Известны штампы для изгибания прессованных н катаных профилей непрерывными частыми ударами пуансона по передвигаемому профилю, устанавливаемые на кривошипные и эксцентриковые прессы с подъемным столом и малыми перемеш,ениями пуансона.
Предлагаемый штамп отличается от известных тем, что кулачки матрицы могут быть сближены или раздвинуты. Такое конструктивное выполнение штампа обеспечивает изгибание на нем коротких и длинных изделий с хмалыми радиусами изгиба.
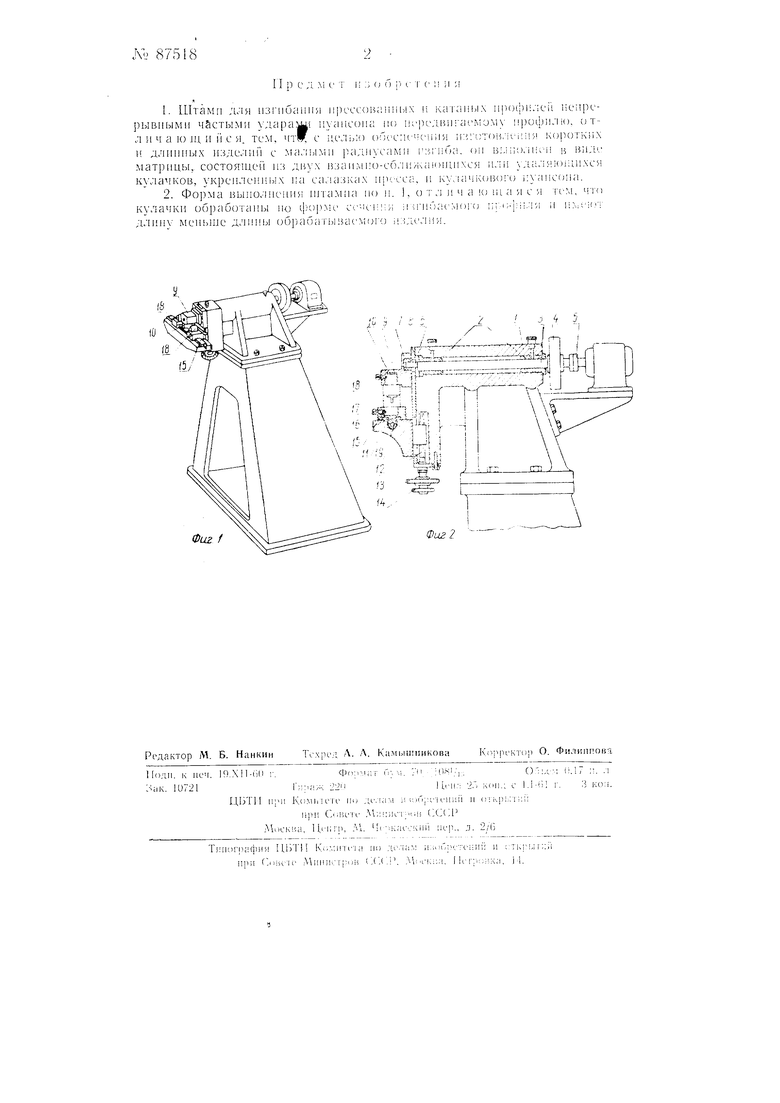
На фиг. 1 изображен пресс; на фиг. 2 - штамп в вертикальном разрезе.
Внутри корпуса 1 штампа в подшипниках 2 врашается вал 3, на одном конце которого закреплен маховик 4. Вал 3 при помош.и муфты 5 соединяется с валом электродвигателя. На другом конце вала 3 имеется кривошип, палец 6 которого выходит в горизонтальный паз кулачковсгп пуансона 7, расположенного в вертикальных направляющих 8 сганинь; пресса. На пуансоне 7 имеется головка 9, служащая для крепления верхнего кулачка 10, В нижней части направляющих 8 с помощью винта 12 и маховика 13 перемещаются салазки 11. Стопорение винта 12 осуществляется посредством маховика 14. На направляющих 15 салазок установлены две державки 16 с болтами /7 для крепления кулачков 18 матрицы. Перемещение державок 16 по направляющим осуществляется с помощью винта 19. С помощью винта 19 кулачки 18 устанавливаются на заданном расстоянии один от другого. Головку 9 с верхним кулачком 10 устанавливают в крайнем нижнем положении. После этого производят установку верхнего и нижних кулачков на заданном по высоте расстоянии.
Во время работы вал 3 вращается и сообщает головке 9 с кулачком 10 возвратно-поступательное движение. Прессованная или катаная заготовка вводится в рабочую зону между кулачками 10 и 18 и от руки перемещается по длине, подлежащ,ей изгибанию.
1.111там 1 л.1и изгниапия п|)осс{)и;1111 | х i ivar;nii)i. iipoijiii.icil псирс)ЫВ11ЫМ11 чистыми улараш пуансона но п;мнм1М1: а Мэм iipoipii.iio, отличаю щ и ii с я. тем, чт с iuvii o ooccncu-iiiiH 11:;;ч;тои;и-;: 1я коротких и ллипиых и;5лс.1И11 с ма.тыми рал 1 сами i;5riioa. ои в:. в иил. матрицы,, состоящем из лнух .ио-еб,1п/; а о1иихея и;;: лал; ;о1иихея кулачков, укрепле1 1 1 х па еалазках npteiT;, и , пуаисоиа.
2. выпо.шеиия иггамиа ио п. 1, о т л и ч а ю lu а я е я тем, что кулачки обработаны по еечен;;); и-laHiacMoix) 1;;( и ихлчеЛ.тппу Mcnhnjc o6pja6aTbi;uieMoro (.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления листовых изделий на падающих молотах | 1950 |
|
SU88796A1 |
| Способ получения зазора между пуансоном с резиновой облицовкой и матрицей штампа для падающих молотов | 1950 |
|
SU92439A1 |
| Пунсон | 1936 |
|
SU50715A1 |
| Копировально-фрезерный станок для обработки пространственно-фасонных поверхностей с дуговыми образующими | 1950 |
|
SU90419A1 |
| Устройство для крепления стержней шаблонов для проверки поверхностей | 1950 |
|
SU92596A1 |
| Приспособление для разравнивания штукатурного намета | 1949 |
|
SU89314A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| ПРЕССОВЫЙ АГРЕГАТ | 1990 |
|
RU2043815C1 |
j сет / „
