(54) ПУАНСОН ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для формования стеклоизделий | 1980 |
|
SU962222A2 |
| Пуансон для изготовления стекло-издЕлий | 1979 |
|
SU837942A1 |
| Пуансон для изготовления стеклоизделий, преимущественно чашек Петри | 1991 |
|
SU1830386A1 |
| Паунсон для изготовления стеклоизделий | 1976 |
|
SU596551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| Способ сборки наконечников гибких шлангов | 2022 |
|
RU2786252C1 |
| ВОЗДУШНЫЙ ДИФФУЗОР, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ УСТАНОВКИ НА ВРАЩАЮЩЕМСЯ МОДУЛЕ СОПРЯЖЕНИЯ СИСТЕМЫ ОХЛАЖДЕНИЯ ОРИЕНТИРУЕМОГО ДВИЖИТЕЛЬНОГО УСТРОЙСТВА | 2021 |
|
RU2814871C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| МОБИЛЬНАЯ УСТАНОВКА ДЛЯ СЖИГАНИЯ ОРГАНИЧЕСКИХ ОТХОДОВ НА ПОЛИГОНАХ, РАСПОЛОЖЕННЫХ В ПУНКТАХ ВРЕМЕННОГО РАЗМЕЩЕНИЯ НАСЕЛЕНИЯ, ПОСТРАДАВШЕГО В ЧС | 2013 |
|
RU2557286C2 |
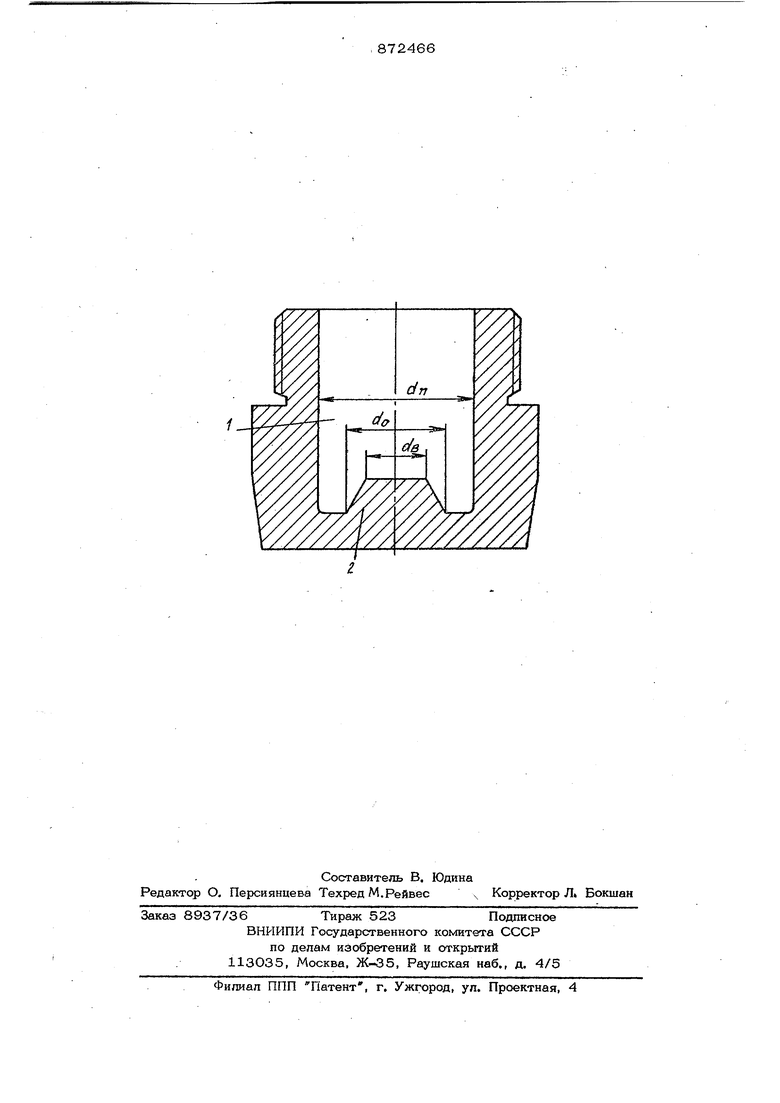
Изобретение относится к устройствам для изготовления стеклоизделай и может быть использовано в стекольной промышленности. По основному авт. св. № 596551 известен пуансон для изготовления стеклоизделий, праймушественно Петри, т.е. стеклоизделий типа тел вращения. Он выполнен с охлаждающей полостью, в осно вании ее по его оси выполнен выступ в форме усеченного конуса lj. Однако для получения качественных стеклоизделий и предотвращения перегревов, а также для повьпиения срока службы пуансона отвод тепла необходимо произво дить не только равномерно, но и в короткий промежуток времени с максимальной скоростью, т.е. с повышенной интенсивностью. Цель изобретения - повьпыение интенсивности равномерного отвода тепла, Цель достигается тем, что в пуансоне для изготовления стеклоизделий, выполненном с охлаждаемой полостью и в .основании ее по его оси с выступом в форме усеченного конуса, отношение диаметра охлаждаемой полости к диаметру нижнего основания выступа находится в пределах 1,2-1,6, а отношение диаметра нижнего основания выступа к диаметру верхнего основания выступа 4-8. На чертеже изображен пуансон для изготовления стеклоизделий, общий вид. Пуансон для изготовления стеклоиздепай выполнен с охлаждаемой полостью 1 и в основании ее по его оси выполнен выступ в форме усеченного конуса 2. Пример конструктивного выполнения пуансона. Диаметр охлаждаемой полости равен 70 мм, диаметр нижнего основания выступа равен 56 мм, диаметр верхнего основания выступа равен 32 мм. Отношение диаметра охлаждаемой полости к диаметру нижнего основания выступ равно 7О/5€ 1,25. Отношение диаметра нижнего основания выступа к диаметру верхнего основания выступа равно 56 р2 1,75. 