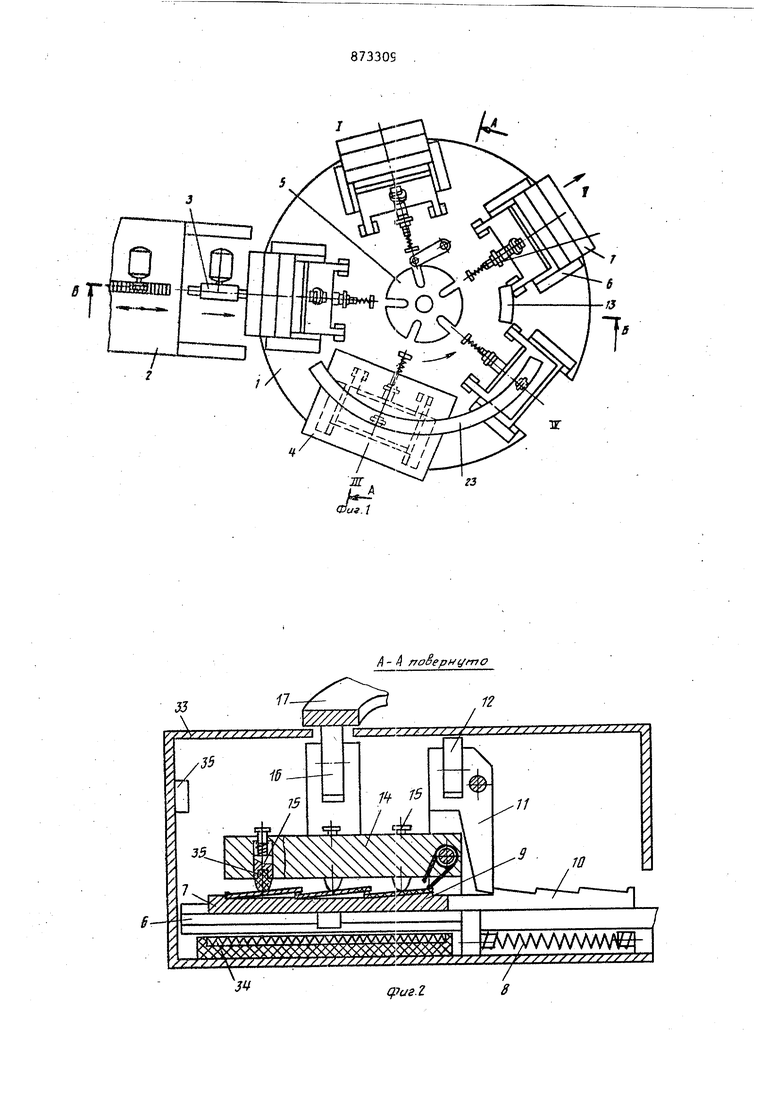
Изобретение относится к полупроводниковой технике, а именно к производству солнечных батарей (СБ) для космического и наземного применения Наиболее близким техническим решением по технической сущности являе ся устройство для -нанесения покрытий содержащее соединенный с приводом транспортирующий ротор, на котором установлены подложки с базирующими выступами на поверхности, фиксаторы элементов модуля, нагреватель подложки с элементами, а также механизм укладки элементов модуля с кареткой на которой установлены захваты, и механизм шагового перемещения подложек Г13- Одна.ко известное устройство, не мо жет обеспечивать высокой точности сборки модулей солнечных батарей. Цель изобретения - повышение производительности и точности взаимного расположения элементов модуля. Цель достигается тем, что в устройстве для сборки модулей, содержащем соединенные с приводом транспортирующий ротор, на котором установлены подложки с базирующими выступами на поверхности, фиксаторы элементов модуля нагреватель подложки, а также расположенные около трансформирующего ротора механизм шагового перемещения подложек и механизм укладки элементов модуля С;кареткой, на которой установлены захваты, и снабженный ползунами с пазами, выполненными в виде направляющей, причем подложки размещены на роторе таким образом, что базовая поверхность выступов расположена по ходу шагового перемещения подложки, а захваты установлены на каретке параллельными рядами с возможностью взаимодействия с ползунами и подложками для элементов. На фиг. 1 изображено устройство, вид; на фиг. 2 - разрез А-А па фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - внешний вид модуля. Устройство состоит из транспортирующего ротора 1, механизма 2 для укладки элементов, мезанизма 3 шагового перемёцения подложек, нагревателя 4 подложек с элементами. Транспортирующий ротор 1 имеет привод периодического перемещения, представляющий собой мальтийский механизм 5. На роторе 1 в направляющих 6. установлены подложки 7 и пружины 8 На поверхности подложки 7 включены выступы 9. Зубчатая рейка 10, закрепленная на подложке 7, может взаимодействовать с собачкой 11, закг репленной на. роторе 1. На собачке 11 установлен ролик 12 для взаимодействия с копиром 13. Над каждой подложкой 7 на роторе 1 шарнирно закреплен блок 14, фиксаторов, в котором количество фиксаторов 15 соответствует количеству элементов модуля. Блок фиксаторов 14 подпружинен, а в его верхней части установлен рол 16 для взаимодействия с копиром 17. Механизм 2 для укладки элементов содержит подвижную каретку 18 с двумя рядами 19 и 20 вакуумных захватов. Расстояние между рядами равно ходу каретки 18. Расстояние между вакуумными прискоками в ряду 19 соответствует расстояние между осями кассет 21 с элементами, а в ряду 20 расстоянию между осями элементов в линейке модуля. Количество кассет 2 соответствует числу элементов в линейке модуля. Каретка 18 установлена в направляющих 22 и имеет привод 23 выполненный в виде зубчатого реечног зацепления. На расстоянии, равном ходу каретки 18, от места укладки элементов на подложку 7 и на таком же расстоянии от кассет 21 закреплена направляющая 24, в которой собраны ползуны 25 с пазами и стенками 26. На ползунах 25 установлены штифты 27 для взаимодействия ползунов друг с другом, а к крайним ползунам 25 закреплена пружина 28 сжатия. Рычаги 29, взаимодействующие одним плечом с крайними ползунами 25, а другим - с корпусом каретки 1 служат для перемещения ползунов 25 в направляющей 24. Механизм 3 шагов го перемещения подложек содержит то катель (фиг. 5) с собачкой 31. Прив толкателя 30 выполнен в виде цевоч94ного зацепления 32. Нагреватель 4 подложек с элементами представляет собой камеру 33, оборудованную спиральным нагревателем 34 и датчиком температуры 35. . Устройство работает следующим образом. Каждая подложка 7, установленная на роторе I, проходит последовательно рабочие позиции I-V. На позиции 1 на подложку 7, находящуюся в выдвинутом от ценгра ротора 1 положении, наносится слой флюса и укладыиаются токоведущие шинки, и: готовлекные из луженой медной фольги. Длина шинки соответствует длине jiwiefiKH элементов в модуле, а количество уложенных шинок равно количеству линеек в модуле, т.е. числу последовательно соединенных элементов. Подготовленная таким образом подложка 7 ротором 1 подается на позицию 11, где производится формирование модуля. Каретка 18, находясь в крайнем левом положении, рядом 19 вакуумных захватов забирает элементы кассет 21 и перемещается в крайнее правое иоложе:аие, воздействуя при сьоем перемещении через рычаги 29 на ползуны 25 и раздвигая их вдоль направляющей 24. В : райнем правом положении ряд 19 вакуумным присосок с элементами оказывается под пазами ползунов 25, между стенками 26 которых и укладываются элементы. При движении карет и 18 справа налево она отпускает рычаги 29 и пружина 28 сдвигает ползуны 25, при этом стенки 26, перемещая элементы по пазам ползунов, формируют линейку элементов с зазорами между элементами не менее толщины стенки 26. Одновременно с разгрузкой кассет 21 рядом 19 вакуумным захватом, в крайнем левом положении каретки 18 ряд 20 вакуумных захватов оказавшийся под сформированной линейкой элементов, находящейся в пазах ползунов 25 забирает ее. При перемещении каретки 18 р крайнее правое положение ряд 19 вакуумным захватов переносит элементы из кассет 21 в ползуны 25, а ряд 20 вакуумнь1х захиатов nepieHOCHT элементы из ползунов 25 на подпожку 7. При формировании модуля необходимо обеспечить шаг расположения элементов II их последовательном соединении, причем требования точности этого шага могут быть вьопе точности выполнения наружных размеров самих элементов. Точность расположения элементов в их последовательном соеднйении обеспе чнвается тем, что выступы 9 на подложке 7 изготовлены с тем же шагом и необходимой точностью, а сформирован ная линейка элементов укладывается рядом 20 вакуумных захватов на плоскость подложки 7 с гарантированным зазором на выступ 9. В то время, когда все элементы удерживаются на плоскости подложки 7 рядом 20 вакуумных захватов, толкатель 30 механизма шагового перемещения 3 продвигает подложку 7 на шаг, причем удержание элементов вакуумными присосками при движущейся подложке 7 обеспечивает полное прилегание торцов. каждого элемента к выступу 9 подложки 7. Время выстоя вакуумных захватов в нижнем положении крайнего правого положения каретки 18 несколь больше времени, необходимого для про хождения подложки 7 зазора между элементами и выступом 9. Таким образом, выступ 9 начинает сдвигать каждый элемент по торцу вакуумного захвата, после чего происходит отключение вакуума и поднятие вакуумных захватов. После этого каретка 18 перемещается влево и цикл укладки повторяется. Положение подложки 7 для укладки следующей линейки элементов обеспечивается зубчатой рейкой 10 и собачкой 1 1 . Каждый элемент