(5) ПУАНСОН ДЛЯ ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Паунсон для формования стеклоизделий | 1976 |
|
SU596552A1 |
| Инструмент для формования стеклоизделий | 1981 |
|
SU977414A1 |
| Пуансон для изготовления стеклоизделий | 1979 |
|
SU872466A2 |
| Устройство для формования стеклоизделий | 1980 |
|
SU947098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097342C1 |
| Пуансон для изготовления стеклоизделий, преимущественно чашек Петри | 1991 |
|
SU1830386A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
| Пуансон для изготовления стекло-издЕлий | 1979 |
|
SU837942A1 |
| Реактор | 1987 |
|
SU1787518A1 |
| Способ закалки стеклоизделий иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU843729A3 |
Изобретение относится к устройствам для формования стеклоизделий и может быть использовано в стеколь- . ной промышленности.
По ocHOBHdMy авт. св. № 596552 известен пуансон для изготовления стеклокзделий, преимущественно стеклоизделий большого диаметра со сферической и смежной асимметричной рабочей поверхностью, например рассеивателёй света автомобильных фар . Пуансон содержит корпус с охлаждаемой полостью, крышку снабженную коллектором, соединенными протоками с охлаждаемой полостью, отводным каналом, насадку в виде воронки, установленную в полости корпуса rfo его оси и соединенной с отводным каналом крышки С
Однако при современной интенсифи-. Кации производства и повышенных скоростях формования стеклоизделий отвод тепла необходимо производить не
ТОЛЬКО равномерно, но и в короткий промежуток времени с максимальной скоростью, т.е. с повышенной интенсивностью, А этого можно добиться только в том случае, если между основными элементами тела, передающего тепло, существуют необходимые зависимости.
Цель изобретения - повышение интенсивности равномерного отвода -ла.
Указанная цель достигается тем, что в пуансоне для формования стеклоизделий отношение диаметра охлаждаемой полости к диаметру нижнего осно-.
15 вания насадки равно 1,1-2, а отношение диаметра нижнего основания насадки к диаметру верхнего основания насадки равно .
20
