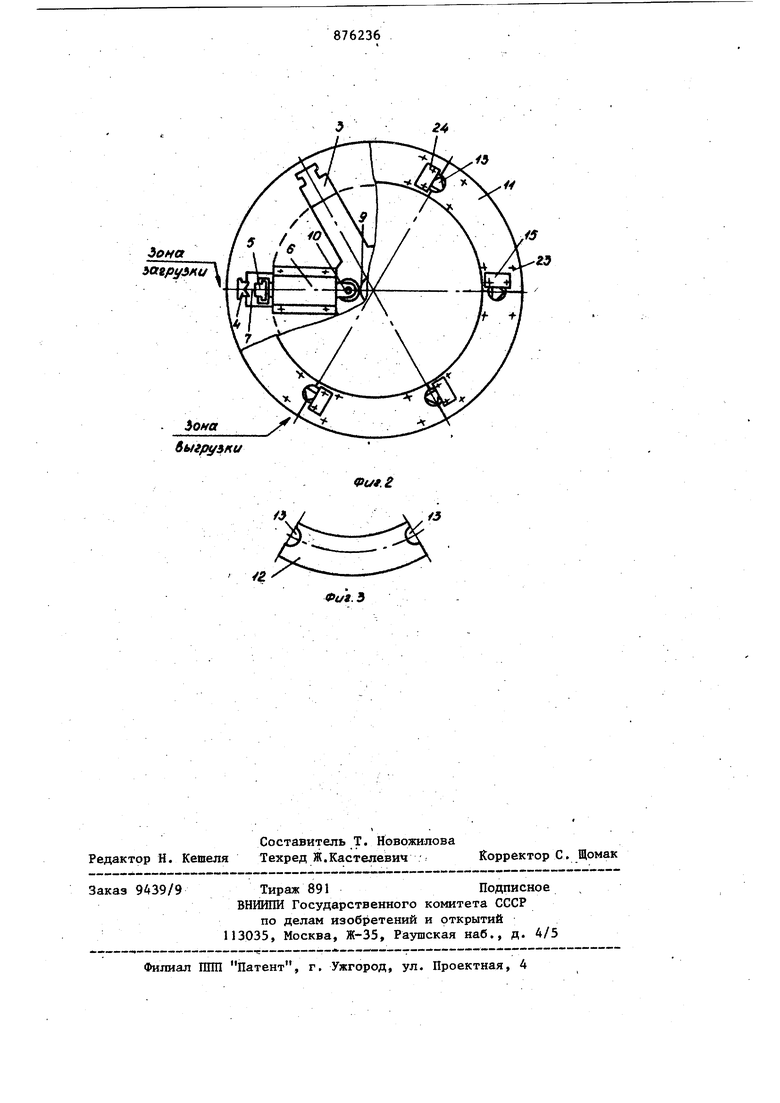
Изобретение относится к машиностро ению и может найти применение в станках для маркировки изделий типа стерж ней. По основному авт. св. № 568477 известен станок для маркировки изделий типа стержней, содержащий кинематически связанные между собой приспособления для загрузки изделий, рабочий орган ударного действия и поворотную планшайбу в виде диска с гнездами для изделий, образованными базирующими и зажимными элементами . В этом станке при повороте планшайбы очередное изделие своим нижним торцом скользит по поверхности планшайбы до подхода под изделие очередного гнезда. . В процессе длительной работы и в силу износа на поверхности планшайбы образуется кольцеобразный желоб. Ввиду того, что изделия обрабатываются разных диаметров, внутренний диаметр выходного конца питателя для обеспечения свободного перемещения в нем изделий выполняется несколько больше фактического диаметра изделий, то в процессе скольжения изделия по поверхности планшайбы неизбежно люфтообразное состояние изделия в питателе. В силу указанного желоб на планшайбе имеет извилистую клинообразную форму. При больших величинах износа изделие, имеющее диаметр меньший широкой части желоба, затягивается в клинообразную полость желоба. Такое явление ведет к нарушению работы загрузочного устройства. Цель изобретения - улучшение эксплуатационных характеристик станка. . Указанная цель достигается тем, что станок снабжен закрепленным на планшайбе дополнительным диском с отверстиями, соосными с гнездами планшайбы, и установленными на дополнительном диске с возможностью перемещения относительно его поверхности пластинами, частично перекрывающими отверстия диска. С целью улучшения монтажа и демон тажа дополнительного диска, он выпол нен в виде отдельных сегментов, а от верстия его расположены на торцах стыкуемых сегментов. На фиг. показана принципиальная схема станка, на фиг. 2 - планшайба, вид в плане, на фиг. 3 - конструктив ное выполнение сегментов, образующих дополнительный диск. Станок состоит из транспортного устройства, устройства поштучной загрузки изделий в транспортное устрой ство и агрегатов для вьтолнения на изделии технологических операций. Транспортное устройство включает . в себя корпус 1, поворотную относительно вертикальной оси планшайбу 2 и привод, сообщающий планшайбе равномерное по шагу прерывистое движение. Планшайба представляет собой рабочий орган, выполненный в виде ди ка, имеющего сквозные отврстия 3, в которые вмонтированы приспособления для ориентации и базирования изделий содержащие направленные вдоль оси по ворота планшайбы V-образные пазы и подвижные зажимные элементы 5 зажимных устройств 6, образующие с базирующими приспособлениями 4 гнезда 7 для размещения изделий. Количество гнезд равно числу делений планшайбы за один оборот. В центре планшайбы н неподвижной стойке 8 жестко закреплен кулачок-копир 9, с профилированной поверхностью которого взаимодействуют органы 10 зажимных устройств. На наружной плоской поверхности диска планшайбы 2 имеется жестко свя занный с ним дополнительный диск 11, образованный сегментами 12, располо женный над базирующими приспособлени ями 4 и зажимными элементами 5 и имеющий сквозные отверстия 13, соосные с гнездами 7 и выполненные на торцах стыкуемых сегментов 12, а на противоположной внутренней поверхнос ти планшайбы 2 имеется дорожка для подшипниковой опоры 14. Диаметр отверстий 13 обеспечивает проход изделия с наибольшим диаметром, обрабаты ваемым на данртом станке. Для исключения западания в отверстия 13 очередного изделия при соскальзывании его с загруженного торца на плоской наружной поверхности дополнительного диска 1 поспедовательно установлены пластины 15, имеющие возможность перемещения относительно поверхности дополнительного диска в направлении движения планшайбы и частично закрывающие отверстия 13 в дополнительном диске со стороны схода очередного изделия с загруженного торца. Плоские наружные поверхности до полиительного диска 11 и пластин 15 служат дорожкой скольжения изделий при повороте планшайбы,.