Изобретение относится к механосборочному производству, а именно к сборке наконечников гибких шлангов.
Известен способ сборки наконечников гибких шлангов, заключающийся в запрессовке вкладыша в корпус наконечника и последующей его зачеканке, при этом на дне глухой полости корпуса наконечника выполнен кольцевой выступ, который заминают при зачеканке вкладыша. Вкладыш также выполняют с заходной фаской на торце для ориентации при запрессовке (Патент США US 2003/0090107 А1, НКИ 285/256, опубл. 15.05.2003).
Недостатком данного способа является необходимость в предварительном изготовлении корпуса наконечника с кольцевым выступом на дне глухой полости, кроме того необходимость выполнение фаски на торце вкладыша для облегчения его ориентации при запрессовке. Необходимость наличия фаски для облегчения ориентации вызвана тем, что на дне глухой полости корпуса наконечника выполнен кольцевой выступ, формирующий острую кромку при переходе глухой полости в полость, предназначенную для запрессовки вкладыша.
Указанные выше недостатки приводят к увеличению трудоемкости при изготовлении изделия.
Известен способ сборки наконечников гибких шлангов, заключающийся в запрессовке вкладыша в корпус наконечника и последующей его зачеканке, при этом запрессовку вкладыша в наконечник осуществляют в два этапа, на первом из которых запрессовку ведут с минимально допустимым усилием, а на втором - с максимально допустимым, осуществляя на каждом этапе контроль усилия запрессовки, отбраковывая на первом этапе детали, усилия, запрессовки которых меньше минимально допустимого, а на втором больше максимально допустимого (Авторское свидетельство SU 1266700, кл. B23P 19/02, B23P 17/00, опубл. 30.10.1986).
Недостатком способа является необходимость проведения дополнительных этапов при операции запрессовка вкладыша в корпус наконечника гибких шлангов, при этом на каждом этапе необходимо осуществлять контроль усилия запрессовки, что достаточно трудоемко. Также, недостатком является невысокое качество сборки, выражаемое в отсутствии герметичности готовых изделий, так как одной операции зачеканки недостаточно для надежного и герметичного соединения вкладыша и корпуса наконечника.
Наиболее близким техническим решением является способ сборки наконечников гибких шлангов, включающий запрессовку вкладыша в корпус наконечника, формирование на дне полости корпуса кольцевой канавки диаметром (1,2…1,6)D, где D - диаметр вкладыша, посредством пуансона с кольцевым выступом, зачеканку вкладыша в корпус наконечника пуансоном со ступенчатым выступом, диаметр которого равен диаметру ранее полученной кольцевой канавки (Патент РФ №2489245, кл. B23P 11/00, опубл. 10.08.2013).
Недостатком данного способа является отсутствие надежного соединения вкладыша и корпуса наконечника, что приводит к течи жидкости которая циркулирует в гибком шланге под высоким давлением. Наличие течи в соединении вкладыша и корпуса наконечника является критичным с точки зрения работоспособности эксплуатируемой системы, ее устранение трудоемкое и затратное, а если гибкий шланг с наконечниками установлен на транспортное средство возникновение течи прямо влияет на безопасность человека эксплуатирующее транспортное средство.
Задачей изобретения является повышение качества сборки вкладыша и корпуса наконечников гибких шлангов.
Технический результат заключается в обеспечении герметичности готового соединения вкладыша и корпуса наконечников гибких шлангов.
