предохранительного клапана и его полости соединены гидролиниями через дополнительный трехпозиционный распределитель со штоковой полостью растяжного цилиндра, а дроссель с обратйым. клапаном установлен на гидролинии между дополнительным трехпозиционным распределителем и полостью гидравлического цилиндра.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 520266, кл. В 30 В 15/22, 26.11.74 АеталА 7/ ili

| название | год | авторы | номер документа |
|---|---|---|---|
| НАТЯЖНОЕ УСТРОЙСТВО СКРЕБКОВОГО КОНВЕЙЕРА ПОГРУЗОЧНОЙ МАШИНЫ | 1992 |
|
RU2057695C1 |
| Машина для литья пластмассовых изделий под давлением | 1990 |
|
SU1705108A1 |
| Машина для литья пластмассовых изделий под давлением | 1990 |
|
SU1705109A1 |
| ГИДРОФИЦИРОВАННАЯ КРЕПЬ С ДРОССЕЛИРУЮЩИМ РАСПРЕДЕЛИТЕЛЕМ И РЕКУПЕРАЦИЕЙ ЭНЕРГИИ | 2012 |
|
RU2503816C1 |
| Гидрообъемная трансмиссия транспортного средства с рекуперативным приводом | 1978 |
|
SU779105A1 |
| Устройство для многооперационной металлообработки | 1987 |
|
SU1505778A1 |
| Электрогидравлическая система привода двустворчатых ворот шлюза | 1989 |
|
SU1680858A1 |
| Гидропривод шагового толкателя | 1987 |
|
SU1523746A1 |
| Устройство для ввода пермутационных кассет в стенки скважины | 1987 |
|
SU1548341A1 |
| ГИДРОФИЦИРОВАННАЯ КРЕПЬ С РЕГУЛИРУЕМЫМ СОПРОТИВЛЕНИЕМ И РЕКУПЕРАЦИЕЙ ЭНЕРГИИ | 2012 |
|
RU2510460C2 |