гибких колес волновой передачи,при котором заготовку подвергают упруго му изгибу и обкатывают по колесуинструменту посредством генератора волн, заготовку в процессе обкатывания принудительно вращают со скоростью, определяемой соотношением
пген (гэаг ZHHC.TP
Заг
Эаг
где HjQ - число об/мин заготовки;
Прдц - число об/мин генератора волн}
zjar и соответственно число зубьев заготовки и инструмента, причем для обработки используют инструмент с числом зубьев, неравным числу зубьев накатываемого колеса.
Устройство для осуществления способа, содержащее установленные в корпусе колесо-инструмент, генератор волн, заготовки и элемент для закрепления заготовки, снабжено установленным в корпусе соосно нажимному устройству задающим волновым редуктором имеющим генератор волн, гибкое колесо и жесткое колесо, соответственно свя:занные с генератором волн заготовки и элементом для закрепления заготовки, снабжено установленным в корпусе соосно нажимному устройству задающим волновым редуктором, имеющим генератор волн, гибкое колесо и жесткое колесо, соответственно связанные с генератором волн заготовки и элементом для закрепления заготовки, а отношение чисел зубьев жесткого колеса к числу зубьев гибкого колеса в задающем волновол1 редукторе равно отношению чисел зубьев инструмента к числу зубьев накатгаваемого колеса.
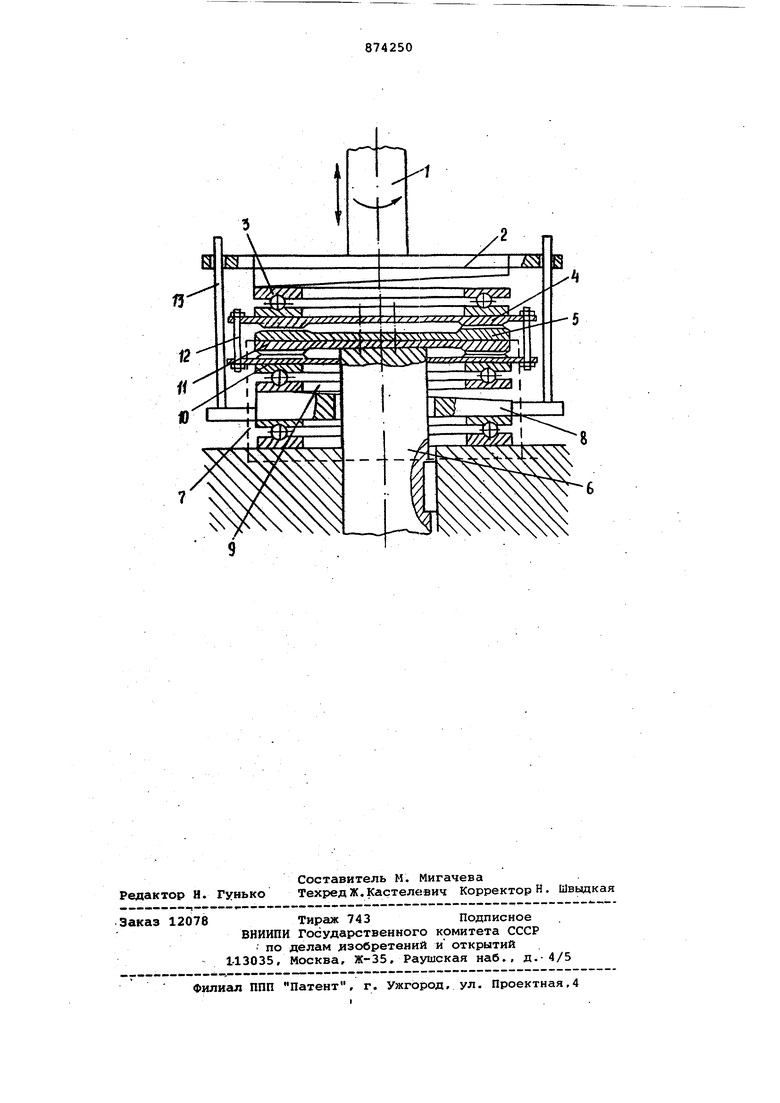
На чертеже изображена схема.устройства для накатки зубьев гибких колес волновых п-ередач.
Согласно предлагаемому способу, заготовку устанавливают в исходное полсисение на неподвижное колесо-инструмент.
Генератор воля приводят во вращение и перемещают его вниз по оси до соприкосновения с заготовкой.Под действием генератора волн заготовку подвергают упругому изгибу и обкатывают по колесу-инструменту. При этом зона пластической деформации заготовки последовательно перемещается,причем скорость этого перемещения зависит от скорости шпинделя, а число зон пластической деформации - от типа генератора волн (одноволнового, двухволнового и т.д.). Одновременно с изгибом заготовку принудительно .вращают с определенной скоростью, зависящей от скорости вращения генератора волн, зубьев инструмента и числа зубьев, которое необходимр накатывать на заготовке, т.е.
Пген (z-jiar ZHHCTP
гаг г«г
5 Величины скоростей вращения заготовки, обеспечивающих получение заготовок с заданным числом зубьев, представлены в таблице.
10 rtiH об/мин 100 100 100 100 100
200 200 200 200 200
ИЧСТР 198 199 200 201 202
гаг
,об/мин -1 -0,5 О0,5 1
ъпг
Предлагаемый способ можно осуществить на устройстве для накатывания зубьев гибких колес торцовой волновой передачи.
