(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ПЕЧИ ДЛЯ НАГРЕВА ЗАГОТОВОК
I
Изобретение относится к автоматизации технологических процессов в черной металлургии и может быть применено для управления печами с шагающим подом при одностороннем нагреве металла на станах горячей прокатки.
Известно устройство, для управления загрузкой печи, содержащее привод толкателя, привод щагающих балок, блок управления, первый и второй выходы которого подключены к приводу толкателя и к первому входу привода щагающих балок соответственно, задатчик щирины и задатчик интервала между слябами, подключенные к первым и BjopbiM входам блока управления соответственно, датчик перемещения щагающих балок, выход которого подключен к пдестому входу блока управления, датчик наличия слябов на позиции выдачи печи, подключенный к входам датчика перемещения балок и второму входу привода щагающих балок, счетчик числа щагов балок, выход которого подключен к пятому входу блока управления, датчик окончания полного щага балок, выход которого подключен к входу счетчика, и датчик перемещения
толкателя, подключенный к четвертому входу блока управления. Загрузка данной печи включает в себя две операции: подача толкателя сляба на заданную позицию в зоне загрузки печи (с заданным интервалом относительно предыдущего сляба); транспортирование щагающими балками (или шагающим подом) последовательного ряда слябов в печи с целью подачи сляба, подлежащего выдаче из печи на заданную позицию в зоне выгрузки печи.
Вторая операция рассматриваемым уст10ройством выполняется следующим образом.
Фиксация наличия сляба на заданной позиции в зоне выгрузки печи выполняется датчиком наличия заготовок. При появлении сигнала этого датчика перемещение шагаю15 ш;их балок к торцу выгрузки печи останавливается, балки опускаются в нижнее положение и отводятся к торцу загрузки печи. Специфика печей с шагающим подом и односторонним нагревом металла состоит в том, что при отводе шагающего пода от
20 торца выгрузки печи образуются проемы. Из-за подсосов холодного воздуха происходит остывание заготовок и, как следствие.
снижение производительности прокатного оборудования, обусловленное нарушением температурного режима обработки металла давлением. По этой причине стремятся минимизировать время открытия проемов 1.
Недостатком известного устройства управления является невозможность минимизировать время открытия проемов, так как останов перемещения шагающих балок происходит в любой точке их рабочего хода, что объясняетсяслучайным характером расположения слябов в печи. С равной вероятностью передняя кромка сляба может быть зафиксирована датчиком в начале, середине или конце выполняемого щага балок. Если даже не выполнять отвод балок к торцу загрузки печи, средняя величина проема равна половине длины шага балок.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, которое содержит приводы механизмов загрузки печи толкателя и шагающих балок, блок управления, первый и второй выходь которого подключены к приводу толкателя и первым входам привода шагающих балок соответственно, задатчики ширины заготовки и интервала между заготовками, подключенные к первому и второму входам блока управления соответственно, датчик наличия заготовок,-датчик перемещения толкателя, подключенный к четвертому входу блока управления, счетчик числа шагов балок, выход которого подключен к пятому входу блока управления, датчик окончания полного шага балок, подключенный ко входу счетчика, блок сравнения, первый и второй входы которого подключены к датчикам наличия заготовок и окончания полного щага балок соответственно, а выход подключен к третьему входу блока управления и второму входу привода шагающих балок. Управление загрузкой печи данным устройством осуществляется следующим образом.