Данная задача решается, а технический результат достигается благодаря тому, что в предлагаемом способе сборки наконечников гибких шлангов, включающем запрессовку вкладыша в корпус наконечника, формирование на дне полости корпуса кольцевой канавки, посредством пуансона с кольцевым выступом, зачеканку вкладыша в корпус наконечника пуансоном со ступенчатым выступом, диаметр которого равен диаметру ранее полученной кольцевой канавки согласно, согласно изобретению, сборку осуществляют за четыре позиции, при этом на первой позиции осуществляют запрессовку вкладыша с утолщением в форме усеченного конуса, с торца имеющего основание с меньшим диаметром, в корпус наконечника с цилиндрической полостью диаметром равным диаметру меньшего основания утолщения вкладыша, на второй позиции, на дне глухой полости вышеназванного корпуса, посредством пуансона с кольцевым выступом с углом клина 30° формируют кольцевую канавку диаметром (1.2÷1.6)D, где D - диаметр большего основания усеченного конуса вкладыша, на третьей позиции пуансоном с кольцевым выступом равным диаметру ранее полученной кольцевой канавки и углом клина равному 45°, расклинивают канавку, а на последней четвертой позиции следующим пуансоном со ступенчатым выступом с диаметром ступени равным диаметру ранее полученной кольцевой канавки зачеканивают вкладыш в корпус наконечника.
