Известны станки для притирки торцовых поверхностей цилиндрических деталей посредством плоского притира с применением рабочего шпинделя, совершающего планетарное движение. Недостатком этих станков является то, что в них не обеспечивается автоматический подъем и опускание шпинделя для равномерного поступления абразивной пасты на обрабатываемую поверхность.
В предлагаемом станке этот недостаток устранен тем, что станок снабжен механизмом автоматического подъема и опускания рабочего шпинделя, выполненным в виде торцового копира, получающего вращение от ведущего вала шпинделя и взаимодействующего посредством зубчатой муфты и тяги с рабочим шпинделем станка.
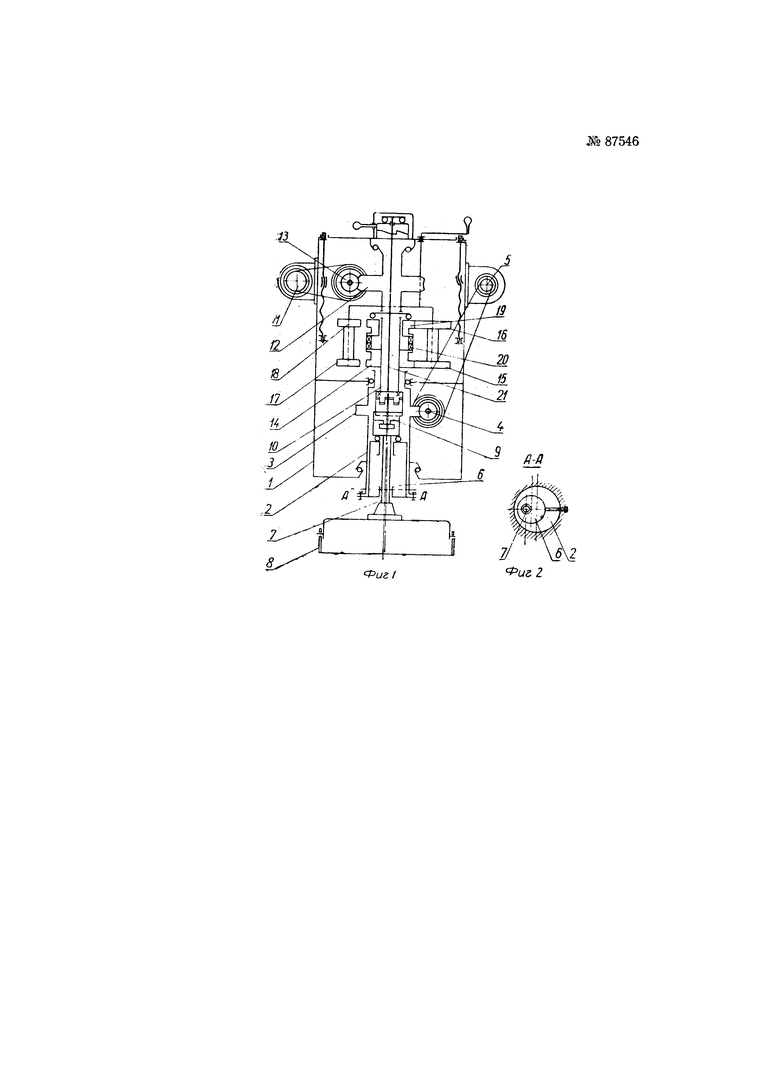
На фиг. 1 изображена кинематическая схема шпиндельной бабки станка; на фиг. 2 - сечение по АА на фиг. 1.
Станок имеет шпиндельную бабку 1 с помещенной в ее нижней части планетарной втулкой 2, получающей вращение через червячную пару 3 и 4 от электродвигателя 5 и имеющей эксцентричное гнездо, в котором помещена эксцентричная же поворотная обойма 6, несущая рабочий шпиндель 7 с притиром 8. Рабочий шпиндель через муфту 9 связан с ведущим валом 10, получающим вращение от отдельного электродвигателя 11 через червячную пару 12 и 13. На ведущем валу 10 заклинена шестерня 14, передающая вращение через шестерни 15 и 16 или 17 и 18 зубчатой муфте 19, взаимодействующей с торцовым копиром 20, укрепленным на ведущем валу. Зубчатая муфта 19 выполнена подвижной в осевом направлении и связана со шпинделем посредством тяги 21.
Рабочий шпиндель станка совершает переносное движение вместе с планетарной втулкой 2 и вращается вокруг собственной оси от электродвигателя 11 через ведущий вал 10 и муфту 9. Эксцентрицитет планетарного движения рабочего шпинделя регулируется посредством поворота эксцентричной обоймы 6 и ее закрепления в требуемом положении относительно втулки 2.
Зубчатая муфта 19, вращаясь относительно торцового копира 20, периодически смещается в осевом направлении по зубцам копира и посредством тяги 21 приподнимает шпиндель 7, обеспечивая поступление абразива на обрабатываемую поверхность.
Число оборотов планетарной втулки 2 и рабочего шпинделя может быть изменено сменой шкивов на электродвигателях 5 и 11 и на червячных парах 4 и 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки деталей | 1980 |
|
SU944882A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ПРИТИРКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248461A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |
| Электромеханический привод зажимного устройства | 1983 |
|
SU1235664A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Станок для притирки отверстий | 1982 |
|
SU1039701A1 |
1. Станок для притирки торцовых поверхностей цилиндрических деталей с применением рабочего шпинделя, совершающего планетарное движение, отличающийся тем, что для обеспечения равномерного поступления абразива на притираемую поверхность он снабжен механизмом автоматического подъема и опускания рабочего шпинделя.
2. Форма выполнения станка по п. 1, отличающаяся тем, что механизм подъема и опускания шпинделя выполнен в виде торцового копира, получающего вращение от ведущего вала шпинделя и взаимодействующего с подвижной в осевом направлении муфтой, связанной с рабочим шпинделем посредством соосно расположенной с ним тяги.
3. Форма выполнения станка по пп. 1-2, отличающаяся тем, что для регулирования эксцентрицитета планетарного движения рабочего шпинделя последний смонтирован в эксцентричном отверстии поворотной обоймы, расположенной эксцентрично в планетарной втулке рабочего шпинделя.
4. Форма выполнения станка по пп. 1-3, отличающаяся тем, что рабочий шпиндель сопряжен с ведущим валом посредством муфты.
5. Форма выполнения станка по пп. 1-4, отличающаяся тем, что для возможности независимой регулировки окружных скоростей рабочего шпинделя и планетарной втулки приводной вал рабочего шпинделя и планетарная втулка получают вращение через червячные пары от отдельных электродвигателей.
