1 X ipereniir игнослтся к машш острое- iiMK), ироимушественио к обработке метал- ло, i:ii: н-ииом, и может быть использовано при 11::к.1чл звездочек цепных передач.
.vMi.n изобретения является иовышение к;1чос 1 а обработки звездочек и стойкости накатных валков.
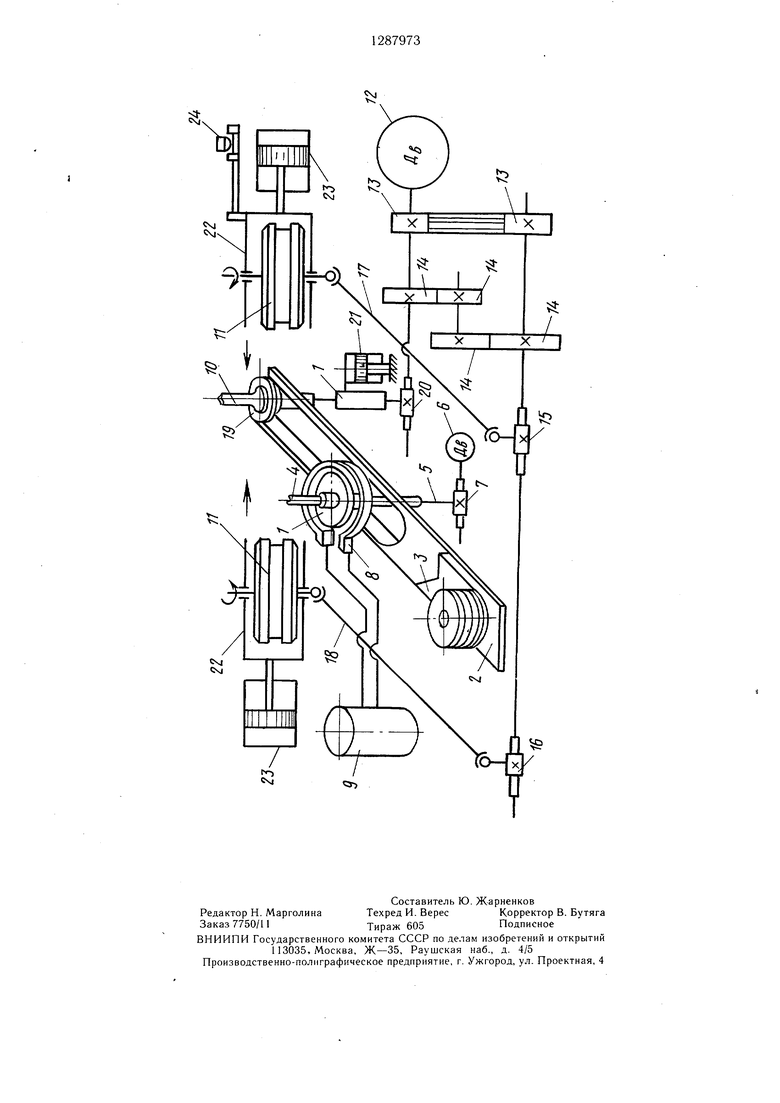
На чертеже схематически изображена кинематическая схема накатного стана, реализующая пред;1агаемый сиособ.
Прокатный стан состоит из центрального liiiiiiii.uMH 1 с листовой заготовкой, позиции I;M Р узки заготовок 2, шибера 3, осуществ- ,)|цего подачу заготовок в зону накаты- м.аиия узла 4 нагрева со шпинделем 5, по1а101цим вращение от электродвигателя 6
10
15
через червячную пару 7. Заготовки нагревают в индукторе 8 посредством генератора ТВЧ 9 и подают в узел 10 накатки, вращение которого синхронизировано с вращением формирующих валков 11 и передается от главного привода 12 через клиноременную 20 передачу 13, гитару сменных колес 14, червячные редукторы 15 и 16 на щарнирные шпиндели 17 и 18. Заготовка 19 приводится во вращение центральным щпинделем от
совпадает с концом первой рабочей подачи, включаетея путевой выключатель 24, от команды которого осуществляется переход с первой на. вторую рабочую подачу. При этом выключатель 24 дает ко.манду на включение гидрораспределителя (не показан), который е помощью гидроцилиндра 21 опускает центральный щпиндель 1 и освобождает заготовку 19, на которой уже начал образовываться зубчатый профиль. В дальнейшем до конца накатки заготовка 19 ведется только зубьями валков. В момент отключения привода заготовки отношение максимальной толщины зубчатого венца к толщине исходной заготовки для звездочек различных типоразмеров находится в пределах 1,40-1,70.
Момент касания заготовки 19 реборд формообразующих валков 11 определяется оператором либо визуально, либо посредст- во.м датчиков, установленных на ребордах валков, отключающих привод на централь - ный щпиндель 1 посредством гидроцилиндра 21.
Пример. Накатка звездочек Z 16, t 19,5 мм проводится из заготовок диа-..
главного привода 12 посредством редукто- метром 101 мм, толщиной 8 мм валками с ра 20, а выключение вращения осуществ- числом зубьев Z 60. Число оборотов П
ляют гидроцилиндром 21. Поперечное перемещение валков 11, установленных на суппортах 22, осуществляют посредством гидроцилиндра 23, перемещение которого контролируется выключателем 24.
Пакет листовых заготовок закладывают в кассету на позицию загрузки, откуда с помощью шибера 3 из кассеты производят подачу заготовок в узел 4 нагрева. Шпиндель 5 нагрева получает вращение от электров 12 мин . Накатка звездочек Z 36, t 19,05 мм проводится из заготовок диаметром 224 мм и толщиной 8 мм валками с числом зубьев ZB 60. Число обо- 30 ротов валков в данном случае составляет Пз 18,3 мин . Деформирование осуществляется на двух скоростях подач. Обжатие на первой скорости подачи Д hj 1,9- 4,0 мм//0,5 об. заг. Обжатие на второй скорости подачи Л hi 0,4-1,5 мм/0,5 об. заг.
двигателя 6 через червячный редуктор 7. 35 Отключение привода центрального щпинде- Заготовку нагревают в индукторе 8 с по- ля 1 при переключении хода суппортов ста- мощью высокочастотного генератора 9. Пос- на с первой на вторую рабочую подачу осу- ле нагрева заготовку 1 с помощью шибера 3 ществляется не доходя 3 мм до конца внед- подают в узел 10 накатки. Вращение накат- рения формообразующих валков.
электродвигателя Q
никам 11 передается от главного привода 12 через клиноременную передачу 13, редуктор сменных шестерен 14, блок червячных редукторов 15 и 16 и шар- нирно - шпиндели 17 и 18. Центральный шпиндель 1 вращается от главного привода 12 через редуктор 20. Суппорты 22 с закрепленными в них накатниками 11 с помощью гидроцилиндров 23, конечных выключателей, гидрораспределителей (не показаны) быстро подводят к заготовке 19.
Осуществление первой и второй рабочих подач происходит с помощью элементов гидросистемы стана. В начальный период деформирования на первой рабочей скорости подачи нагретый металл осаждается и образуется бочка. В дальнейшем по мере подачи
45
50
Результаты замеров величины закатов на поверхности зубьев, а также кине.мати- ческой погрешности показывают на их уменьшение по сравнению с принудительным накатыванием в 1,5-2 раза.
Формула изобретения Способ накатывания деталей с наружным зубчатым профилем на стане с принудительным вращением формообразующих валков, снабженных ребордами, и заготовки от общего главного привода е синхронизацией их вращения, отличающийся тем, что, с целью повыщения качества при обработке звездочек цепных передач и стойкости валков, и производительности принудительное вращение заготовки прекращают в момент каформообразующих валков бочка растет и 55 сания последней реборды формообразующих касается реборд, после чего начинается уси- валков, при этом расстояние между ребор- ленный рост зуба. В этот момент, который дами выбирают большим ширины заготовки.
совпадает с концом первой рабочей подачи, включаетея путевой выключатель 24, от команды которого осуществляется переход с первой на. вторую рабочую подачу. При этом выключатель 24 дает ко.манду на включение гидрораспределителя (не показан), который е помощью гидроцилиндра 21 опускает центральный щпиндель 1 и освобождает заготовку 19, на которой уже начал образовываться зубчатый профиль. В дальнейшем до конца накатки заготовка 19 ведется только зубьями валков. В момент отключения привода заготовки отношение максимальной толщины зубчатого венца к толщине исходной заготовки для звездочек различных типоразмеров находится в пределах 1,40-1,70.
Момент касания заготовки 19 реборд формообразующих валков 11 определяется оператором либо визуально, либо посредст- во.м датчиков, установленных на ребордах валков, отключающих привод на централь - ный щпиндель 1 посредством гидроцилиндра 21.
Пример. Накатка звездочек Z 16, t 19,5 мм проводится из заготовок диа-..
метром 101 мм, толщиной 8 мм валками с числом зубьев Z 60. Число оборотов валКОБ П
в 12 мин . Накатка звездочек Z 36, t 19,05 мм проводится из заготовок диаметром 224 мм и толщиной 8 мм валками с числом зубьев ZB 60. Число обо- ротов валков в данном случае составляет Пз 18,3 мин . Деформирование осуществляется на двух скоростях подач. Обжатие на первой скорости подачи Д hj 1,9- 4,0 мм//0,5 об. заг. Обжатие на второй скорости подачи Л hi 0,4-1,5 мм/0,5 об. заг.
Отключение привода центрального щпинде- ля 1 при переключении хода суппортов ста- на с первой на вторую рабочую подачу осу- ществляется не доходя 3 мм до конца внед- рения формообразующих валков.
Отключение привода центрального щпинде- ля 1 при переключении хода суппортов ста- на с первой на вторую рабочую подачу осу- ществляется не доходя 3 мм до конца внед- рения формообразующих валков.
Результаты замеров величины закатов на поверхности зубьев, а также кине.мати- ческой погрешности показывают на их уменьшение по сравнению с принудительным накатыванием в 1,5-2 раза.
Формула изобретения Способ накатывания деталей с наружным зубчатым профилем на стане с принудительным вращением формообразующих валков, снабженных ребордами, и заготовки от общего главного привода е синхронизацией их вращения, отличающийся тем, что, с целью повыщения качества при обработке звездочек цепных передач и стойкости валков, и производительности принудительное вращение заготовки прекращают в момент 
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Стан для накатки зубчатых колес | 1979 |
|
SU856635A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Стан для накатки зубчатых профилей | 1988 |
|
SU1639856A1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| Способ чистового формирования зубчатых профилей | 1989 |
|
SU1696073A1 |
| Механизм радиального перемещения валков стана для накатки зубчатых профилей | 1980 |
|
SU935186A1 |
| СТАН ДЛЯ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1964 |
|
SU165418A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатке звездочек цепных передач. Цель - повышение качества обработки путем отключения привода заготовки в момент касания заготовкой реборд формообразуго- Ш.ИХ валков, когда происходит устойчивое деление заготовки на требуемое число зубьев Это создает условия для уменьшения силовых параметров обработки и скорости относительного скольжения формообразующих валков и заготовки, что способствует повышению качества обработки и уменьшению износа зубонакатного инструмента. 1 ил. N5 00 ;о со
| СТАН ДЛЯ НАКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU185668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