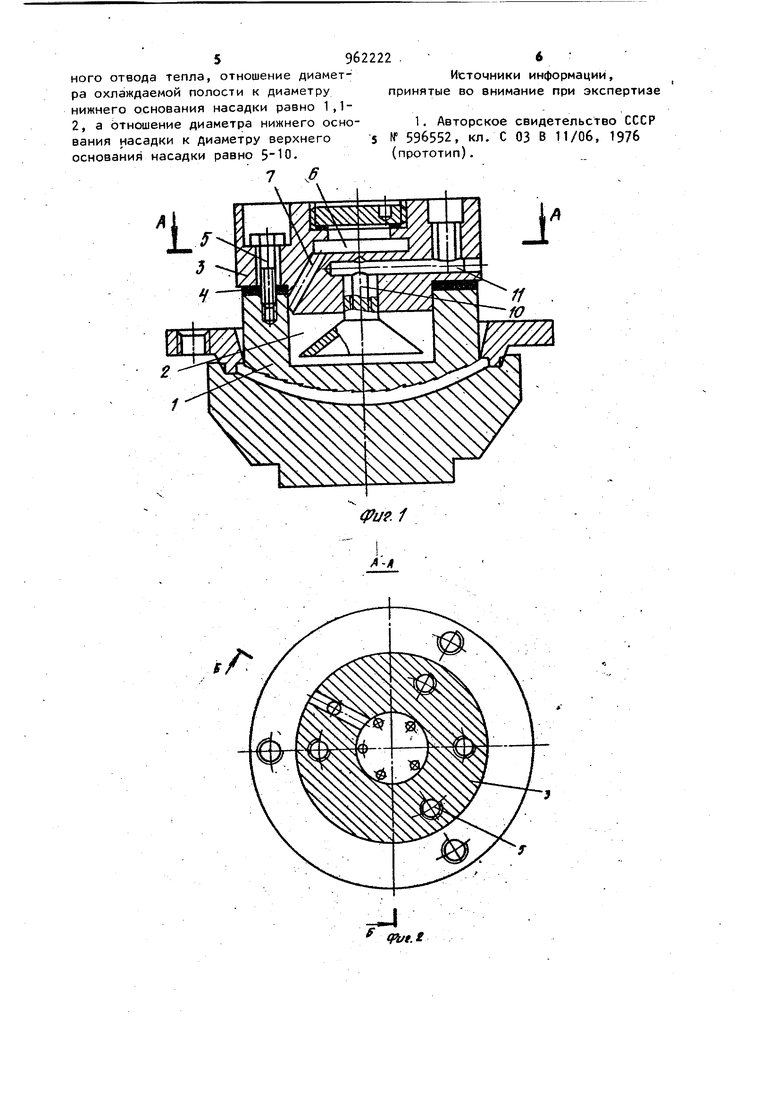
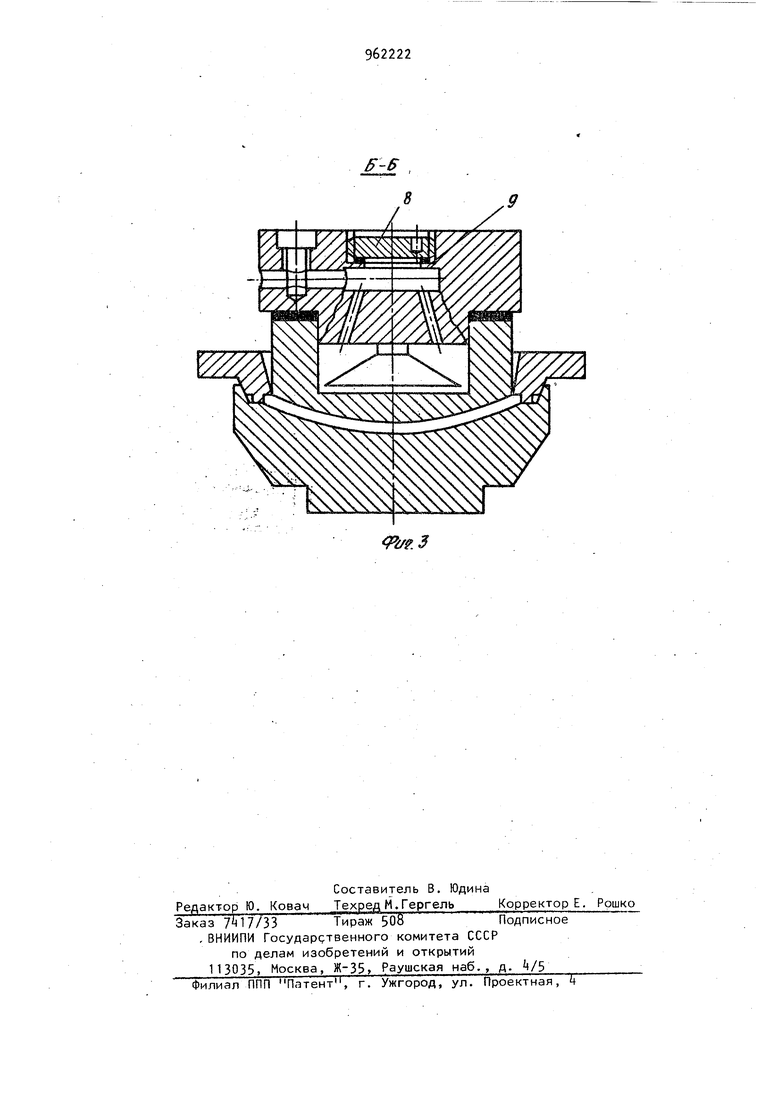
На фиг. 1 изображен предлагаемый пуансон, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2 (с частичным вырезом) 3 Пуансон для формования стеклоизделий содержит корпус 1 с охлаждаем полостью 2. На корпус 1 насажена крышка 3. Между корпусом 1 и крышко 3 находится уплотнительная прокладка k. Корпус 1 и к0ышка 3 соединены винтами S- В крышке 3 расположен коллектор 6, связанный протоками 7 с охлаждаемой полостью 2. Над колле тором 6 размещена заглушка 8. Между крышкой 3 и заглушкой 8 находится уплотнительная прокладка 9- В охлаж даемой полости 2 по оси корпуса 1 установлена насадка 10 в виде ворон ни, соединенная с отводным каналом 11 крышки 3- . Пример. Диаметр охлаждаемо полости равен 110 мм диаметр нижне го основания насадки равен 100 мм, диаметр верхнего основания насадки 1 О мм. , Отношение диаметра охлаждаемой полости к диаметру нижнего основа1101,1, а отния насадки равно ношение диаметра нижнего основания насадки к диаметру верхнего основа|ния насадки равно Нижний предел отношения диаметра охлаждаемой полости к диаметру нижн го основания насадки не может быть. меньше 1,1, так как в этом случае охлаждающий поток воды будет встречать сильное сопротивление, что отрицательно скажется на достижении положительного эффекта. А верхний предел отношения диаметра охлаждаемой полости к диаметру нижнего основания насадки 2,0 выбран по следующим причинам: для того, чтобы напор охлаждающего потока был максимальный или по крайней мере приближался к нему, необходимо чтобы разница между площадью поперечного сечения охлаждаемой полости и площадью поперечного сечения нижнего основания насадки не превышала порядка . Если эта разница будет меньше, то охлаждающий поток без напора подходит к охлаждаемой поверхности и тем самым резко снижа ется интенсивность равномерного отвода тепла. Отношение диаметра нижнего основ ния. насадки к диаметру верхнего основания насадки равно 5-10 по следу ющим причинам. 2 Так как охлаждающая жид сость входит через нижнее основание насадки и выходит через верхнее, то для создания хорошего напора необходимо, чтобы на выходе (верхнее основание насадки) диаметр был намного меньше, чем на входе (нижнее о,снование). Это и достигается указанным в формуле соотношением. Пуансон совершает движение по вертикальной оси вниз. В крайнем нижне-м положении пуансон формует стеклоизделие. Охлаждаемая жидкость поступает вначале в коллектор 6, а затем по протокам 7 в охлаждаемую полость 2 корпуса 1. При прохождении охлаждающей жидкости через охлаждаемую полость 2, а затем через зазор между охлаждаемой полостью 2 и нижним основанием насадки 10 (в этом месте отношение диаметра охлаждаемой полости к. диаметру нижнего основания насадки равно-1,1) и при прохождении жидкости вверх от нижнего основания насадки 10 к верхнему {отношение диаметра нижнего основания насадки к диаметру верхнего основания равно 10) происходит равномерный и с повышенной интенсивностью отвод тепла от сферической, сложной асимметричной рабочей поверхности корпуса 1, разогревшейся от соприкосновения с расплавленной стекломассой. Через отводной канал 11 жидкость удаляется иЭ полости 2, а на ее место подается другая порция охлаждающей жидкости. Этот процесс происходит постоянно в течение всего срока эксплуатации пуансона. Предлагаемый пуансон позволяет за счет повышения интенсивности равномерного отвода тепла в момент формования стеклоизделий повысить качество стеклоизделий, увеличить производительность и стойкость стеклоформ, а следовательно, и выпуск стеклоизделий, снизить затраты н.а производство стеклоизделий. Все это в конечном итоге позволяет снизить себестоимость стеклоизделий. Формула изобретения Пуансон для формования стеклот изделий по авт. св. № 596552, отличающийся тем, что, с целью повышения интенсивности равномер5962222 .6
ного отвода тепла, отношение диамат-Источники информации
ра охлаждаемой полости к диаметру принятые во внимание при экспертизе нижнего основания насадки равно 1,.пертизе
2, а отношение диаметра нижнего осно- 1. Авторское свидетельство СССР вания насадки к диаметру верхнего s № 596552, кл. С 03 В 11/06 1976 основания насадки равно 5-10.(прототип).
Т .6