6 Пуансон при помощи привода совершает возвратно-поступатепьное движение по вертикальной оси, В крайнем нижнем по-г ложении пуансон изготавливает чашки Пет ри. В охлаждаемую полость 1 поступает охлаждающая жидкость. Затем пуансон вбэвращается в исходное крайнее верхнее полшсение и процесс изготовления повторяется. Рациональные соотношения диаметров охлаждаемой полости 1 и нижнего основания выступа и диаметра нижнего основания выступа и верхнего основания выступ позволяют производить равномерный отвод тепла с повьппенной интенсивностью. Теплоотдача в основном идет по боковой поверхносгги тела, передающего тепло. Чтобы плотность теплового потока бы ла постоянной, а все сечение тела, передающего тепло, одинаково эффективно учас врвало в передаче тепла, тело, передающее тепло, должно уменьшаться по высоте. При равных площадях и высотах тел. передающих -теппо более эффективно то тело, которое имеет большую площадь поперечного сечения в основании, а именно в полости пуансона в основании по его оси выполнен выступ в форме усеченного конуса. В конечном итоге боковая поверхность этого выступа и производит передачу тепла охлалсдающей воде, которая, нагреваясь удаляется иа полости. Однако при совершенной интенсификаци производства, при современных повышенных скоростях работы стеклоформуюших машин необходимо этот отвод тепла, как было сказано, производить с максимальной скоростью, т.е. с повышенной интенсивностью. А этого можно добиться только в том сгсучае, если между основными элементами тела (выступа) передающего тепло, существует необходимая зависимос т е. чтобы между диаметром охлаждаемой полости и диаметром нижнегооснования 6 выступа, между диаметром нижнего основания выступа и диаметром верхнего основания выступа существовали определенные и необходимые для достижения поставленной цели зависимости (отношения). Установлено, что отношение диаметра охлаждаемой полости и ц к диаметру нижнего основания выступа GO равно 1:1,2- 1:1,6, т.е. диаметр охлаждаемой полости долженбыть в 1,2-1,6 раза больше диаметра нижнего основания выступа, а отношение диаметра нижнего основания выступа UQ к диаметру верхнего основания выступа а в равно 1:4-1:8, т.е. диаметр нижнего основания выступа в 4-8 раз меньше диаметра верхнего основания. Именно при таких соотношениях отвод тепла производится равномерно и с повышенной интенсивностью. В предлагаемом пуансоне для изготовления стеклоизделий в результате повышенной интенсивности равномерного отвода тепла предотвращаются перегревы, повышается срок службы пуансона, что снижает затраты на его изготовление и, кроме того, повышается качество стеклоизделий, изготавливаемых этими пуансонами, что повышает коэффициент выхода годного. Формула изобретения Пуансон для изготовления стеклоизде- ПИЙ по авт. св. № 596551, о т л и ч аю щ и и с я тем, что, с целью интенсификации отвода тепла, отношение диаметра охлаждаемой полости к диаметру нижнего основания выступа находится в пределах 1,2-1,6, а отношение диаметра нижнего основания выступа к диаметру верхнего основания выступа 4-8. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 596551, кл. С 03 В 11/06, 1976.