При ходе толкателя в направлении от печи с помощью датчика его перемещений измеряется координата 5ь положения заготовки в зоне загрузки печи, которая запоминается в блоке управления. Далее производится перемещение последовательного ряда заготовок в печи до поступления первой из них в зону выдачи, размер которой равен полному шагу балок LM. Прекращение цикла балок осуществляется по совпадению информационных сигналов датчика наличия заготовки и датчика полного шага балок, блок сравнения формирует при этом соответствующий сигнал. Величина перемещения DI ряда определяется по данным счетчика, регистрирующего число N полных шагов балок, т. е. DJ L M.N. Ширина заготовки WA и интервал между заготовками 1W задаются вручную с помощью задатчиков; расчет необходимого хода толкателя SA и формирование соответствующих управляющих сигналов производится блоком управления, где
SA Sb -Ь DB - WA - А W. После окончания операции загрузки печи с выхода блока управления поступает, управляющий сигнал на вход привода щагающих балок, цикл которых выполняется при отсутствии заготовок в зоне выг рузки (отсутствие сигнала на выходе блока сравнения) 2. Таким образом, после окончания загрузQ ки и выгрузки печи балки отводятся к торцу загрузки печи. Однако, если считать, что их цикл прекращается после прихода в нижнее положение у торца выгрузки печи, то задача минимизации времени открытия проемов полностью решается. Но в этом случае
5 производительность транспортной системы печи становится существенно меньше, так как к моменту окончания процессов загрузки и выгрузки цикл шагания начинается не с подъема у торца загрузки печи, а с отвода их от торца выгрузки печи в нижнем положении. В ряде случаев при этом сдерживается ритм прокатки заготовок, что особенно существенно для мелкого сортамента, когда производительность нагрева и прокатки металла достаточно высоки.
5 Цель изобретения - повышение темпа загрузки печи за счет синхронизации работы приводов толкателя, шагающих балок и механизма выгрузки печи.
Эта цель достигается тем, что устройство с приводами .толкателя, щагающих балок i и механизма выгрузки печи, содержащее блок управления, первый выход которого подключен ко входу привода толкателя, заддтчики ширины заготовки и интервала
5 между заготовками, подключенные к первому и второму входам блока управления соответственно, датчики перемещения толкателя и окончания полного шага балок, подключенные к третьему и четвертому входам блока управления соответственно, и датчик
0 наличия заготовок, дополнительно введены первый блок логики, первый, второй и третий входы которого подключены к датчику окончания полного шага балок, к приводу механизма выгрузки печи и к датчику наличия заготовок соответственно, а выход - к первому входу привода, шагающих балок, и второй блок логики, первый вход которого подключен ко второму выходу блока управления, второй вход - к. выходу привода толкателя, а выход - ко второму входу
0 привода щагающих балок.
Введение в предлагаемое устройство первого блока логики, первый, второй и третий входы которого подключены к датчику окончания полного шага балок, к приводу механизма выгрузки печи и к датчику
наличия заготовок соответственно, а выход - к первому входу известного привода шагающих балок, позволяет запретить включение привода щагающих балок при наличии
сигналов датчиков окончания полного шага балок и наличия заготовок, фиксирующих нахождение шагающих балок в нижнем переднем положении и наличие заготовок в зоне выгрузки печи соответственно, снимает запрет на включение привода шагающих балок в момент начала цикла.выгрузки печи по сигналу, поступающему из привода механизма выгрузки печи. Кроме того, введение в предлагаемое устройство второго блока логики, первый вход которого подключен ко второму выходу известного блока управления, второй вход - к выходу привода -толкателя, а выход - ко второму входу привода шагающих балок, позволяет запретить по сигналу, поступающему со второго выхода известного блока управления, включение привода шагающих балок при наличии свободного места в зоне загрузки печи для подачи очередной заготовки впечь, снять запрет на включение привода шагающих балок в момент начала загрузки печи по сигналу, поступающему из известного привода толкателя.
Совокупность перечисленных новых блоков и их связей с известными блоками предлагаемого устройства позволяет включить привод шагающих балок для их отвода из нижнего переднего положения (у торца выгруз ки печи) в нижнее заднее (у торца загрузки печи) положение в момент снятия запрета первым блоком логики (включайт привод механизма выгрузки печи, начат цикл йыгрузки печи) при снятом запрете вторым блоком логики (цикл загрузки продолжается или окончен); в момент снятия запрета вторым блоком логики (включают привод толкателя, начат цикл загрузки) при снятом запрете первым блоком логики (цикл выгрузки продолжается или окончен).