Устройство содержит корпус (на чертеже не показан). В корпусе установлен шпиндель 1, связанный с
приводом (на чертеже не показан). На шпинделе 1 жестко закреплено нажимное устройство, выполненное в виде генератора волн 2, представляющего собой- кулачок с наклонной торцовой
поверхностью, (т.е. генератора принудительной деформации), оказывающей воздействие через упорный подшипник 3 на заготовку 4. Колесо-инструмент 5 неподвижно закреплено на
опоре б. Опора 6 имеет возможность установочного перемещения вдоль оси. Для сообщения заготовке 4 принудительного вращательного движения устройство снабжено задающим волновым редуктором 7, включающим генератор
волн 8, упорный подшипник 9, гибкое колесо 10 и жесткое колесо 11. Генератор волн 8, выполненный в виде торцового кулачка, через упорный подшипник 9 воздействует на гибкое колесо 10. Последнее установлено с возможностью свободного вращения на опоре б, на этой же опоре 6 неподвижно закреплено жесткое колесо 11. Для установки заготовки 4 и передачи ей
вращения от гибкого колеса 10 предусмотрены специальные элементы для крепления заготовки, выполненные в виде стяжек 12. Для связи генератора волн 2, закрепленного на шпинделе 1,
с генератором волн В згщающего волнового редуктора 7 предусмотрены стойки 13.
Устройство работает следующим образом.
Вращение от привода передается шпинделю 1 и далее генератору волн 2. Вращаясь, генератор волн 2 взаимодействует чербз упорный подшипник 3 с заготовкой 4, вызывая ее изгиб,
который в виде волны перемещается по .заготовке 4. Волна деформации последовательно перемещается по заготовке 4 с той же угловой скоростью,что и шпиндель 1. От шпинделя 1 заготовка 4 получает осевую подачу для постепенного внедрения в колесо-инструмент 5. Вращение от шпинделя 1 через генератор волн 2, стойки 13 передается на генератор волн 8 задающего вол нового редуктора 7. При вращении генератора волн 8 задающего волнового редуктора 7 зубья гибкого колеса 10 входят в зацепление с зубьями жестко го колеса 11. Зона зацепления зубьев будет перемещаться под воздействием генератора волн 8. В результате полу чается волнообразный характер зацепления. Так как жесткое колесо 11 задающего волнового редуктора 7 непОдвижно, а разность в числе зубьев жестко го 11 и гибкого 10 колес кратна числу волн деформации, то гибкое колесо 10 будет совершать врагление относительно жесткого колеса 11. Из-э наличия жесткой связи между гибким колесом 10 задающего волнового реду тора 7- и заготовкой 4, такое же вра щение будет совершать и заготовка 4 относительно колеса-инструмента 5. Для получения необходимого профиля зубьев и требуемого числа зубьев на заготовке 4 необходимо выдержать от ношение: Z,j,p 2 Г. Способ накатывания зубьев гибких колес волновых передач и устройство для его осуществления позволяют,не меняя устройства и инструмента,накатывать гибкие колеса с различным числом зубьев, это расширяет технологические возможности. , Кроме того, предлагаемое техническое решение позволяет повысить качество накатки зубьев. В дальнейшем при использовании гибких колес накатанных предлагаемым способом на предлагаемое устройство в реальной работающей волновой перед чи получают значительное повышение качества передачи за счет снижения времени приработки, повышения плавности хода, увеличения кинематической точности передачи. Устройство KoivmaKTHO, технологично в изготовлении за счет использования стандартных деталей. Формула изобретения 1. Способ накатывания зубьев гибких колес волновой передачи, при котором заготовку подвергают упругому изгибу и обкатывают по колесуинструменту посредством генератора волн,.отличающийся тем, что, с целью расширения диапазона типоразмеров накатываемых изделий и повышения качества накатки, заготовку в процессе обкатывания принудительно вращают со скоростью, определяемой соотношением п ген (z-bor ZHHCTP) гаг где п -t - число об/мин заготовки; геи об/мин генератора волн; и ZHM&TP соответственно число зубьев заготовки и инструмента, причем для обработки используют инструглент с числом зубьев, неравным числу зубьев накатываемого колеса. 2. Устройство для накатывания зубьев Гибких колес волновой передачи, содержащее установленные в корпусе колесо-инструмент; генератор волн, заготовки и элемент для закрепления заготовки, отличающееся тем, что оно снабжено установленным в корпусе соосно генератору волн заготовки задающим волновым редуктором, имеющим генератор волн, гибкое колесо -я жесткое колесо, соответственно связанные с генератором волн заготовки и элементом для закрепления заготовки, а отношение чисел зубьев жёсткого колеса к числу зубьев гибкого колеса в задающем волновом редукторе равно отношению чисел зубьев инструмента к числу зубьев накатываемого колеса. Источники информации, принятые во внимание при экспертизе 1.Гинзбург Е.Г. Волновые зубчатые передачи. Л., Машиностроение, 1969, с. 145-148. 2.Авторюкое свидетельство СССР ff 231515, кл. В 21 Н 5/02, 01.07.67.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЬЕВ ГИБКИХ КОЛЕС ВОЛНОВОЙ ПЕРЕДАЧИ | 1968 |
|
SU231515A1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Способ накатывания деталей с наружным зубчатым профилем | 1985 |
|
SU1287973A1 |
| Устройство для накатывания зубьевНА цилиНдРАХ C ТОНКиМи СТЕНКАМи | 1979 |
|
SU821005A1 |
| ВОЛНОВАЯ ЗУБЧАТАЯ ТОРЦЕВАЯ ПЕРЕДАЧА | 1990 |
|
RU2019760C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ НА КОЛЬЦЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2009751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |