(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСНЫХ ЧАСТИЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСНЫХ ЧАСТИЦ | 1994 |
|
RU2057640C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И СОСТАВ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2336996C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ПЛИТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2065421C1 |
| ДРЕВЕСНАЯ ПЛИТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2245783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038964C1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1782754A1 |
| Способ производства древесностружечных плит | 1983 |
|
SU1126458A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЛАГОСТОЙКИХ КОМПОЗИТНЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ И ПОЛИЭТИЛЕНА | 2005 |
|
RU2314195C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1999 |
|
RU2166521C2 |
| йСЬСи;^иНАЯ | 1973 |
|
SU387847A1 |
1
Изобретение относится к технологии получения изделий из измельчеиной древесины и.может быть использовано на предприятиях, выпускающих материалы из древесных стружек в виде плит и изделий сложной конфигурации, применяемых в мебельном производстве, авто-и вагоностроении, приборостроении и промышленности строительных конструкций.
Известен способ изготовления древесностружечных плит, включающий смешивание древесных частиц с раствором термопласта в органическом растворителе и последующую переработку в изделие 1 .
Известен также способ изготовления изделий из древесных частиц, включающий смешивание древесных стружек с отходами полиэтилена и термореактивным связующим, формование1 ковра, прессование плит и формование их в профильные изделия 2 .
Недостатками способов являются необходимость применения токсичных и взрЕОвоопасных растворителей .и jnpoдолжительный цикл прессования, включающий стадию охлаждения изделия в форме до температуры ниже температуры размягчения термопласта, что
.не позволяет использовать техноло-. гическую схему рационально и уве- , личить мощность цехов.
Цель изобретения - сокращение технологического цикла и улучшение физико-механических показателей плит.
Поставленная цель достигается to тем, что внутренний слой ковра получают смешиванием древесных стружек с отходами полиэтилена, измельченными до частиц весом 0,05-50 мг, а наружный слой - с порошкообразным 5 карбамидным связующим при следующем соотношении компонентов, масс.%:
Для внутреннего слоя Древесные стружки 50-95
5-50
Отходы полиэ тилена
20
Для наружного слоя Древесные стружки 90-98 Порошкообразное карбамидное связующее 2-10 Кроме того, прессование плит
25 осуществляют по следующему режиму: Удельное давление прессования,; кгс/см
10-80 120-220
Температура, С Выдержка, мин/1 мм
30
О , 25-0, 30 толщины плиты
Формование изделия осуществляют ри следугощем режиме: Удельное давление, кгс/см
20-100
Температура, С 100-120
Выдержка,
мин/1 мм толщины
0,15-0,25
изделия
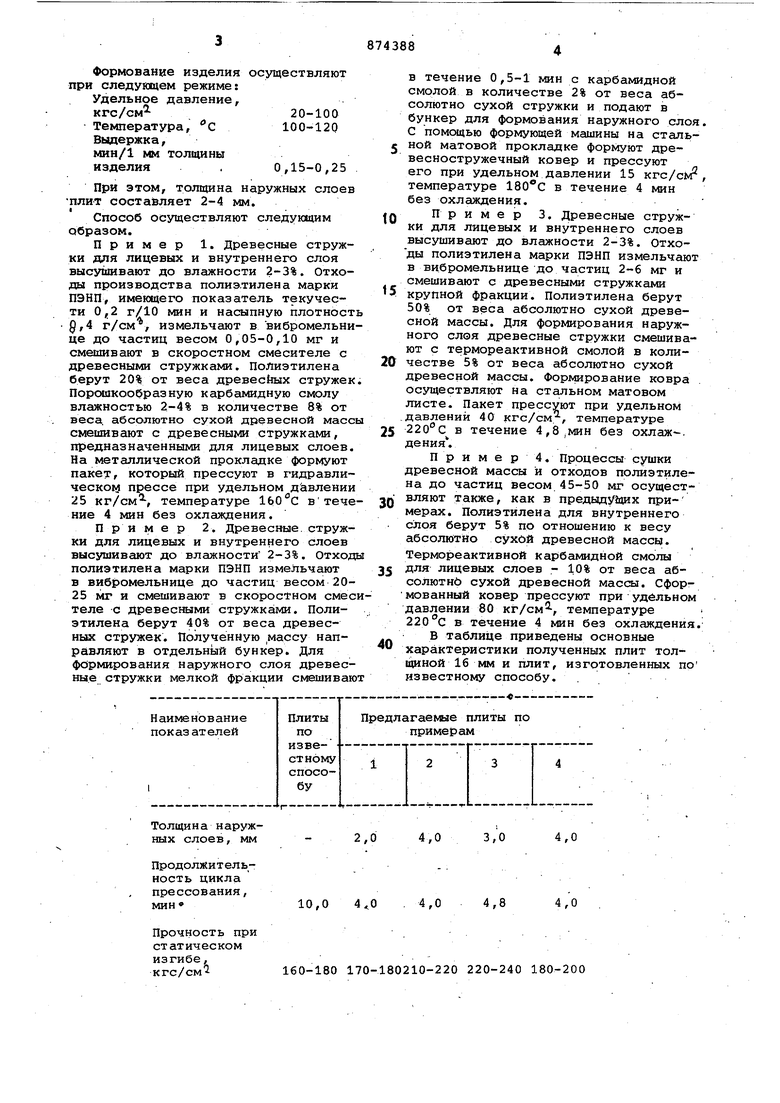
При этом, толщина наружных слоев плит составляет 2-4 мм.
Способ осуществляют следующим образом.