Следовательно, момент отвода шагающих балок из нижнего переднего положения в нижнее заднее положение синхронизируется с моментом начала циклов загрузки и выгрузки печи, т. е. с момента включения приводов толкателя и механизма выгрузки печи.
Таким образом, в предлагаемом устройстве вследствие того, что синхронизируется работа приводов механизмов загрузки и выгрузки печи, появляется возможность совместить работу этих приводов на отрезке времени, равном примерно длительности отвода щагающих балок из переднего в заднее положение, что по сравнению с известным устройством сокращает время, затрачиваемое на процесс загрузки печи и, следовательно, приводит к повыщению темпа загрузки печи.
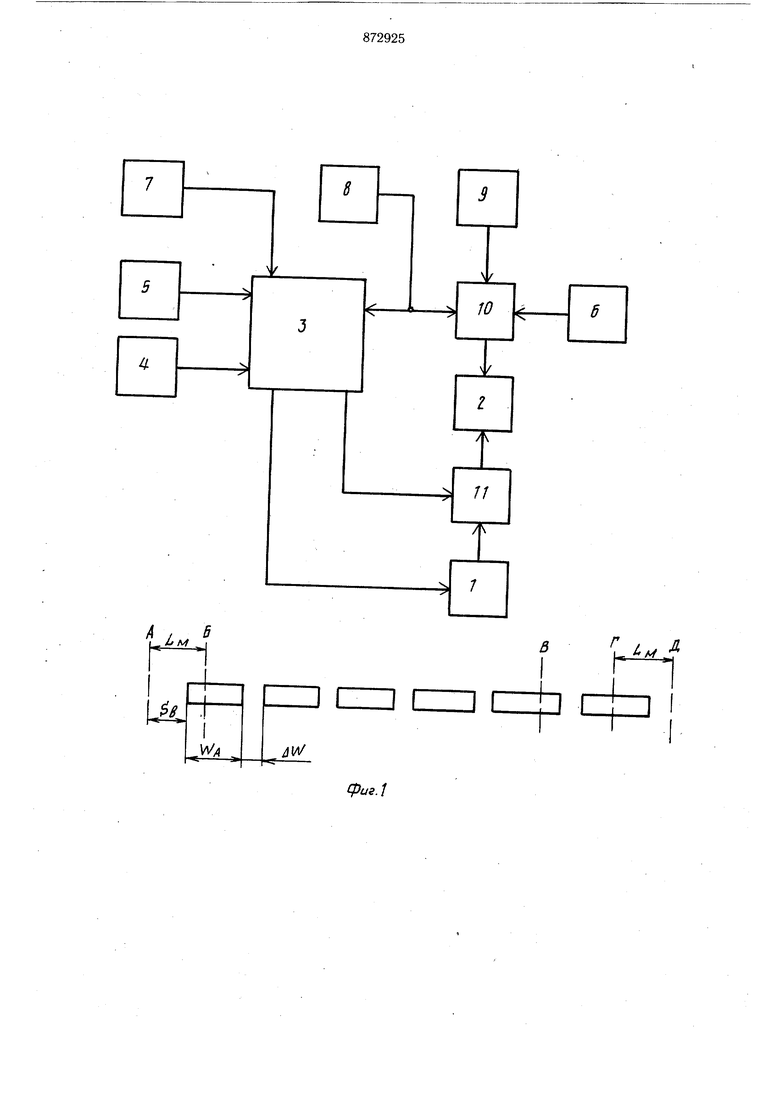
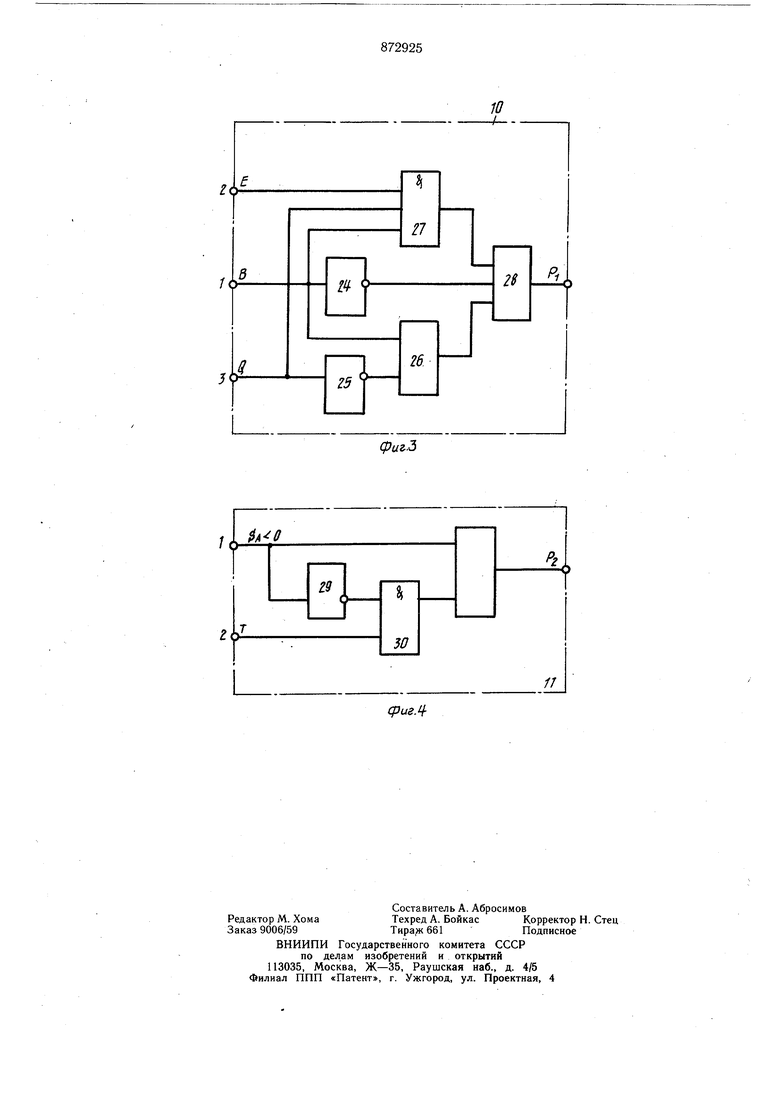
На фиг. 1 изображена блок-схема предлагаемого устройства управления загрузкой печи для нагрева заготовок; на фиг. 2 - блок-схема блока управления; на фиг. 3, 4 - схемы первого и второго блока логики соответственно.
Устройство (фиг. 1) содержит привод 1 толкателя, привод 2 щагающих балок, блок 3 управления, первый выход которого подключен ко входу привода I, задатчик 4 щири-ны заготовки и задатчик 5 интервала
5 между заготовками, подключенные к первому и второму входам блока 3 управления соответственно, датчик 6 наличия заготовок, датчик 7 перемещения толкателя, подключенный к третьему входу блока 3, датчик 8 окончания полного шага балок, привод 9
механизма выгрузки печи, первый блок 10 логики, первый, второй и третий входы которого подключены к датчику 8, приводу 9 и датчику 6 соответственно, а выход к первому входу привода 2, и второй блок 11
5 логики, первый вход которого подключен ко второму выходу блока управления, второй вход - к выходу привода толкателя, а выход - ко второму входу привода шагающих балок, датчик 8 подключен также к четвертому входу блока 3. Датчик 7 выполнен
в виде импульсного датчика с тремя выходами. На первом выходе фор.мируются путевые и.мпульсы при ходе толкателя к печи, на втором - такие же импульсы при ходе толкателя от печи, на третьем выходе фор5 мируется импульснь1Й сигнал при прохождении толкателем фиксированной точки, при нятой за начало отсчета.