Надежное соединение обеспечивается за счет того, что на первой позиции осуществляют запрессовку вкладыша, который имеет утолщение в форме усеченного конуса, торец усеченного конуса со стороны которого осуществляют запрессовку вкладыша, имеет основание с меньшим диаметром, при этом цилиндрическая полость корпуса наконечника имеет диаметр равный диаметру меньшего основания усеченного конуса утолщения вкладыша. Кроме того, благодаря последовательному формированию канавки пуансоном с кольцевым выступом и углом клина 30° диаметром (1.2÷1.6)D, где D - диаметр большего основания усеченного конуса вкладыша, расклиниванию канавки на третьей позиции пуансоном с кольцевым выступом равным диаметру ранее полученной канавки и углом клина равному 45°, и дальнейшей зачеканке достигается надежное соединение вкладыша и корпуса наконечника.
Надежное соединение обеспечивает технический результат заключающийся в герметичности готового соединения вкладыша и корпуса наконечника гибких шлангов и предотвращает появление течи жидкости циркулирующей под высоким давлением в гибком шланге соединенным с наконечником.
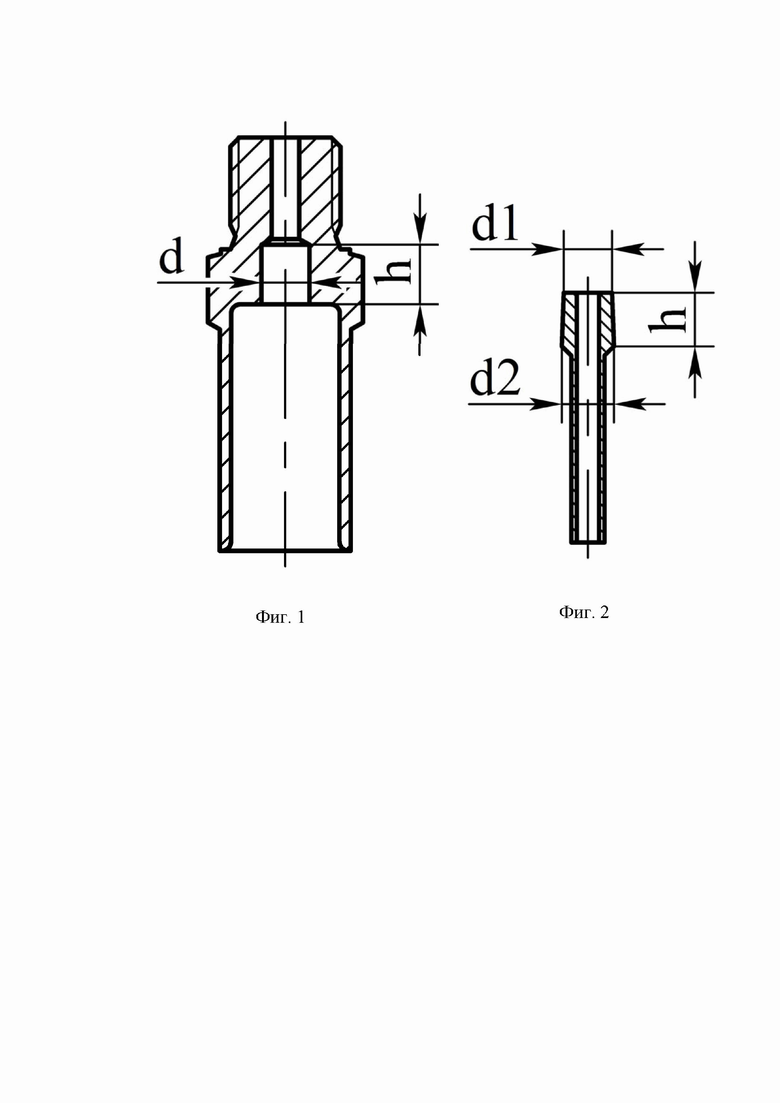
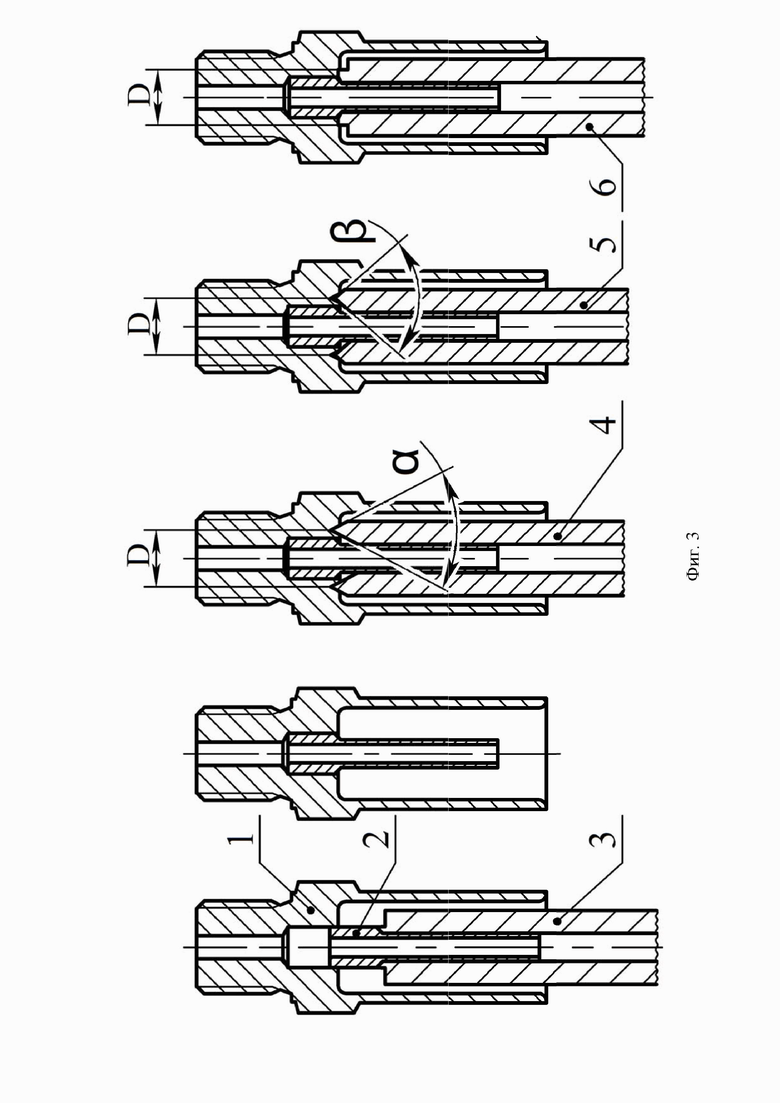
Изобретение поясняется чертежами. На фиг. 1 представлен корпус наконечника гибких шлангов. На фиг. 2 представлен вкладыш наконечника гибких шлангов. На фиг. 3 представлен технологический процесс сборки наконечников гибких шлангов.
