(54) ТЕПЛОСТОЙКАЯ КОНВЕЙЕРНАЯ ЛЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пресной воды | 2021 |
|
RU2780743C1 |
| Теплостойкая конвейерная лента | 1979 |
|
SU952691A1 |
| Способ сжижения природного газа и устройство для его осуществления | 2020 |
|
RU2737986C1 |
| ПАССИВНАЯ СИСТЕМА ОХЛАЖДЕНИЯ ЯДЕРНОГО РЕАКТОРА | 2021 |
|
RU2769102C1 |
| Способ получения сухого пара и мобильный кавитационно-гидродинамический генератор для его осуществления | 2024 |
|
RU2829393C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОЭНЕРГИИ ИЗ ТЕПЛА ОКРУЖАЮЩЕЙ СРЕДЫ | 2015 |
|
RU2605864C1 |
| Устройство для обеспечения работоспособности радиоэлектронной аппаратуры радиолокационных станций в условиях низких температур | 2020 |
|
RU2765652C1 |
| Радиатор системы охлаждения автотракторных двигателей | 2022 |
|
RU2801632C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО РАЗДЕЛЕНИЯ ГАЗА НА ФРАКЦИИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2312279C2 |
| Теплостойкая лента конвейера | 1980 |
|
SU925789A1 |
I
Изобретение относится к конвейерному оборудованию, а именно к теплостойким лентам конвейеров.
Известна теплостойкая конвейерная лента, включающая слой резины, тросы, огнестойкую обкладку и связующий слой 1.
Однако для такой конструкции характерны быстрый износ поверхностного слоя ленты и малая скорость отвода тепла от поверхности ленты.
Известна также теплостойкая конвейерная лента, включающая обкладки, между которыми расположены продольные тросы и поперечные стержни 2.
Недостатком данной конструкции является малая скорость теплоотвода при транс-, портировании горячих грузов, что приводит к снижению долговечности ленты.
Цель изобретения - повышение скорости теплоотвода при транспортировании горячих грузов.