Вариант блока у.правления 3 (фиг. 2) содержит сумматор 12, первый и второй входы которого (являются первым и вторым
0 входами блока 3) подключены к выходам задатчиков 4 и 5 соответственно), реверснвный счетчик 13, установочные входы которого подключены к выхода.м сумматора 12, элементы 14, 15 И, первые входы которых подключены к выходам один и два датчика 7
5 соответственно (через третий вход блока 3). RS-триггер 16, прямой выход которого подключен ко вторым входам эле.ментов 14 и 15 соответственно, причем двухвходовые элементы И на входах S и R триггера 16 первыми входами подключены к выходу три, а вторыми - к выхода.м один и два датчика 7 соответственно, генератор 17 импульсов, элемент 18 И первый вход которого гюдк.чючен к генератору 17, счетчик 19 импульсов, счетный вход которого подключен к выходу
5 элемента 18, вход начальной установки (четвертый вход блока 3) - к выходу датчика 8, а выход счетчика 19 соединен со вторым входом элемента 18; элемент 20 ИЛИ, входы которого подк.лючсны к выхода.м элемо.-тов 15 и 8, RS-триггер 21 с двухвходовыми
0 элементами И на входах и, первые входы которых соединены между собой и подключены к выходу счетчика 3, а втор.ые -к выходу элемента 20, счетному входу «Вычитание счетчика 13 и к выходу элемента 14, счетному входу «Сложение счетчика 3 соответственно, RS-триггер 22 и олновибратор 23, вход которого подключен к пря.мому выходу триггера 22, а выход - к Bxo;iy
разрешения записи кода счетчика 13, причем входы S и R триггера 22 подключены к выходам элементов 15 и 14 соответственно. Прямой выход триггера 21 (первый выход блока 3) подключен к входу привода 1 толкателя, инверсный выход этого триггера (второй выход блока 3) подключен к первому входу блока логики 11.
Первый блок логики 10 (фиг. 3) содержит инверторы 24 и 25, входы которых (первый и третий вход блока 10 подключены соответственно к выходам датчиков 8 и 6), элемент 26 И, входы которого подключены к выходу элемента 25 и входу элемента 24, элемент 27 И, два входа которого соединены с входами элементов 24, 25 соответственно, а третий вход подключен к выходу привода 9 (на вход два блока 10), элемент 28 ИЛИ, входы которого подключены к выходам элементов 27, 24 и 26 соответственно, а выход, являющийся выходом блока 10, подключен к первому выходу привода 2.
Блок логики 11 (фиг. 4) содержит инвертор 29, вход которого (первый вход блока 11) подключен к второму выходу блока 3, -элемент 30 И, первый вход которого подключен к выходу инвертора 29, а второй вход (второй вход блока 11) - к выходу привода 1, элемент 31 ИЛИ, входы которого подключены к выходу элемента 30, входу элемента 29, а его выход, являющийся выходом блока 11, подключен ко второму входу привода 2.
Предлагаемое устройство работает следующим образом.
При ходе толкателя к печи с заготовкой по сигналам датчика 7 (выходы один, три) включается триггер 16 (фиг. 2) в блоке 3. После останова в печи привод 1 реверсируется. В момент реверса через элемент 15 включается триггер 22, так как включен триггер 16 и появляется первый импульс на выходе два датчика 7. При этом одновибратор 23 формирует импульс, разрешающий запись суммы ширины следующей за.TOTOBKH-WA и требуемого интервала AW с выходов задатчиков 4, 5, через сумматор 12 в счетчик 13. Код его, таким образом, соответствует величине WA -bAWA. При дальнейшем ходе толкателя от печи это значение уменьшается на величину Sj (расстояние от точки начала отсчета до задней кромки загруженной в печь заготовки), поскольку на вычитающий вход счетчика поступают импульсы датчика 7 (выход два, элементы 15 и 20). В момент прохождения толкателем точки начального отсчета триггер 16 отключается сигналами с выходов три и два датчика 7 (длительность сигнала на выходе три больше периода следования импульсов на выходах один и два), запрещая прохождение импульсов через элементы 14, 15. Код счетчика 13 в это время соответствует значению WA+AWA, - Sg. Ход толкателя