Корпус наконечника гибких шлангов на фиг. 1 имеет цилиндрическую полость d диаметром ∅5,2 мм предназначенную для запрессовки наконечника гибких шлангов, при этом она имеет глубину h равную 6,5 мм.
Вкладыш наконечника гибких шлангов изображен на фиг. 2 с утолщением в форме усеченного конуса, с торца имеющего основание с меньшим диаметром d1 равным ∅5,2 мм, при этом утолщение имеет с другой стороны большее основание конуса d2 равное ∅5,25 мм.
Способ сборки наконечников гибких шлангов на фиг. 3 осуществляется следующим образом. Корпус наконечника 1 и вкладыш 2 подаются раздельно на сборку посредством автоматических бункерно-загрузочных ориентирующих устройств (не показаны), при этом вкладыш своим меньшим диаметром устанавливается в отверстие толкателя 3, а корпус устанавливается на поворотный стол.
При перемещении поворотного стола корпус подается на первую позицию запрессовки, где толкатель 3, перемещаясь поступательно вдоль оси глухой полости корпуса наконечника 1, запрессовывает вкладыш в вышеупомянутый корпус, затем толкатель 3 отходит обратно.
Далее при перемещении поворотного стола корпус с запрессованным вкладышем подается на вторую позицию, где пуансон 4 с кольцевым выступом диаметром D равным ∅6,3 мм, составляющим 1.2 от диаметра d2 большего основания усеченного вкладыша равного ∅5,25 мм, и с углом клина α равным 30°, формирует кольцевую канавку. При увеличении габаритов наконечников, диаметра цилиндрической полости и соответственно диаметров меньшего и большего основания усеченного конуса утолщения вкладыша, соотношение D/d2 увеличивается до 1,6.
Далее поворотный стол перемещает корпус наконечника с запрессованным вкладышем на третью позицию, где посредством пуансона 5 с кольцевым выступом диаметром D равным ∅6,3 мм и с углом клина β равным 45°, увеличивается ширина и глубина сформированной ранее кольцевой канавки, расклинивая ее.
Далее поворотный стол перемещает корпус наконечника с запрессованным вкладышем на четвертую окончательную позицию, где посредством пуансона 6 с ступенчатым выступом и с диаметром ступени D равным диаметру кольцевой канавки ∅6,3 мм, производят зачеканку вкладыша в корпус наконечника для более плотного их соединения.
Использование предлагаемого способа позволяет получить герметично запрессованный вкладыш без нарушения геометрии внутренней поверхности глухой полости корпуса наконечника.
Итак, предлагаемый способ может быть использован при сборке наконечников гибких шлангов различных конструкций, высокотехнологичен и предлагается к внедрению на АО «Уфимское агрегатное производственное объединение».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ НАКОНЕЧНИКОВ ГИБКИХ ШЛАНГОВ | 2012 |
|
RU2489245C1 |
| Автомат для сборки наконечников гибких шлангов | 1984 |
|
SU1186454A1 |
| ШАРОВОЙ ШАРНИР | 2011 |
|
RU2475652C1 |
| ШАРОВОЙ ШАРНИР | 2010 |
|
RU2440517C1 |
| Устройство для сборки деталей запрессовкой и подачи смазки | 1987 |
|
SU1433748A1 |
