Штамг ы ДЛЯ изгоювления .чистовых изделий на падающих молотах С применением пуансонов и матриц из цинка 1ИЛИ из других недефицитных материалов известны.
Описываемый штамп выгодно отличается от известных тем, что, с целью экономии свинца и сниже ния стоимости изготовления штампов применен пуансон из цинка или других нсдефицитных металлов с облицовкой его рабочей поверхности резиной.
Металлическое основание иуан сона отливается грубо по гатрице, а облицовка его рабочей поверхности осуществляется наклейкой сы)ой резины с последующей вулканизацией ее в штампе между пуансс)ном и матрицей.
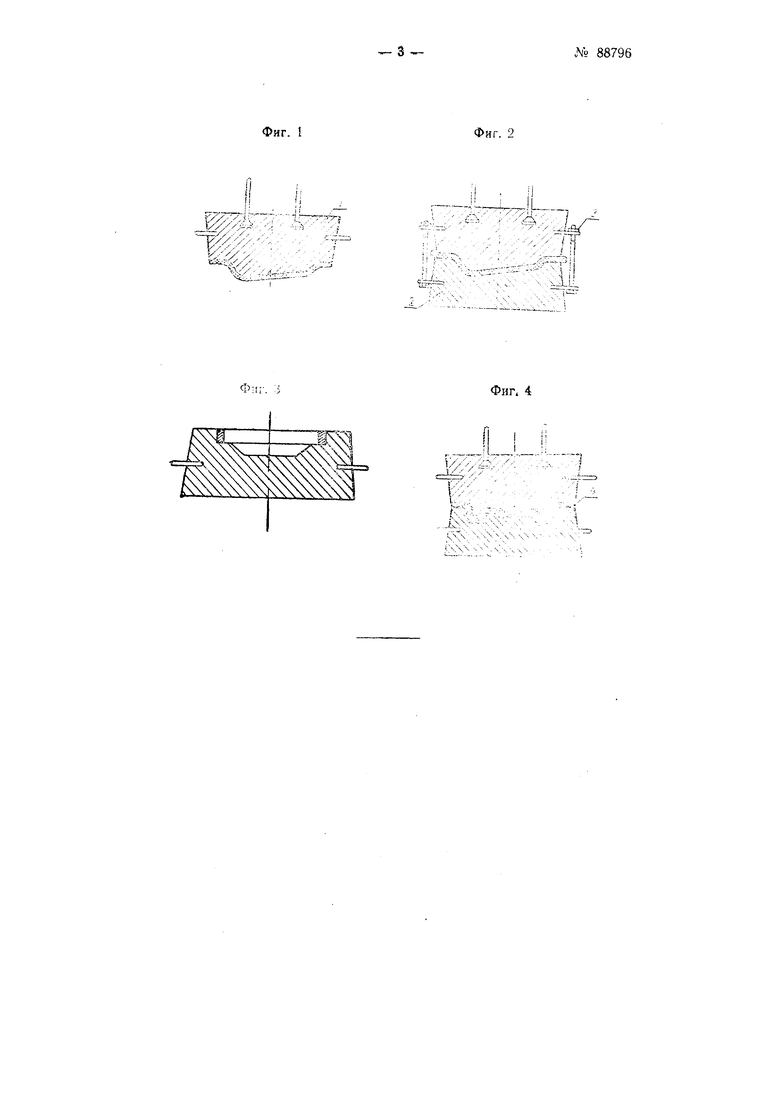
На фиг. I изображен вид пуансона, облицованного резиной, в разрезе; на фиг. 2-в разрезе вид пуансона с матрицей, стянуты.ч между собою болтами; на фиг. 3 - вид матрицы с прокладкой в разрезе; на фиг. 4-вид пуансона с матрицей и отштампованной деталью между ними.
Пуансон / (фиг. 1) отливается из цинка, eio сплав, или чугуна. По матрице или по гнпсо.одел;1. снятой с матрицы.
Рабочая поверхность цинковых пуансонов обрабатывается гибкими крупнозернистыминаждачными
кругами, после пуансоны тщательно очищаются от пыли и грязи. Ч)|-униь е пуансоны предварительной обработки не требуют, но они также тщательно очищаются от формовочной земли. После этого пуансон протирается бензином и покрывается резиновым клеем.
Подготовленная, таким образом, поверхность пуансона покрывается неско.1ькими с.;1оями топкоразвальцованной сырой резины.
Д, обеспечения хорошего прп.чегания резины при сложной форме игтямпуемых дета, облицовку нужно набирать из отде.чьных кусков резины так, чтобы стыки одного (лоя перекрь:ва. пeль; iи кусками другого с.юя.
Неклеенная резипова.ч облицовка, с це.тью ее уплотнения, а также удаления отдельных пузырьков, ой|)азозавп1ихс.ч eжay с,тоям1. обкатывается спеп.иальпымп рифленыv.ii И глад| и и ро,.:ами.
Толплина Резины, в зависимости от 1абаритных игтампчсмых деталей ir с.южности фо пг1-л рабочей поверхности пуанссня, должна бьггь - - 20 мм.
Рабочая поверхность матрицы 2 (. 2) также тщательно очищаетс.я от пыли и грязи, как и пуансон, и затем смазывается машинным маслом. Смазка необходима для ТОГО, чтобы при вулканизации облицовки предотвратить прилипание резины к поверхности матрицы. 3мтем матрица накрывается пуансоном с приклеенной резиновой об.лнЦОВКОи и туго притягивается к П;му стяжными болтами 3 (фиг. 2).
В таком внде штамп устанавл: вастся в снеципльную печь с температурой в 160-180° и выдерживается в течение 1-; 3 UlcoB.
Чтоб ы об ее п еч и т 11 ео б х од и м о е давлен;ие на рсзипу в процессе ее вулканизации нужно 2-3 раза подтягивать стяжные болты.
После вулканизации резина приобретает необходп.мые свойства н прочно приклеивается к пуансону.
Рабочая поверхность резиновой юблйцовки принимает форму и размеры рабочей поверх1 ости матрицы.
Благодаря э. астичцости )езины и способности ее, легко принимать значительные упругие деформации, большниетво деталей можно изготовлять в штампах с резиновой облицовкой без специального зазора между матрицей и пуансоном.
Для деталей с вертикальными стенками из относительно толстого материала, необходимый зазор между пуансоном и матрицей надо предусматривать при изготовлении резиновой облицовки. Для этой цели перед вулканизацией облицовки в матрицу в указанных местах кладут соответствующие прокладки на толщину штампуемого материала. Во избежание приклеивания прокладок к резине они так же, как и матрица, смазываются маслом.
В тех случаях, когда создание зазора при помощи прокладок вызывает затруднение, необходимый
зазор можно получить путем изготовления облицовки но хорошо отштампованной детали 4 вложенноГ в матрицу {фиг. 4). В обоих случаях литая часть пуансона должпа быть изготовлена с учетом необходимых зазоров для получения резиновой облицовки нужной TO.Iихинь. Это может быть дости1П-1уто путем ко)рект,ирокки срорм riei)e,i заливко пуансонов или путем обработш- пуансонов после отливки.
Точность обработки при этом может быть небольшой, так как norpenniocib в соп)яжении нуапсопа с мат)ицей легко компенеируется за счет изменения толнгины резиновой облицовки при вулканизаа,ИИ.
Для получения необходимого качеств-а птампуемых деталей и хороП1ей стойкости резиновой облицовки последнюю, в завпсилюсти от твердости пггампуемого материала, рекомепдуетея делать из резипы твердости. Чем тверже Н1тампуемый материал, тем большую твердость должна иметь резиновая облицовка.
П р е д мет изобретения
1. Штамп для изготовления листовых изделий на падающих молотах, отличающийся тем, что, с целью сокращения расхода свинца и стоимости изготовления пуансона, применен пуансон из цинка или из других недефицитцых металлов с облицовкой его рабочей поверхности резиной.
2. Форма выиолнения пуансона по п. 1, отличающаяся тем, что его металлическое основание отливается грубо по матрице, а облицовка его рабочей поверхности осуществляется наклейкой сырой резины с последующей вулканизацией ее в штампе между нуансоном и матрицей.
Фиг. I
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения зазора между пуансоном с резиновой облицовкой и матрицей штампа для падающих молотов | 1950 |
|
SU92439A1 |
| Пунсон | 1936 |
|
SU50715A1 |
| Штамп для изгибания прессованных и катаных профилей | 1950 |
|
SU87518A1 |
| КОМБИНИРОВАННАЯ МАТРИЦА ШТАМПА ДЛЯ ПАДАЮЩИХ МОЛОТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1949 |
|
SU85995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНОЙ СРЕДОЙ | 2019 |
|
RU2710616C1 |
| ПРЕСС | 1992 |
|
RU2043818C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
Wy --
/ . х у -- .
iL . /
