(54) СПОСОБ БИМЕТАЛЛИЗАЦИЙ СТАЛЬНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной биметаллизации втулок с нагревом токами высокой частоты | 2015 |
|
RU2637205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2005 |
|
RU2288070C1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| Способ изготовления биметаллических отливок титан-медь | 1977 |
|
SU626884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| Способ изготовления биметаллических отливок "сталь-бронза | 1977 |
|
SU745592A1 |
| Способ изготовления вкладышей подшипников скольжения | 2023 |
|
RU2803208C1 |
I
Изобретение относится к литейному производству и может быть использовано при биметаллизации бронзой стальной заготовки способом литья.
Известен способ биметаллизации стали, заключающийся в нагреве стальной заготовки в защитной среде и заливке ее расплавом.оловянно-свинцовой бронзы, предусматривающий температуру нагрева стальной основы ИЗО+Ю С 1 .
Прогрев стальной заготовки до указанных температур длится продолжительное время, что вызывает перегрев тонких частей заготовки и способствует росту зерна. Ухудшение структуры приводит к снижению прочностных, пластических и усталостных характеристик металла 2.
Особенно опасно это для заготовок силовых деталей, например, биметаллических, блоков цилиндров насосовгидромоторов высокого давления.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ, включающий нагрев стальной заготовки и заливку ее расплавом-бронзы 3.
Экспериментально установлено, что при низкой температуре заливаемой бронзы рекомендуемая температура не позволяет получать качественное сцепление металлических основ вследствие наличия большого количества неметаллических дефектов на поверхности контакта. Заливка стали при температуре нагрева 920+5 С бронзой марки ,
10 Вр ОС 8-15 (tcoA 920°) при температуре расплава 970...1000 С не обеспечивает качественного соединения, так как не учитывается имеющий место процесс теплового взаимодействия
15 двух металлов.
Цель изобретения - повышение качества соединения.
Поставленная цель достигается тем, что в способе металлизации
20 стальной заготовки, включающем предварительный нагрев заготовки и заливку ее р,асш1авом бронзы, поверхность заголовки нагревают до температуры, равной температуре нулевой
25 жидкотекучести заливаемой бронзы.
Температуру заливки бронзы рассчитывают по формуле:
. (
- тл, - - .
залл
30
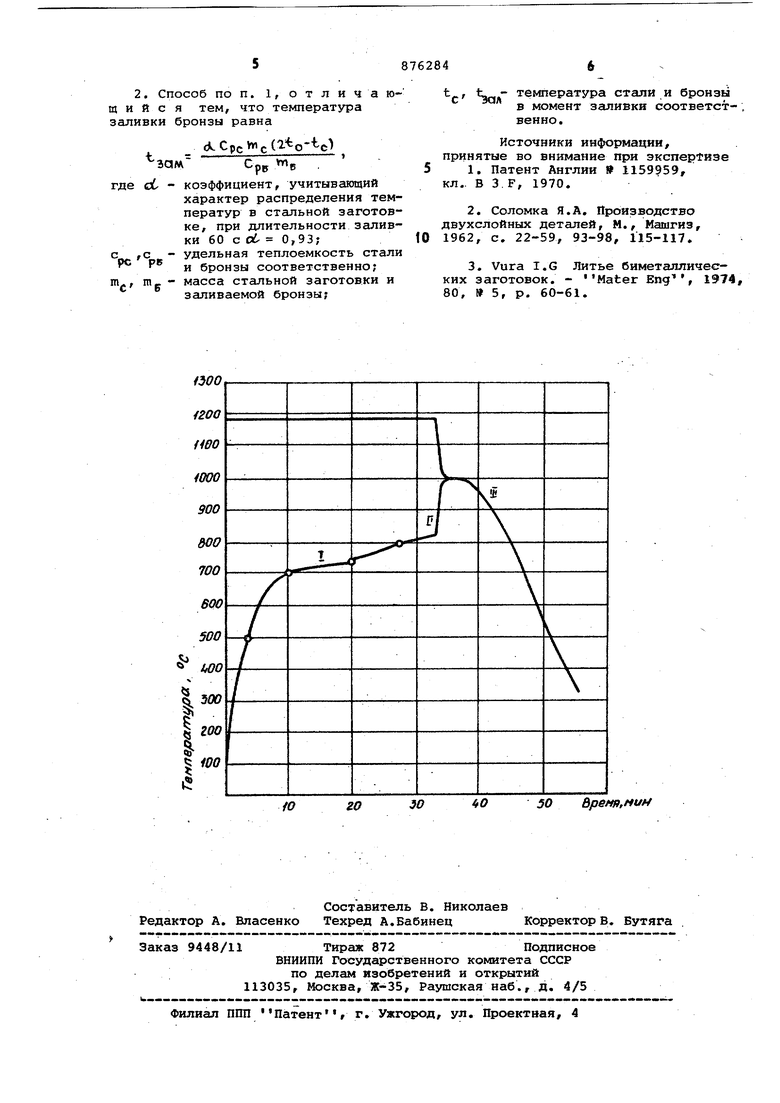
Р где oL - коэффициент, учитывающий ха рактер распределения темпе- ратур в стальной заготовке, при длительности заливки 60 с oL 0,93 Cpj.,c - удельная теплоемкость стали и бронзы соответственно; т. mg. - масса стальной заготовки и заливаемой бронзы; tj-ft - температура стали и бронзы в момент заливки соответственно, Исследованиями установлено, что необходимое для прочного сцепления смачивание расплавом бронзы заготовки стали происходит при температуре поверхности заготовки, равной температуре нулевой жидкотекучести бронзы с откдонением от нее не более . При этом смесь не должна претерпеть структурных изменений. Осуществляется это путем предварительного нагрева заготовки до температур t Аег+ (30-40)С, гарантирующей отсутствие роста зерна, с последующим нагревом за счет теплопередачи от жидкой перегретой бронзы при кон такте металлооснов в процессе зали ки со скоростью не менее ЬЗО С/мин. Такой кратковременный нагрев не изменяет размеры зерна, но