полностью сформированного модуля при задви нутой и зафиксированной подложке 7 оказывается под фиксатором 15 общего блока фиксаторов 14. После окончания укладки элементов на подложку 7 рото 1 производит перемещение подложек 7 в позицию III. Во время перемещения ролик 16 блока 14 фиксаторов взаимодействует с, копиром 17 и производит прижатие блока 14 к подложке 7, фиксируя каждый элемент модуля. На позиции III производится прогрев подложки 7 с зафиксированными элементами в камере 33 до температуры расплавления припоя на контактах фотопреобразователей и токоведущих шинках с целью получения электрического соединения элементов. Нагрев производится с помощью нагревателя 34, а датчик температурылЗЗ позволяет поддерживать температуру в камере на оп ределенном уровне. При последующем перемещении ротора 1 на шаг подложка 7 попадает на позициК) IV, где 96 происходит остывание подложки 7 и спаянного модуля. Элементы необходимо фиксировать все время прогрева и остывания подложки 7 во избежание потери точности взаимного расположения элементов модуля при пайке. В следую. щей позиции V производится снятие готового модуля. При перемещении под- .ложки 7 на позиции IV и позицию V происходит окончание взаимодействия ролика 16 блока 14 фиксаторов и копира 17 в результате чего блок 14 фиксаторо поднимается над подложкой 7. После 3 ого на том же шаге ротора 12 происходит воздействие копира 13 на ролик 12 собачки 11, в результате чего под действием пружины 8 происходит выдвигание подложки 7 по направляющим 6 от центра ротора 1. Готовый модуль снимается с подложки 7, которая затем опять попадает на позицию 1 . Технико-экономический эффект от применения предлагаемого полуавтомата заключается в повьшении производительности при изготовлении модулей с обеспечением точности взаимного расположения элементов модуля, качества сборки и пайки элементов. Формула изобретения Устройство для сборки модулей, преимущественно солнечных батарей, содержащее соединенный с приводом транс-. портирующий ротор, на котором установлены подложки с базирующими выступами на поверхности, фиксаторы элементов модуля, нагреватель подложки, а также механизм укладки элементов модуля с кареткой, на которой установлены захваты и механим шагового перемещения подложек, отличающеес я тем, что, с целью повьшения производительности и точности взаимного расположения элементов модуля, механизм укладки элементов модуля снабжен ползунами с пазами, выполненными в виде направляющей, причем подложки размещены на роторе таким образом, что базовая поверхность ее выступов расположена по ходу шагового перемещения подложки, а захваты установлены на каретке параллельными рядами с возможностью взаимодействия с ползунами механизма укладки и подложками для элементов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР (С 475676, кл. Н 01 G 13/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ИНДИВИДУАЛЬНОЙ ОБРАБОТКИ ПОДЛОЖЕК КВАДРАТНОЙ ИЛИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2007 |
|
RU2367526C2 |
| Установка для молекулярно-лучевой эпитаксии | 1984 |
|
SU1231920A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для укладки ампул в кассету | 1988 |
|
SU1622224A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН, НАПРИМЕР ФОТОШАБЛОНОВ | 2006 |
|
RU2328054C1 |
| Двухкоординатный стол с шаговым перемещением | 1985 |
|
SU1433750A1 |
| Загрузочный ротор | 1990 |
|
SU1757842A1 |
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |