(54) СТАН ДЛЯ ПГОКАТКИ ПОГОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПОРОШКА В ВАЛКИ ПРОКАТНОГО СТАНА | 1972 |
|
SU352685A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Установка для получения изделий из порошка прокаткой | 1976 |
|
SU659286A1 |
| Устройство для прокатки порошковых материалов | 1981 |
|
SU996100A1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 1966 |
|
SU186949A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| Устройство для прокатки сыпучих материалов | 1981 |
|
SU1002094A1 |
| Способ изготовления металлокерамического проката | 1961 |
|
SU142262A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
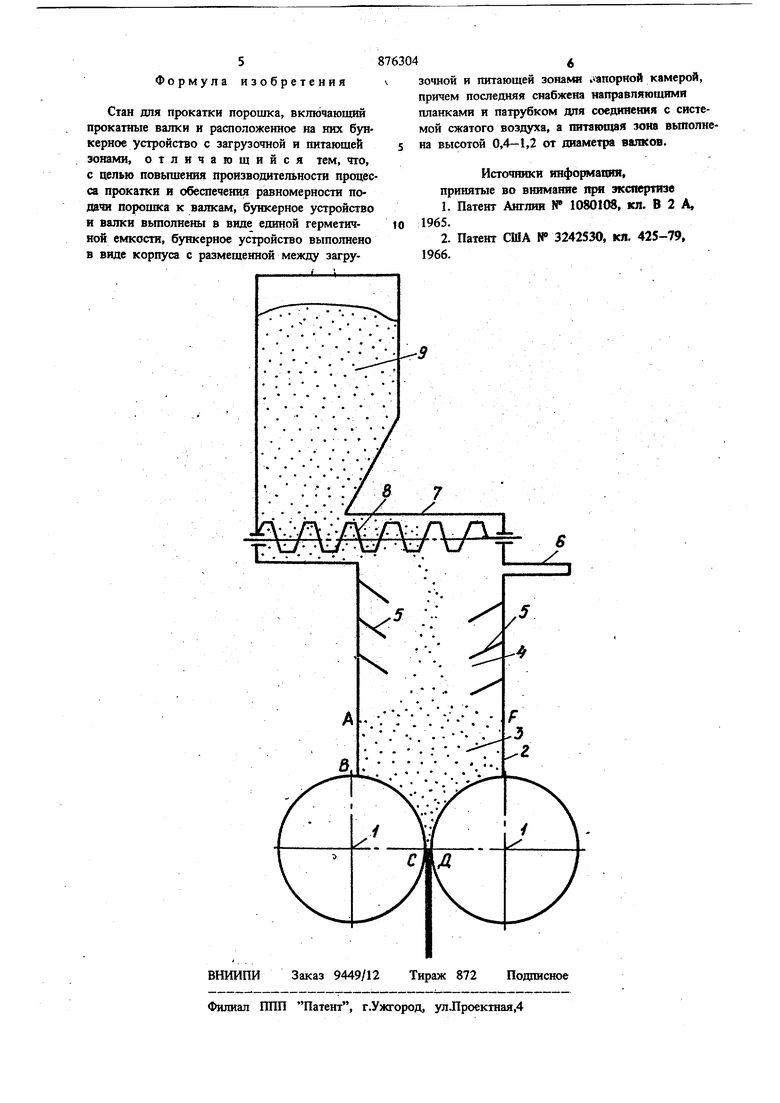
: J . / Изобретение относится к порошковой металлзгргии, в частности к станам для прокатки п6роипса и предназначено для производства полу фабрикатов, например, лент, прутков и- фасонны профилей из металлических порошков, а также может быть использовано при изготовлении полуфабрикатов из неметаллических порошков например, при гранулировании удобрений, снарочных флюсов и других материалов. Известен стан дня прокатки порошка, включающий станину, горизонтальные валки, питающий ролик, клапан и системы регулировки. Подача порошка в зону деформации происходит принудительно при помощи питающего . Зазор между валками, а следовательно, и толщина проката регулируется клапаном с помощью пневмоцилиндра 1. Однако данное устройство не обеспечивает равномерное поступление порошка в зону деформации, что не позволяет получать равноплотный прокат с высокой производительность в системах непрерьгоного технологического цикла: Додача-прокатка порошка - получение проката. Наиболее близким к предлагаемому по технической сушрости и достигаемому эффекту является стан для прокатки порошка, включающий прокатные валки и расположенное на них бункерное устройство с загрузочной и питающей зонами 2. Подача порошка S зону деформации происходит самопроизвольно, под действием гравитации. Валки имеют выточки, в которых за счет сил трения перемещаются ограничивающие брусы, наличие которых позволяет производить прокатку с боковым сжатием получаемой полосы. Однако известное устройство также не обладает высокой производительностью. и не . позволяет обеспечить равномерность распределе- . ния плотности а, соответственно, и физико-механических свойств по ширине и длине проката. Цель изобретения - повьпиение производительности процесса прокатки и обеспечение равномерности подачи порошка к валкам. Поставленная цель достигается применением стана для прокатки порогшса, включающего прокатные валки и расположенное на них буи3керное устройство с загрузочной и питающей зонами, при этом бункерное устройство и валки выполнены в виде единой герметичной емкости, бункерное устройство выполнено в ви де корпуса с размещенной между загрузочной и питающей зонами напорной камерой, причем последняя снабжена направляющими планками и патрубком для соединения с системой сжатого воздуха, а питающая зона выполнена высотой 0,4-1,2 от диаметра валков. На чертеже изображен общий вид прокатног стана для прокатки порошка. Стан состоит из прокатных валков 1 и бункерного устройства, выполненного в виде корпуса 2 с питающей зоной 3, напорной камерой 4 с направляющими планками 5 и патрубком 6 для соединения с системой сжатого воздзоса. Корпус. 