в зоне загрузки, а следовательно, и величина 5б не превышает обычно величины полного шага балок LM, что обеспечивает возможность раскладки заготовок в печи с любыми требуемыми интервалами AW, причем загрузка заготовок может выполняться после одного или нескольких полных циклов перемещения балок. Величина LM для печей наиболее распространенных щирокополюсных станов горячей прокатки выбирается в 2-4 раза меньшей Минимальной ширины
заготовок. В соответствии с этим полученное значение WA -Ь AWA - , что означает возможность загрузки следующей заготовки без выполнения одного или нескольких шагов балок. Во время выполнения шага сигнал
датчика 8 поступает на вход начальной установки счетчика 29 и удерживает его в начальном состоянии. После окончания шага этот сигнал снимается и счетчик 19 начинает отсчет импульсов генератора 17, преходящих через элемент 18. Одновременно эти импульсы поступают через элемент 20 на вычитающий вход счетчика- 13. Отсчет прекращается, когда код счетчика 19 соответствует величине LM полного шага балок. Соответствующий сигнал выходного дешифратора счетчика запирает элемент 18. После выполнения N шагов балок, код счетчика 13 соотйетствует WA-bAWA - Sg-LMN. Когда после очередного шага балок счетчик переходит через ноль, происходит включение триггера 21, сигнал с прямого выхода которого разрещает очередной цикл загрузки печи, а сигнал с инверсного выхода поступает в блок логики 11.
После получения разрешающего сигнала привод толкателя 1 совершает очередной цикл загрузки. При прохождении толкателем
5 точки начала отсчета включается триггер 16 (сигналы с выходов один и три датчика 7), разрешая прохождение импульсов с выхода один через элемент 14 на вход «Сложение счетчика 13. Первым из этих импульсов отключается триггер 22. Код счетчика 15 на момент начала отсчета соответствует С - SA, где С - емкость счетчика, а SA - координата загрузки заготовки. Таким образом, после отсчета числа импульсов, соответствующего величине SA счетчик 13 снова переходит
5 через ноль, при этом триггер 21 по входу R отключится и остановит привод толкателя. Далее порядок функционирования блока управления 3 повторяется.
Сигнал, соответствующий знаку величины, поступает в блок И (фиг. 4), где формируется первый разрешающий сигнал на выполнение цикла шагания PI по соотнощению
Р| ()V()AT,
где Т-.сигнал начала цикла загрузки, поступающий из привода 1.Сигнал SA О соответствует отключенному (по входу) состоянию триггера 21 блока 3. При другом состоянии этого триггера сигнал имеет значение 5д 0. Сигнал Pi поступает в привод 2 Таким образом обеспечивается максимально возможное совмещение со времени цикла загрузки печи с движением.балок в нижнем положении к торцу загрузки.
Второй сигнал разрешения шага балок PZ формируется блоком 10 (фиг. 3) по соотношению
Р2 BvBAQVBAQAE,
где В - сигнал окончания полного шага балок, поступаюший от датчика 8;
Q - сигнал наличия заготовок на позиции выдачи, поступающий от датчика 6;
Е - сигнал начала цикла разгрузки печи, поступаюший из привода 9.
Таким образом, достигается максимально возможное совмещение во времени цикла разгрузки печи с движением шагающих балок в нижнем положении к торцу загрузки печи.
Цикл шагания выполняется приводом 2 при наличии двух разрешающих сигналов. В предлагаемом устройстве ими являются сигналы Р1И РЗ, поступающие с выходов блоков 11 и 10. Таким образом, цикл шагания всегда выполняется по последнемуч возникшему во времени сигналу Pi и Ра, совмещаясь во времени с циклом загрузки или разгрузки печи соответственно. Время совмещения зависит от скорости работы соответствующих приводов 1, 2, 9 и времени формирования сигналов Т и Е.
Если время движения балок к торцу за. грузки печи tg больше времени t и tf.. времени циклов загрузки и выгрузки печи соответственно, то в качестве сигналов Т и Е выбираются сигналы пуска механизмов, как первые возникающие во времени. Однако циклы загрузки и разгрузки печи обычно включают в себя подъем заслонок печи и потому типичным является выполнение условий
t, t, .
В этом случае сигналы Т и Е выбираются по положению соответствующих механизмов таким образом, чтобы в указанных выра,жениях имело место точное равенство. При этом подъем шагающих балок выполняется сразу после завершения последнего во времени цикла загрузки или выгрузки печи.
Предложенная синхронизация работы приводов механизмов загрузки и выгрузки печи обеспечивает минимизацию времени открытия проемов, которое способствует остыванию заготовок в зоне выгрузки БД (5(то время полностью определяется длительностью цикла шагания и не зависит от-технологических пауз при загрузке печи), -атакже сокращает длительность цикла загрузки печи (повыщает темп загрузки) на 15-20 с, т. е. на время перемещения балок от торца выгрузки к торцу загрузки печи.
Технико-экономический эффект предлагаемого устройства управления загрузкой печи для нагрева заготовок по сравнению
с известным заключается в повышении производительности объекта управления и качества конечной продукции.
Формула изобретения
1. Устройство для управления загрузкой печи для нагрева заготовок с приводами толкателя, шагающих балок и механизма выгрузки печи, содержащее,блок управления, первый выход которого подключен ко входу
0 привода толкателя, задатчики ширины заготовки и интервала между заготовками, подключенные к первому и второму входам блока управления соответственно, датчики перемещения толкателя и окончания полного шага балок, подключенные к третьему и
четвертому входам блока управления соответственно, и датчик наличия заготовок, отличающееся тем, что, с целью повышения темпа загрузки печи за счет синхронизации работы приводов толкателя, шагающих баQ лок и механизма выгрузки печи, устройство содержит первый блок логики, первый, второй и третий входы которого подключены к датчику окончания полного шага балок, к приводу механизма выгрузки печи и к датчику наличия заготовок соответствен.
5 а выход - к первому входу привода шагающих балок, и второй блок логики, первый вход которого подключен ко второму выходу блока управления, второй вход - к выходу привода толкателя, а выход - ко второму входу привода шагающих балок.
0
2.Устройство по п. 1, отличающееся: тем, что первый блсж логики содержит хему ИЛИ, а две схемы И и два инвертора, причем первый вход схемы ИЛИ соединен с выходом первой схемы И, входами которой являются три входа первого блока логики,
5 второй вход схемы ИЛИ через инвертор соединен с первым входом первого блока логики, а третий вход схемы ИЛИ через вторую схему И и второй инвертор соединен с третьим входом первого блока логики,
0 причем второй вход второго блока И яв,пяется первым входом первого блока логик, а выход схемы ИЛИ .выходом первого
блока логики.
3.Устройству по п. 1, отличающееся тем, что второйблок логики содержит инвертор, схему И и схему ИЛИ, причем первый вход схемы ИЛИ является первым входом второго блока логики, второй вход схемы ИЛИ через схему И соединен со вторым входом второго блока логики, второй вход схемы И через инвертор соединен с первым входом второго блока логики, а выход схемы ИЛИ является выходом второго блока логики.
Источники информации, принятые во внимание при экспертизе 5 1. Патент США № 3556492, кл. F27 В 9/14, 1975.
2. Авторское свидетельство СССР по заявке № 2742201, кл. F 27 В 9/40. 1979.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1982 |
|
SU1062487A1 |
| Устройство управления загрузкой печидля НАгРЕВА зАгОТОВОК | 1979 |
|
SU836476A1 |
| Способ управления загрузкой,выгрузкой и перемещением заготовок в печи | 1985 |
|
SU1320631A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1977 |
|
SU731244A1 |
| Устройство для управления загрузкой и перемещением заготовок в нагревательной печи | 1982 |
|
SU1054651A1 |
| Устройство для управления загрузкой,выгрузкой и перемещением заготовок в нагревательной печи | 1985 |
|
SU1307196A1 |
| Устройство для учета перемещаемых изделий | 1983 |
|
SU1096671A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |

A
WA
JM/
-Сриг.1
в
/
1
59
Z5
/С
г9
гб
2S
о