Указанная цель достигается тем, что поперечные стержни выполнены в виде металлических трубок с и-образными патрубками по концам для жидкости с низкой температурой кипения и клапанами для дросселирования паров жидкости и возврата конденсата, причем обкладка снабжена расположенной над стержнями металлической .сеткой.
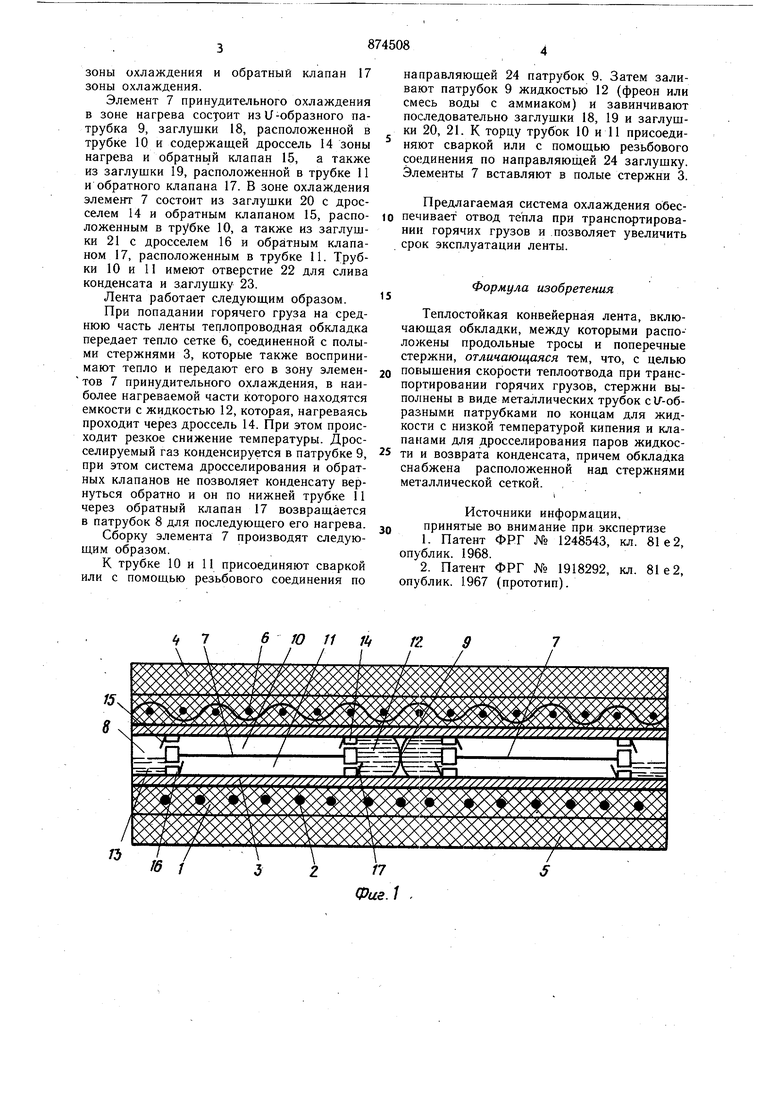
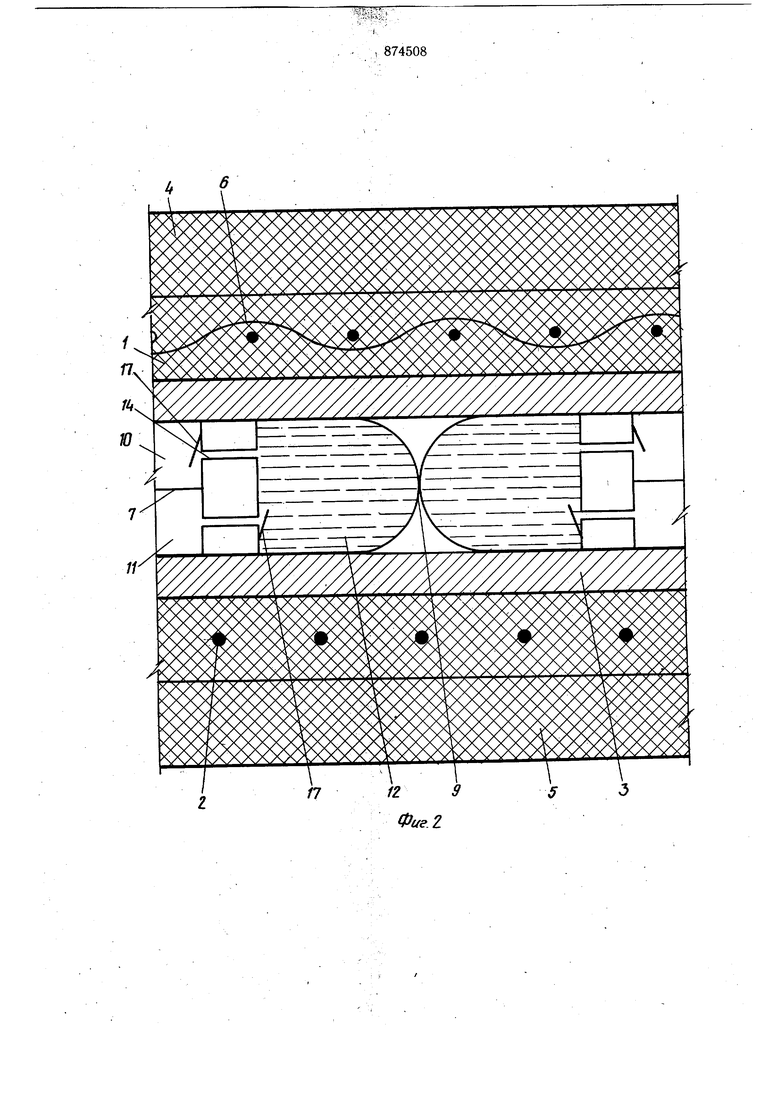
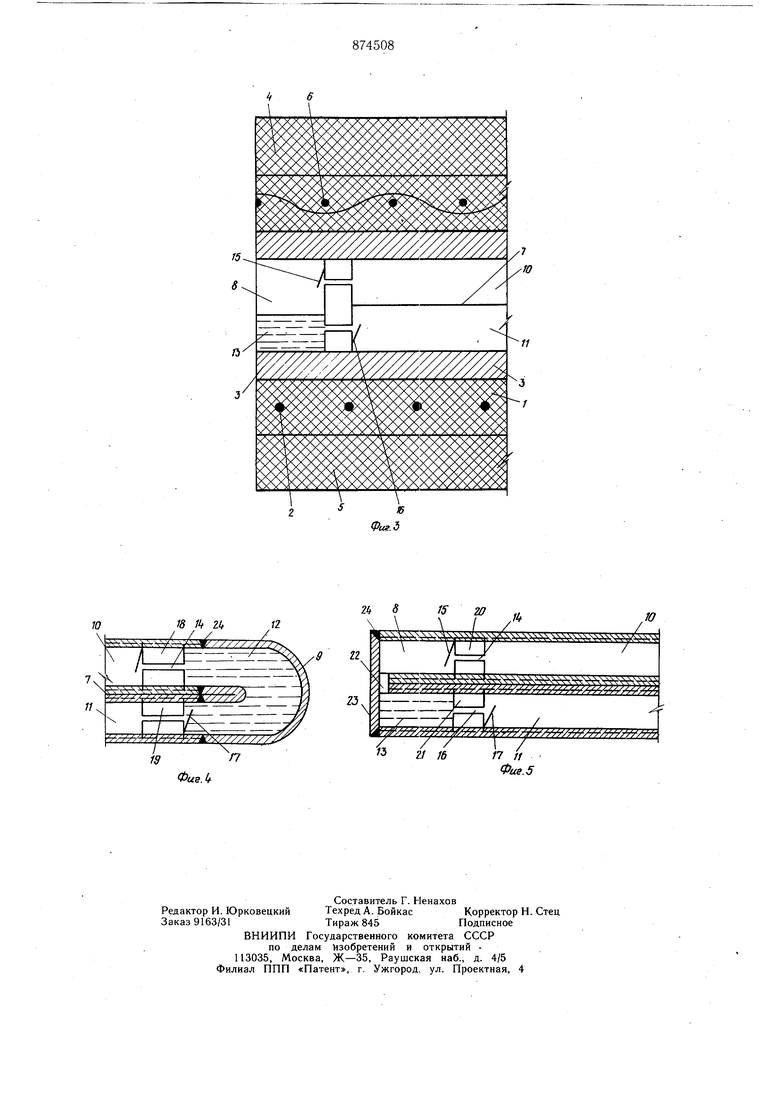
На фиг. 1 изображена теплостойкая конвейерная лента, общий вид; на фиг. 2 - зона нагрева ленты с патрубками; на фиг. 3 зона охлаждения ленты; на фиг. 4 -IJ-образный патрубок элемента принудительного охлаждения; на фиг. 5 - зона конденсации элемента принудительного охлаждения.
Теплостойкая конвейерная лента 1 состоит из продольных тросов 2, поперечных полых стержней 3 в виде металлических трубок, теплостойких теплопроводной верхней обкладки 4 и нижней нерабочей обкладки 5, металлической сетки 6, соединенной с поперечными полыми стержнями 3, элементов 7 принудительного охлаждения, в которых находятся патрубки 8 и 9, соединяющие верхнюю трубку 10 и нижнюю трубку 11, легкоиспаряющуюся жидкость 12
20 (с низкой температурой кипения) и ее конденсат 13, дроссель 14 зоны нагрева и обратный клапан 15 зоны нагрева, дроссель 16
зоны охлаждения и обратный клапан 17 зоны охлаждения.
Элемент 7 принудительного охлаждения в зоне нагрева COCJOHT изU-образного патрубка 9, заглушки 18, расположенной в трубке 10 и содержащей дроссель 14 зоны нагрева и обратньж клапан 15, а также из заглушки 19, расположенной в трубке 11 и обратного клапана 17. В зоне охлаждения элемент 7 состоит из заглушки 20 с дросселем 14 и обратным клапаном 15, расположенным в трубке 10, а также из заглушки 21 с дросселем 16 и обратным клапаном 17, расположенным в трубке 11. Трубки 10 и 11 имеют отверстие 22 для слива конденсата и заглушку 23.
Лента работает следуюш.им образом.
При попадании горячего груза на среднюю часть ленты теплопроводная обкладка передает тепло сетке 6, соединенной с полыми стержнями 3, которые также воспринимают тепло и передают его в зону элементов 7 принудительного охлаждения, в наиболее нагреваемой части которого находятся емкости с жидкостью 12, которая, нагреваясь проходит через дроссель 14. При этом происходит резкое снижение температуры. Дросселируемый газ конденсируется в патрубке 9, при этом система дросселирования и обратных клапанов не позволяет конденсату вернуться обратно и он по нижней трубке 11 через обратный клапан 17 возвращается в патрубок 8 для последующего его нагрева.
Сборку элемента 7 производят следующим образом.
К трубке 10 и 11 присоединяют сваркой или с помощью резьбового соединения по 6 Ю 11 I I
направляющей 24 патрубок 9. Затем заливают патрубок 9 жидкостью 12 (фреон или смесь воды с аммиаком) и завинчивают последовательно заглушки 18, 19 и заглущки 20, 21. К торцу трубок 10 и 11 присоединяют сваркой или с помощью резьбового со«;динения по направляющей 24 заглущку. Элементы 7 вставляют в полые стержни 3.
Предлагаемая система охлаждения обеспечивает отвод тепла при транспо-ртировании горячих грузов и позволяет увеличить срок эксплуатации ленты.
Формула изобретения
Теплостойкая конвейерная лента, включающая обкладки, между которыми расположены продольные тросы и поперечные стержни, отличающаяся тем, что, с целью
повышения скорости теплоотвода при транспортировании горячих грузов, стержни выполнены в виде металлических трубок си-образными патрубками по концам для жидкости с низкой температурой кипения и клапанами для дросселирования паров жидкости и возврата конденсата, причем обкладка снабжена расположенной над стержнями металлической сеткой.
i
Источники информации, принятые во внимание при экспертизе
