(54) УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полирования деталей | 1978 |
|
SU753610A1 |
| Устройство для полирования деталей | 1977 |
|
SU677895A1 |
| Способ художественной обработки янтаря и устройство для его осуществления | 1979 |
|
SU856822A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1549728A1 |
| Центробежная установка для абразивной поверхностной обработки деталей | 1986 |
|
SU1315256A1 |
| Устройство для абразивной обработки поверхностей вращения | 1989 |
|
SU1705036A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОДУКТОВ ОТ КОЖУРЫ | 1992 |
|
RU2039478C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1995 |
|
RU2091202C1 |
| Устройство для вибрационной обработки | 1983 |
|
SU1274911A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1991 |
|
RU2022763C1 |
1
Изобретение относится к поверхностной обработке деталей из легких и хрупких материалов, например янтаря, и может быть использовано на предприятиях по изготовлению художественных изделий и в приборостроительной промышленности.
По основному авт. св. № 753610 известно устройство для полирования деталей, содержащее рабочую камеру с обечайкой и перфорированным вращающимся диском, на нерабочей поверхности которого установлены радиальные лопасти, при этом камера установлена над контейнером, стенки которого выполнены по архимедовой спирали и переходят в тангенциальный патрубок 1.
Однако известное устройство имеет недостаточную производительность при обработке деталей с выщербленной и вогнутой поверхностью. Это обусловлено тем, что для полирования подобных деталей необходимо шлифовать их поверхность на глубину выщербинки или впадины, так как ,ни поверхность диска, ни близрасположенные детали не могут обработать вогнутый участок обрабатываемой детали.
Цель изобретения - повышение производительности устройства при обработке
деталей с выщербленными или вогнутыми участками поверхности.
Указанная цель достигается тем, что дно снабжено щетками, установленными на его рабочей поверхности.
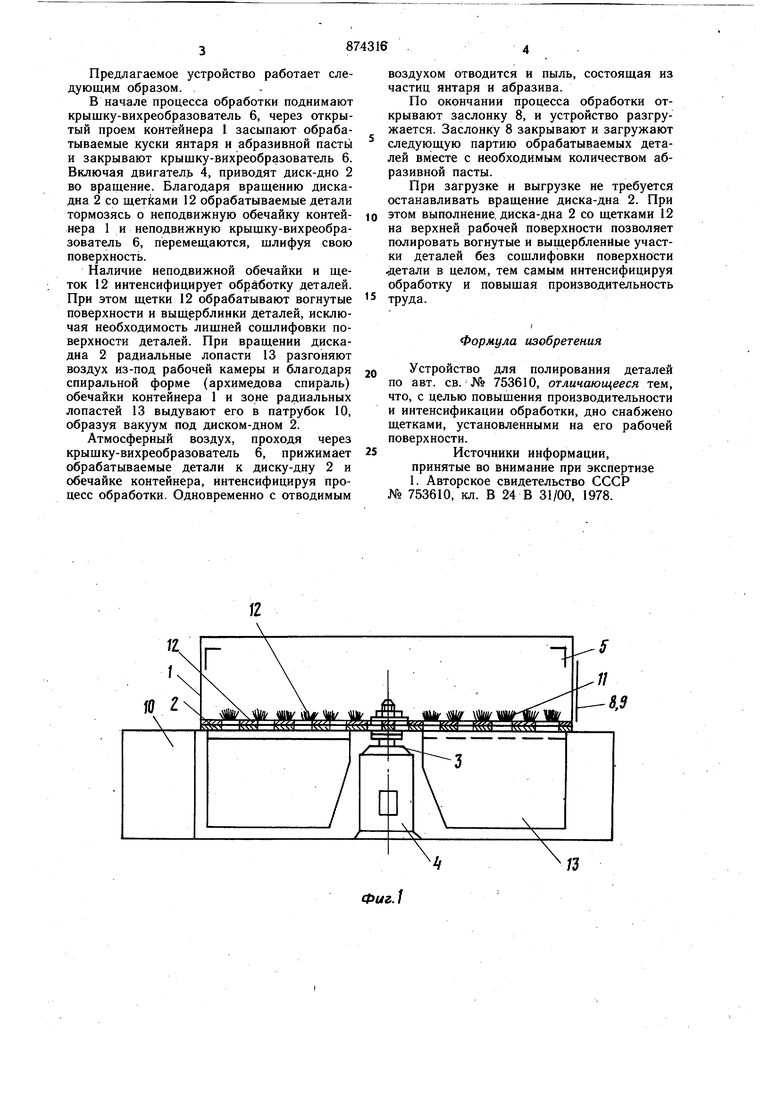
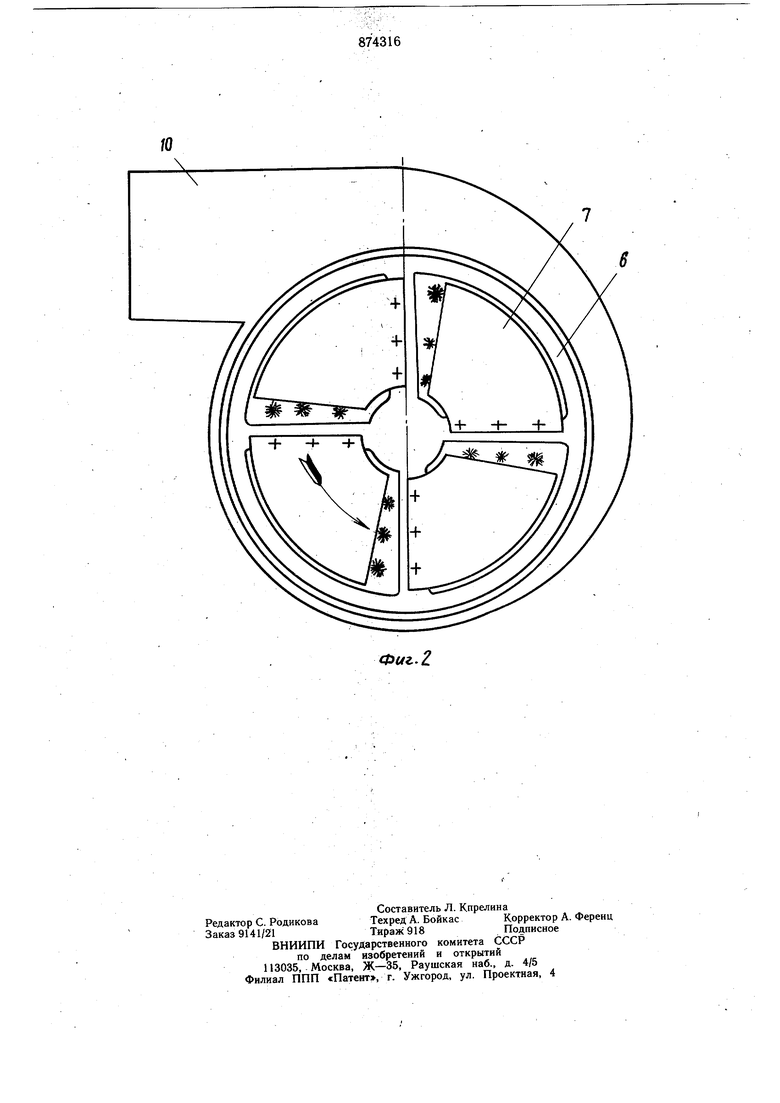
На фиг. 1 схематично изображено уст5 ройство для полирования деталей (крышкавихреобразователь снята); на фиг. 2 - то же, вид в плане.
Устройство состоит из неподвижного fQ контейнера 1, в котором размещен перфорированный диск-дно 2, установленный на валу 3 электродвигателя 4. Внутри верхней части контейнера 1 на уступе 5 установлена крышка-вихреобразователь 6 с эластичными лопастями 7, а с внешней стороны установлена заслонка 8, перекрывающая разгрузочное окно 9.
