(54) СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦА ДЛЯ КОНТРОЛЯ ПРОЦЕССА НЕПРЕРЫВНОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отливки слитков на многоручьевой машине полунепрерывного литья | 1991 |
|
SU1822364A3 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |
| Способ полу- и непрерывного литья слитков | 1987 |
|
SU1563839A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |
| ПЕРЕМЕШИВАЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2419508C2 |
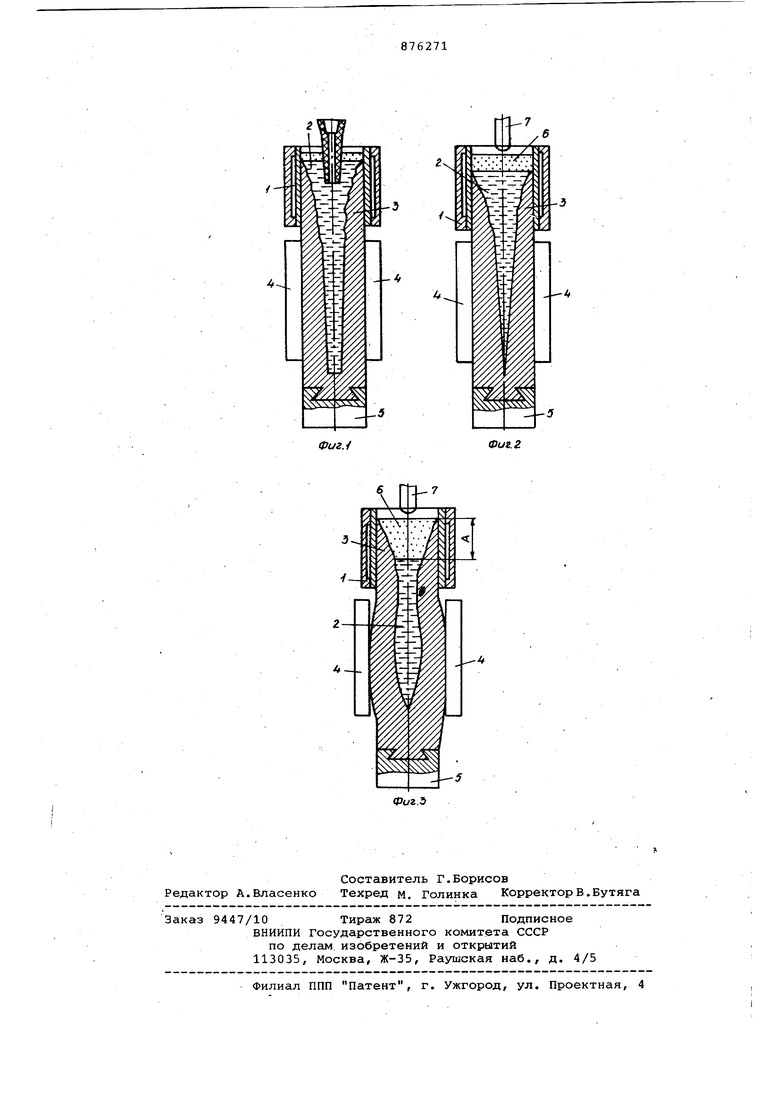
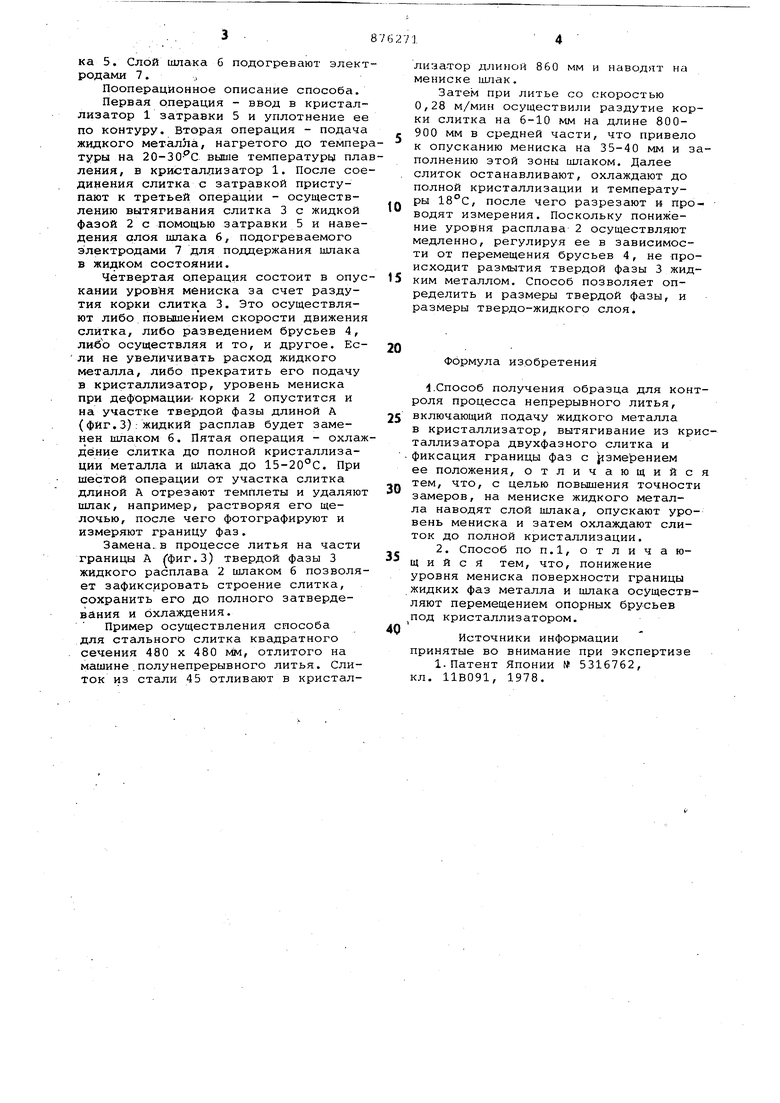
Изобретение относится .к черной и цветной металлургии и может быть использовано для исследования процес са кристаллизации метгшлов при непре рывном или полунепрерывном литье. Наиболее близким по технической сущности к предлагаемому является сп соб, который предусматривает прйваривание к поверхности слитка брусков, подсоединение к ним генератора звуковых колебаний и подачу импул сов колебаний. По отражению импульсов от границы расплава определяют положение указанной границы.При эт6 раэьшва твердой фазы не происходит. npei4iymecTBOM способа является также то, что измерения можно осуществлять в течение длительного времени до окончания процесса кристаллизации . Нет статком способа является его низкая точность при исследовании кристсшлизации сплавов, имеющих значительную . твердо-жидкую зону. Импуль сы звуковых колебаний в эту зону почти не проникают, а отражаются от границы сплошной твердой фазы. ЧастЬ энергии звуковых колебаний теряется iB расплаве, таким образом не удается изучить структуру твердо-жидкой фазы, имеющую большое научное и практическое значение. : Цель.изобретения - повышение точности замеров. Указанная цель достигается за счет того, что способ предусматривает подачу жидкого металла в кристаллизатор, вытягивание из кристаллизатора двухфазного слитка и фиксацию границы фаз с измерением его положения, причем на мениске жидкого металла наводят слой шлака, опускают уровень мениска и затем охлаждают у.слиток до полной кристаллизации. Понижение уровня мениска поверхности границы жидких фаз металла и шлака осуществляют перемещением опорных брусьбв под кристсшлизатором. На фиг. 1 изображена схема непрерывного или полунепрерывного литья/ на фиг. 2 - наведение шлака после остановки слитка; на фиг. 3 - осуществление понижения уровня расплаВа за счет раздутия слитка. В кристаллизатор 1 запивают жидкий металл 2 и здесь формируется твердая корка 3. Под крйсталлизаторрм ее подцерживазот брусья 4 и затравка 5. Слой шлака б подогревают электродами 7.
Пооперационное описание способа.