| Устройство для очистки канализационных трубопроводов | 1990 |
|
SU1794149A3 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ГАЗА | 2002 |
|
RU2217728C2 |
| СОЕДИНЕНИЕ ГИБКОГО ШЛАНГА С ЖЕСТКИМ ЭЛЕМЕНТОМ | 2022 |
|
RU2808336C1 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| Устройство для сборки прессовых соединений деталей с зачеканкой | 1990 |
|
SU1764926A1 |
Изобретение относится к способу сборки наконечников гибких шлангов. Осуществляют запрессовку вкладыша с утолщением в форме усеченного конуса, с торца имеющего основание с меньшим диаметром, в корпус наконечника с цилиндрической глухой полостью, диаметр которой равен диаметру меньшего основания утолщения вкладыша. На дне глухой полости указанного корпуса посредством пуансона с кольцевым выступом и углом клина 30° формируют кольцевую канавку диаметром (1,2-1,6)d, где d - диаметр большего основания усеченного конуса вкладыша. Пуансоном с кольцевым выступом, равным диаметру ранее полученной кольцевой канавки, и углом клина, равным 45°, расклинивают данную канавку. Пуансоном со ступенчатым выступом с диаметром ступени, равным диаметру ранее полученной кольцевой канавки, зачеканивают вкладыш в корпус наконечника. В результате повышается качество сборки наконечников гибких шлангов и обеспечивается их герметичность. 3 ил., 1 пр.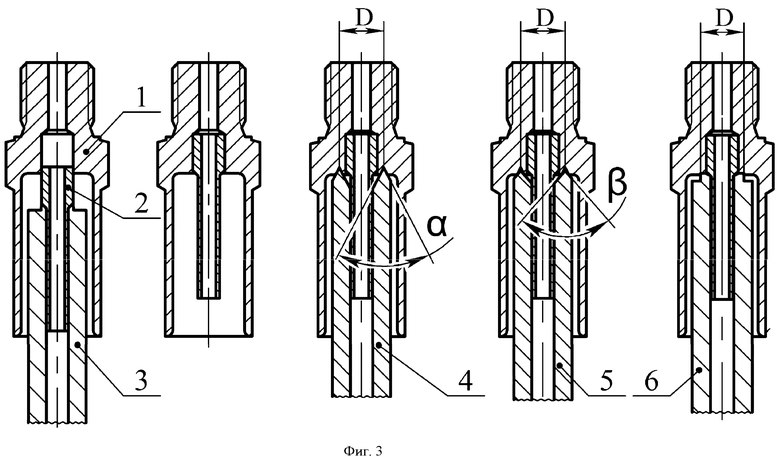
Способ сборки наконечников гибких шлангов, включающий запрессовку вкладыша в корпус наконечника, формирование на дне полости корпуса кольцевой канавки посредством пуансона с кольцевым выступом, зачеканку вкладыша в корпус наконечника пуансоном со ступенчатым выступом, диаметр которого равен диаметру ранее полученной кольцевой канавки, отличающийся тем, что сборку осуществляют на четырех позициях, при этом на первой позиции осуществляют запрессовку вкладыша с утолщением в форме усеченного конуса, с торца имеющего основание с меньшим диаметром, в корпус наконечника с цилиндрической глухой полостью, диаметр которой равен диаметру меньшего основания утолщения вкладыша, на второй позиции на дне глухой полости указанного корпуса посредством пуансона с кольцевым выступом и углом клина 30° формируют кольцевую канавку диаметром (1,2-1,6)d, где d - диаметр большего основания усеченного конуса вкладыша, на третьей позиции пуансоном с кольцевым выступом, равным диаметру ранее полученной кольцевой канавки, и углом клина, равным 45°, расклинивают данную канавку, а на последней четвертой позиции следующим пуансоном со ступенчатым выступом с диаметром ступени, равным диаметру ранее полученной кольцевой канавки, зачеканивают вкладыш в корпус наконечника.
| СПОСОБ СБОРКИ НАКОНЕЧНИКОВ ГИБКИХ ШЛАНГОВ | 2012 |
|
RU2489245C1 |
| СПОСОБ СБОРКИ НАКОНЕЧНИКОВ С ПУСТОТЕЛЫМ ЭЛАСТИЧНЫМ СТЕРЖНЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1780256A1 |
| Способ сборки наконечников гибких шлангов | 1984 |
|
SU1266700A1 |
| СПОСОБ КОНСЕРВИРОВАНИЯ КОМПОТА ИЗ АЙВЫ В БАНКАХ СКО 1-82-350 | 2014 |
|
RU2560565C1 |