Обечайка нижней части контейнера 1 выполнена по Архимедовой спирали и переходит в тангенциальный патрубок 10.
В верхней части диска-дна 2 установлена 2 перфорированная прокладка 11 из эластичного материала, например кожи, и щетки 12, а к нижней части дрека прикреплены радиальные лопасти 13.
Предлагаемое устройство работает следующим образом.
В начале процесса обработки поднимают крышку-вихреобразователь 6, через открытый проем контейнера 1 засыпают обрабатываемые куски янтаря и абразивной пасты и закрывают крышку-вихреобразователь 6. Включая двигатель 4, приводят диск-дно 2 во вращение. Благодаря вращению дискадна 2 со щетками 12 обрабатываемые детали тормозясь о неподвижную обечайку контейнера 1 и неподвижную крыщку-вихреобразователь 6, перемещаются, шлифуя свою
поверх HOCTIa.
Наличие неподвижной обечайки и щеток 12 интенсифицирует обработку деталей. При этом щетки 12 обрабатывают вогнутые поверхности и вып1ерблинки деталей, исключая необходимость лишней сошлифовки поверхности деталей. При вращении дискадна 2 радиальные лопасти 13 разгоняют воздух из-под рабочей камеры и благодаря спиральной форме (архцмедова спираль) обечайки контейнера 1 и зоне радиальных лопастей 13 выдувают его в патрубок 10, образуя вакуум под диском-дном 2.
Атмосферный воздух, проходя через крыщку-вихреобразователь 6, прижимает обрабатываемые детали к диску-дну 2 и обечайке контейнера, интенсифицируя процесс обработки. Одновременно с отводимым
воздухом отводится и пыль, состоящая из частиц янтаря и абразива.
По окончании процесса обработки открывают заслонку 8, и устройство разгружается. Заслонку 8 закрывают и загружают
следующую партию обрабатываемых деталей вместе с необходимым количеством абразивной пасты.
При загрузке и выгрузке не требуется останавливать вращение диска-дна 2. При
этом выполнение, диска-дна 2 со щетками 12 на верхней рабочей поверхности позволяет полировать вогнутые и вы1дербленйые участки деталей без сощлифовки поверхности .детали в целом, тем самым интенсифицируя обработку и повышая производительность
труда.
Формула изобретения
Устройство для полирования деталей по авт. св. № 753610, отличающееся , что, с целью повышения производительности и интенсификации обработки, дно снабжено щетками, установленными на его рабочей поверхности.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 753610, кл. В 24 В 31/00, 1978.
Фиг.1