2 включает также загрузочную зону 7 с горизонталыю расположенным щнеком 8 и питателем 9. Корпус бункерного устройства и прокатные валки выполнены в виде единой герметичной емкости, минимальный зазор по периметру BCDE между корпусом 2 и прокатными валками 1 должен быть 0,1 мм. Герметичность обеспечивает постоянный и равномерный подпор пороижа к валкам. Внутренняя поверхность всей питающей зоны 3 плотно покрывается войлоком или другим материалом, обеспечивающим высокий коэффициент трения между стенками зоны и порощком, заполняющим ее. Высота питающей зоны при толщине бункера, равной диаметру валков, должна находиться в пределах (0,7- 1,2) D, где D - диаметр валков, и (0,4-1,0) D при толщине бункера, равной половине диаметра (отсчет ведется от линии центров валков). При высоте питающей зоны менее (0,4 - 0,7) D наблюдается прорыв газа. Увеличение питающей зоны сверх (1-1,2) D приводит к росту потерь давления на трегше порощка о стенки питающей зоны и к снижению коэффициента полезного действия избыточного давления. Направляющие планки 5 обеспечивают равнол герную засыпку порощка в питающую зону и постоянство уровня порошка в ней, что явля .ется главным условием для обеспечения равномерности подпора порощка к валкам в питающей зоне. Угол наклона планок к стенкам бункера долже быть менее 30°; величина угла, выбрана из условия предотвращения образования сводов из пороижов на поверхности планов (для больши ства порощков это условие реализуется при угле наклона планок к стенкам бункера 30°). Установлено, что при длине планок, равной 0,5 D, и высоте напорной камеры, равной 1,5 D наиболее равномерное поступление порощка В питающую зону происходит при расстоянии между планками (по стенке бункера) (0,4- 0,5) D. Патрубок 6, расположенный выще сереДИ1ГЫ напорной камеры, обеспечивает равномерный подпор порощка к питающей зоне 3. При расположении патрубка ниже середины напорной камеры в некоторых случаях наблюдается прорыв газа через питающую зону в момент пуска стана. Работа стана осуществляется следующим образом. Порощок из питателя 9 с помощью горизонтального щнека 8 подается в питающую зо-ну 3. Планки 5 обеспечивают равномерный поток порощка в питающую зону. После заполнения питающей зоны в. напорной .камере 4 создается давление сжатого воздуха 3 ати и включаются приводные валки 1. Одновременно происходит догрузка питателя 9. Скорость поступления . порошка в питающ)то зону в стационарном режиме равна производительности прокатного стана. Скорость вращения загрузочного щнека должна быть синхронизирована со скоростью прокатки таким образом, чтобы уровень порошка поддерживался постоянным и не превышал питающей зоньь Сжатый воздух напорной камеры давит на поверхность Л D F порошка; что обеспечивает равномерный подпор порошка к валкам.: Такое сочетание прокатных валков с бункерным устройством при постоянстве давления в напорной камере обеспечивает равномерный подпор порощка к валкам, чем достигается равномерное распределение пло1:нрсти по длине и щирине.. Повыщеше производительности и эффективности процесса прокатки достигается повыщением верхней критической скорости .прокатки,. возникающим за счет дополнительного дарзления на порощок, . Кроме того, с целью повышения разйЬплотности проката по его ширине, увеличение подпора на краях проката в сравнении с центральной частью приводит к выравниванию Плотности по ширине проката. В этом случае прокатный стан может включать в себя несколько герметичных корпусов, оптимальным сочетанием которых является наличие трех. Каждое бункерное устройство выполнено аналогично устройству. Представленному на чертеже. В напорных. камерах давление сжатого воздуха регулируется независимым методом, причем так, что для обеспечения равномерности распределения плотности по ширине проката давление в крайних напорных камерах поддерживают в 1,5-2 раза выше, чем в центральной камере, что приводит к значительному выравниванию плотности по щирине проката.
