(54) ФРЕЗЕРНАЯ ГОЛОВКА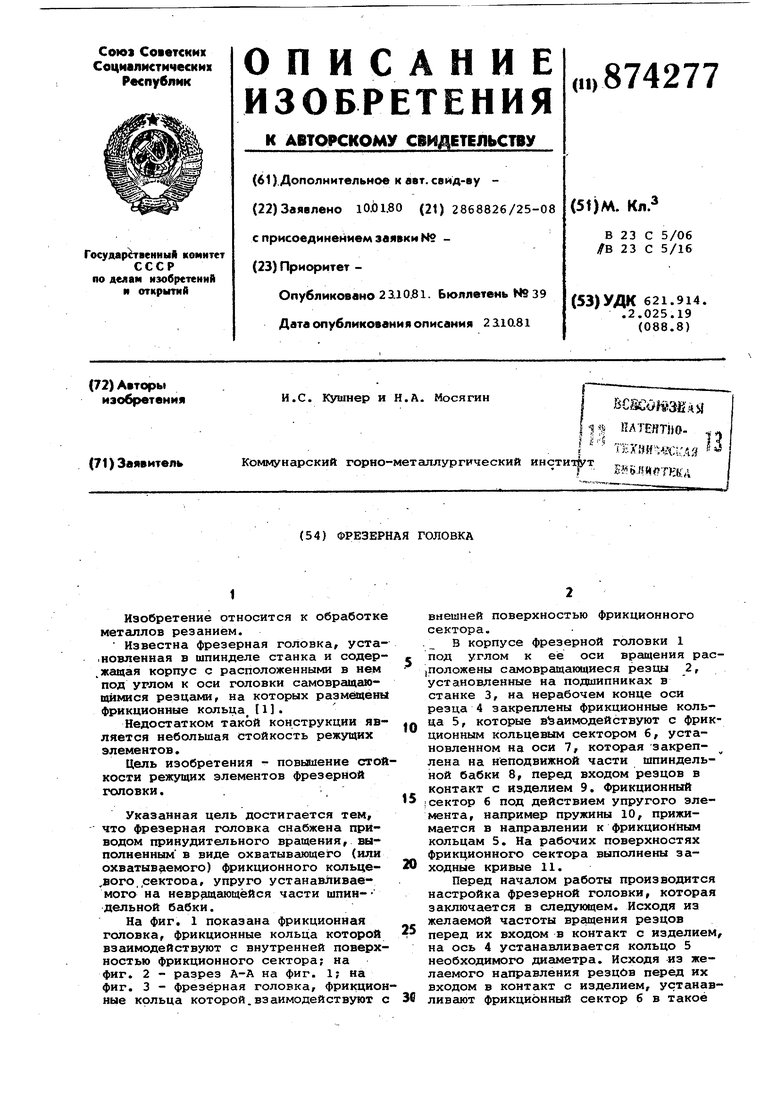
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| ФРЕЗА КОНЦЕВАЯ СБОРНОЙ КОНСТРУКЦИИ | 2024 |
|
RU2828900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1970 |
|
SU268932A1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| Сборная фреза | 1982 |
|
SU1061943A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
1
Изобретение относится к обработке металлов резанием.
Известна фрезерная головка, уста.новленная в шпинделе станка и содер,жацая корпус с расположенными в нем под углом к оси головки самовращающймися резцами, на которых размещены фрикционные кольца СИ.
Недостатком такой конструкции является небольшая стойкость режущих элементов.
Цель изобретения - повышение стойкости режущих элементов фрезерной головки.
Указанная цель достигается тем что фрезерная головка снабжена приводом принудительного вращения, выполненным в виде охватывающего (или охватываемого) фрикционного кольце,вого ректооаг упруго устанав иваемого на невруодающёйся части шпин-дельной бабки.