обеспечивает надежное сцепление стальной ос новы с бронзой. На чертеже приведены кривые расп ределения температур во времени. Причем 1 - зона предварительного нагрева стгшьной заготовки, 11 - зо резкого повышения температуры стали в процессе заливки, 111 - зона совместного охлаждения стали и бронзы. Зависимость между температурами контактируемой пары металлов описывается следующим образом: где с ,с - удельные теплоемкости Рст РРР стали и бронзы; m т - масса стали и бронзы; t ,t - температуры стгши и бронзы в момент запив ки; t.o - температура нулевой жидкотекучести бронзы Учитывая неравномерность нагрева стальной заготовки по сечению, имею щую параболический Характер распределения температур, в формулу (1) .введен поправочный коэффициент oc-r r-r вр-° ,I(o-tcT) Р БР Экспериментально установлено, чт для деталей, заливка которых длится около 1 мин,, at 0,93. Способом литья производят бимета лизацию блоков цилиндров насосов высокого давления. Для. этого стальн заготовку (сталь 35) офлюсовывают, погружая в ванну с расплавленным шлаком марки АН-ШТ 1 или АН-ШТ 2. После прогрева в полость заготовки заливают расплавленную бронзу марки Бр 008-15 следующего состава,мае.%; Олово7,1 Свинец15,8 Никель1 9 Фосфор0,12 МедьОстсшьное Температура нулевой жидкотекучести этой бронзы равняется С. На гретую до заготовку заливают бронзой согласно расчету при 1220°С. Температура нагрева заготовки выбирается из расчета предотвращения роста зерен, приводящего к снижению ударной вязкости, абсолютная величина температуры не должна превышать ACJ более, чем на 30-40 С. Для использованной стали 35 принята температура . | Металлографические исследования не обнаружили неметаллических включений в переходном слое, контактная поверхность чистая. Эксплуатационные испытания подтвердили надежность и работоспособность биметаллических блоков цилиндров, изготовленных по предлагаемому, способу. Экономический эффект от внедрения предлагаемого способа составит 1200 руб на 1 т изделий. Он гарантируется путем снижения брака на заводах-изготовителях. Также прямая экономия обеспечивается путем уменьшения на 20-25% расхода электроэнергии благодаря снижению температуры нагревательной ванны. Сохранение исходной структуры стали позволяет ликвидировать случаи разрушения блоков цилиндров в процессе эксплуатации, повышается работоспособность и надежность биметаллических конструкций, что гарантирует значительный экономический эффект в народном хозяйстве от устранения простоев гидрофицированного оборудования. Использование предлагаемого способа обеспечивает повышение давления гидропривода в дьа раза. Формула изобретения 1. Способ биметаллизации стальной заготовки, включающий предварительный нагрев заготовки и заливку ее расплавом бронзы, отличающийс я тем, что, с целью повышения качества соединения, поверхность заготовки нагревают до температуры, равной температуре нулевой жидкотекучести заливаемой бронзы.
dLCpcWc( -зам СРВ VYip
где с6 - коэффициент, учитывающий
характер распределения температур в стальной заготовке, при длительности заливки 60 с d 0,93;
с ,с - удельная теплоемкость стали У1 бронзы соответственно;
т, т - масса стальной заготовки и заливаемой бронзы;
t , д- температура стали и бронзы
в момент заливки соответст-; венно.
Источники информации, принятые во внимание при эксперфиэе 5 1. Патент Англии 1159959, кл,. В 3.F, 1970.
o 1962, с. 22-59, 93-98, 115-117.