Первая операция - ввод в кристаллизатор 1 затравки 5 и уплотнение ее по контуру. Вторая операция - подача жидкого металла, нагретого до темпертуры на 20-30-С вьш1е температурьа плаления, Б кристаллизатор 1. После соединения слитка с затравкой приступают к третьей операции - осуществлению вытягивания слитка 3 с жидкой фазой 2 с помощью затравки 5 и наведения алоя шлака 6, подогреваемого электродами 7 для поддержания шлака в жидком состоянии.
Четвертая операция состоит в опускании уровня мениска за счет раздутия корки слитка 3. Это осуществляют либо повьлиением скорости движения слитка, либо разведением брусьев 4, ли-бо осуществляя и то, и другое. Если не увеличивать расход жидкого металла, либо прекратить его подачу в кристаллизатор, уровень мениска при деформации корки 2 опустится и на участке твердой фазы длиной А (фиг.3): жидкий расплав будет заменен шлаком 6. Пятая операция - охлаждение слитка до полной кристаллизации металла и шлака до 15-20°С. При шестой операции от участка слитка длиной А отрезают темплеты и удаляют шлак, например, растворяя его щелочью, после чего фотографируют и измеряют границу фаз.
Замена, в процессе литья на части границы А фиг.З) твердой фазы 3 жидкого расплава 2 шлаком 6 позволяет зафиксировать строение слитка, сохранить его до полного затвердевания и охлаждения.
Пример осуществления способа для стального слитка квадратного сечения 480 х 480 мм, отлитого на машине.полунепрерывного литья. Слиток из стали 45 отливают в кристаллизатор длиной 860 мм и наводят на мениске шлак.
Затем при литье со скоростью 0,28 м/мин осуществили раздутие корки слитка на 6-10 мм на длине 800J 900 мм в средней части, что привело к опусканию мениска на 35-40 мм и заполнению этой зоны шлаком. Далее . слиток останавливают, охлаждают до полной кристаллизации и температуQ ры 18°С, после чего разрезают н про- водят измерения. Поскольку понижение уровня расплава 2 осуществляют медленно, регулируя ее в зависимости от перемещения брусьев 4, не происходит размытия твердой фазы 3 жид5 КИМ металлом. Способ позволяет определить и размеры твердой фазы, и размеры твердо-жидкого слоя.
Формула изобретения
5 включающий подачу жидкого металла
в кристаллизатор, вытягивание из кристаллизатора двухфазного слитка и - фиксация границы фаз с рзмерением ее положения, отличающийся
Q тем, что, с целью повышения точности замеров, на мениске жидкого металла наводят слой шлака, опускают уровень мениска и затем охлаждают слиток до полной кристаллизации.
, 2. Способ ПОП.1, отличающийся тем, что, понижение уровня мениска поверхности границы жидких фаз металла и шлака осуществляют перемещением опорных брусьев под кристаллизатором.
Источники информации
принятые во внимание при экспертизе
-.