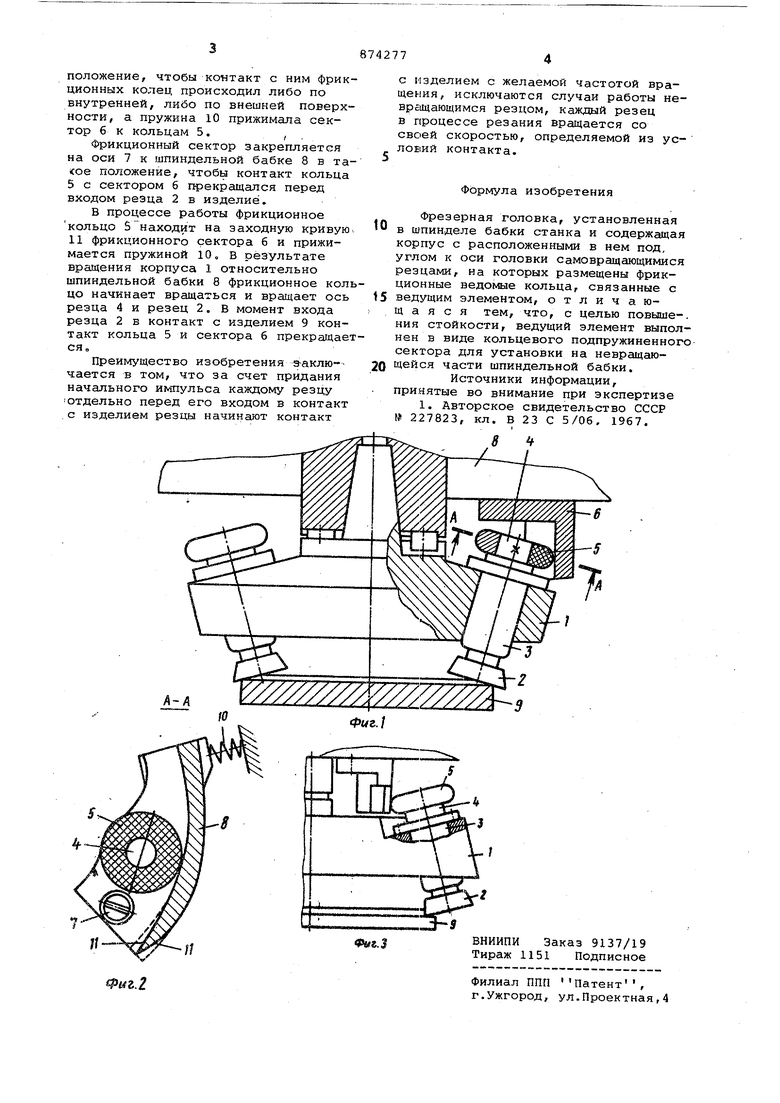
На фиг. 1 показана фрикционная головка, фрикционные кольца которой взаимодействуют с внутренней поверхностью фрикционного сектора; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - фрезерная головка, фрикционные кольца которой.взаимодействуют с
внешней поверхностью фрикционного сектора.
В корпусе фрезерной головки 1 под углом к её оси вращения рас|Положены самовращающиеся резцы 2, установленные на подшипниках в станке 3, на нерабочем конце оси резца 4 закреплены фрикционные кольца 5, которые взаимодействуют с фрик10ционным кольцевым сектором 6, установленном на оси 7, которая закреплена на неподвижной части шпиндель- ной бабки 8, перед входом резцов в контакт с изделием 9. Фрикционный
15 I сектор 6 под действием упругого элемента, например пружины 10, прижимается в направлении к фрикционным кольцам 5. На рабочих поверхностях фрикционного сектора выполнены за20ходные кривые 11.
Перед началом работы производится настройка фрезерной головки, которая заключается в следующем. Исходя из желаемой частоты вращения резцов
25 перед их входом в контакт с изделием, на ось 4 устанавливается кольцо 5 необходимого диаметра. Исходя иэ желаемого направления резцОв перед их входом в контакт с изделием, устанавЗСливают фрикционный сектор 6 в такое