Делительное устройство вьтолнено в виде мальтийского механизма с ведущим органом 16 и ведомым 17. Ведомый орган делитель кого устройства жестко связан с плаишайбой и установлен на подшипниках i 8 качения, которые надеты внутрёиними обоймами на неподвижную стойку,, а ведущий орган управляется приводом. Этот привод может быть выполнен любой известной конструкции. Загрузочиое устройство включает в себя бункер и устройство поштучной вьздачи изделий, в гнезда транспортной поточной линии. Бункер содержит смонтированные в корпусе подвижные возвратно-поступательно отсекатели 19 и установленный над планшайбой трубчатый питатель 20. Устройством поштучной выдачи заготовок из питателя в приспособления транспортного устройства слуткит наружная поверхность закрепленного на поворотной планшайбе дополнительного диска 11 и наружная поверхность пластин 15, а также упор 21, который установлен под планшайбой против гнезд 7 и питателя 20 так, что опорная для изделий площадка .этого упора расположена в плоскости, параллельной вращению планшайбы. Упор 21 установлен на выступе корпуса 1 с возможностью его передвижения при наладках параллельно оси поворота планшайбы и прикреплен к выступу резьбовыми элементами 22, головки которых расположены в Т-образных пазах в выступе корпуса J. Перед пуском станка в работу производят его наладку. Устанавливают в бункерном устройстве питатель, соответствующий диаметру загружаемых изделий. Снимают с планшайбы дополнительный диск, и устанавливают в гнезда основного диска соответствующие обрабатываемым изделиям приспособления 4 и элементы 5. Устанавливают дополнительный диск на основной диск планшайбы и закрепляют винтами 23. Путем перемещения относительно поверхности дополнительного диска ус-
танавливают пластины 15 так, чтобы очередное изделие, поступающее из питателя при его соскальзывании с загруженного торца не западало в отверстие 13 дorfoлнитeльиoгo диска и не зацепляло своей нижней кромкой за кромку пластины. После установки пластины крепят к дополнительному диску винтами 24. Настраивают станок на выполнение соответствующей операции. Настраивают упор 21 на соответствующую длину изделий.
Работает станок следующим образом Из бункера заготовки поступают в питатель, где они устанавливаются в вертикальном положении и удерживаются от вьтадания из питателя поверхностью дополнительного диска 11, При повороте планшайбы на шаг изделие начинает скользить нижним торцом по по;верхности диска 11. В момент остановки планшайбы выходное отверстие питателя устанавливается соосно с отверстием I3 и гнездами 7.
В этот момент одно из изделий из питателя проскальзьшает, в гнездо 7 и становится на горизонтальную площадку упора 21. Поворотом планшайбы на следующий шаг, загруженное изделие прижимается к V-образным поверхностям приспособления А, а очередное изделие соскальзывает с загруженного торца на поверхность пластины 15, а затем на поверхность диска 11, и цикл загрузки повторяется.
Закрепленное изделие дальнейшим поворотом планшайбы переносится на рабочую позицию станка и после обработки - на разгрузочную позицию. На разгрузочной позиции обработанное изделие освобождается от крепления и выпадает в лоток.
Такое выполнение станка, во-первых, не требует ремонтов от износа основного кольцеобразного диска, что значительно увеличивает срок его службы, во-вторых, ремонт дополнительного диска не требует больших сроков и трудоемкости.
Выполнение дополнительного кольцеобразного диска из сегментов в свою очередь, сокращает сроки и удешевляет ремонт диска, улучшает условия монтажа и демонтажа дополнительного диска на основном, при переналадке гнезд в основном диске с одного диаметра изделий иа другой.
Формула изобретения
1.Станок для маркировки изделий типа стержней по авт. св. № 568477, отличающийся тем, что , с целью улучшения эксплуатационных характеристик станка, он снабжен закрепленным на планшайбе дополнительным диском с отверстиями, соосными
с гнездами планшайбы, и установленными на дополнительном диске с возможностью перемещения относительно его поверхности пластинами, частично перекрывающими отверстия диска.
2.Станок по п. 1, отличающийся тем, что, с целью улуч- . шения монтажа и демонтажа дополнительного диска, он выполнен в виде отдельных сегментов, а отверстия его расположены на торцах стыкуемых сегментов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 568477, кл. В 21 С 51/00, 1972.
X
/J
//


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для маркировки изделий типа стержней | 1972 |
|
SU568477A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| АВТОМАТ ДЛЯ ИСПЫТАНИЯ ЗОЛОТНИКОВ АВТОВЕНТИЛЕЙ | 1972 |
|
SU345397A1 |