Пример 1. Древесные стружки для лицевых и внутреннего слоя высуйдавают до влажности . Отходы производства полиэтилена марки ПЭНП, имеющего показатель текучести 0,2 г/10 мин и насыпную плотность §,4 г/см, измельчают в вибромельнице до частиц весом 0,05-0,10 мг и смешивают в скоростном смесителе с древесными стружками. Полиэтилена берут 20% от веса древесЬых стружек. Порошкообразную карбамидную смолу влажностью 2-4% в количестве 8% от веса, абсолютно сухой древесной массы смешивают с древесными стружками, предназначенными для лицевых слоев. На металлической прокладке формУют пакет, который прессуют в гидравлическо прессе при удельном давлении 25 кг/см, температуре втечение 4 мин без охлаждения.
Пример 2. Древесные, стружки для лицевых и внутреннего слоев высушивают до влажности 2-3%. Отходы полиэтилена марки ПЭНП измельчают в вибромельнице до частиц весом 2025 мг и смешивают в скоростном смесителе с древесными стружками. Полиэтилена берут 40% от веса древесных стружек. Полученную массу направляют в отдельный бункер. Для формирования наружного слоя древесные стружки мелкой фракции смешивают
10,0 . 4,0 4,8 4,0
160-180 170-180210-220 220-240 180-200
в течение 0,5-1 мин с карбамидной смолой в количестве 2% от веса абсолютно сухой стружки и подают в бункер для формования наружного слоя. С помощью формующей машины на стальной матовой прокладке формуют древесностружечный ковер и прессуют его при удельном давлении 15 кгс/скг , температуре в течение 4 мин без охлаждения.
Пример 3. Древесные стружки для лицевых и внутреннего слоев высушивают до влажности 2-3%. Отходы полиэтилена марки ПЭНП измельчают в вибромельнице до частиц 2-6 мг и смешивают с древесными стружками крупной фракции. Полиэтилена берут 50% от веса абсолютно сухой древесной массы. Для формирования наружного слоя древесные стружки смешивают с термореактивной смолой в количестве 5% от веса абсолютно сухой древесной массы. Формирование ковра осуществляют на стальном матовом листе. Пакет прессуют при удельном .давлений 40 кгс/см, температуре 5 в течение 4,8,мин без охлаж. дения..
П р и м е р 4. Процессы сушки древесной массы и отходов полиэтилена до частиц весом 45-50 мг осуществляют также, как в предыдугдих примерах. Полиэтилена для внутреннего слоя берут 5% по отношению к весу абсолютИо сухой древесной массы. Термореактивной карбамидной смолы для лицевых слоев .- 10% от веса абсолютнб сухой древесной массы. Сформованный ковер прессуют при удельном давлении 80 кг/см , температуре в течение 4 мин без охлаждения.
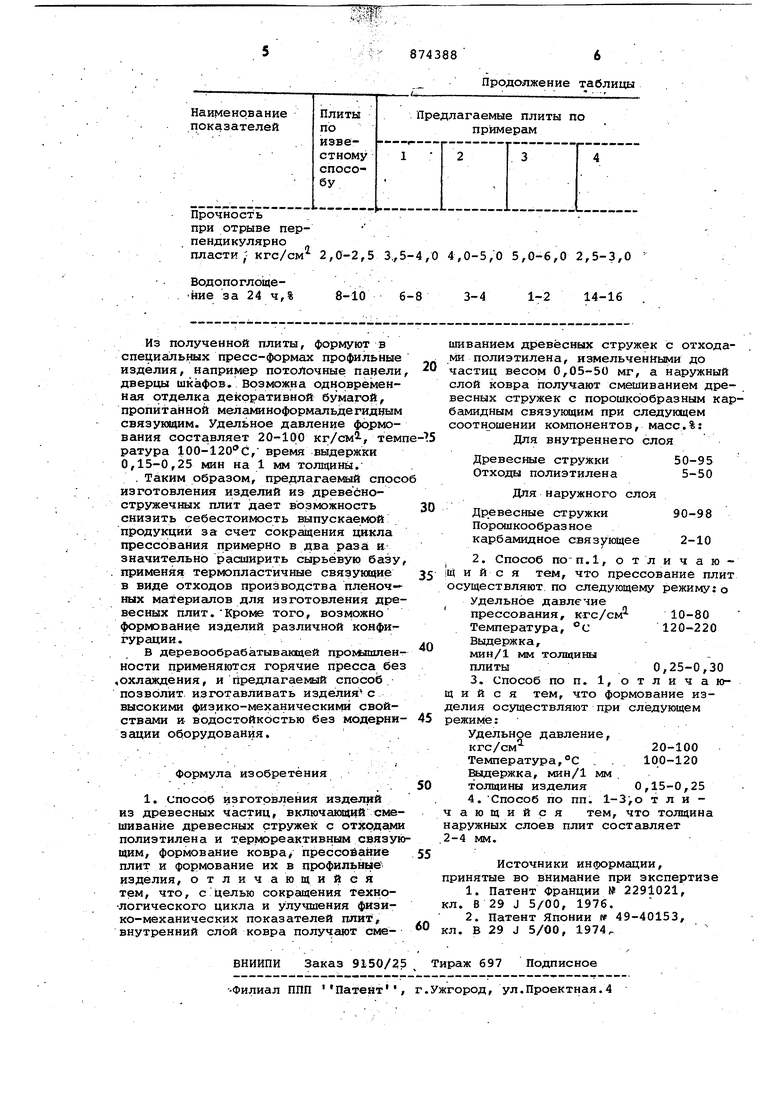
В таблице приведены основные характеристики полученных плит толщиной 16 мм и плит, изготовленных по известному способу. .
2,0 4,0 3,0 4,0
874388 6
Продолжение таблицы
