Известные способы изготовления металлокерамического проката имеют низкую производительность ввиду малого числа оборотов валков прокатных станов (от 1 до 10 об/жмн), обусловленного медленным ссыпанием порошка из бункера в зону деформации.
Предлагаемый способ изготовления металлокерамического проката обеспечивает повышение производительности прокатного стана и отличается от известных тем, что горизонтальную прокатку двух или трех лент или листов из порошка производят во встречных направлениях одновременно.
Осуществление предлагаемого способа достигается применением трех- или четырехвалкового стана, с обеих сторон которого устанавливают питаюш,ие бункеры в количестве, равном количеству прокатываемых |лент или листов.
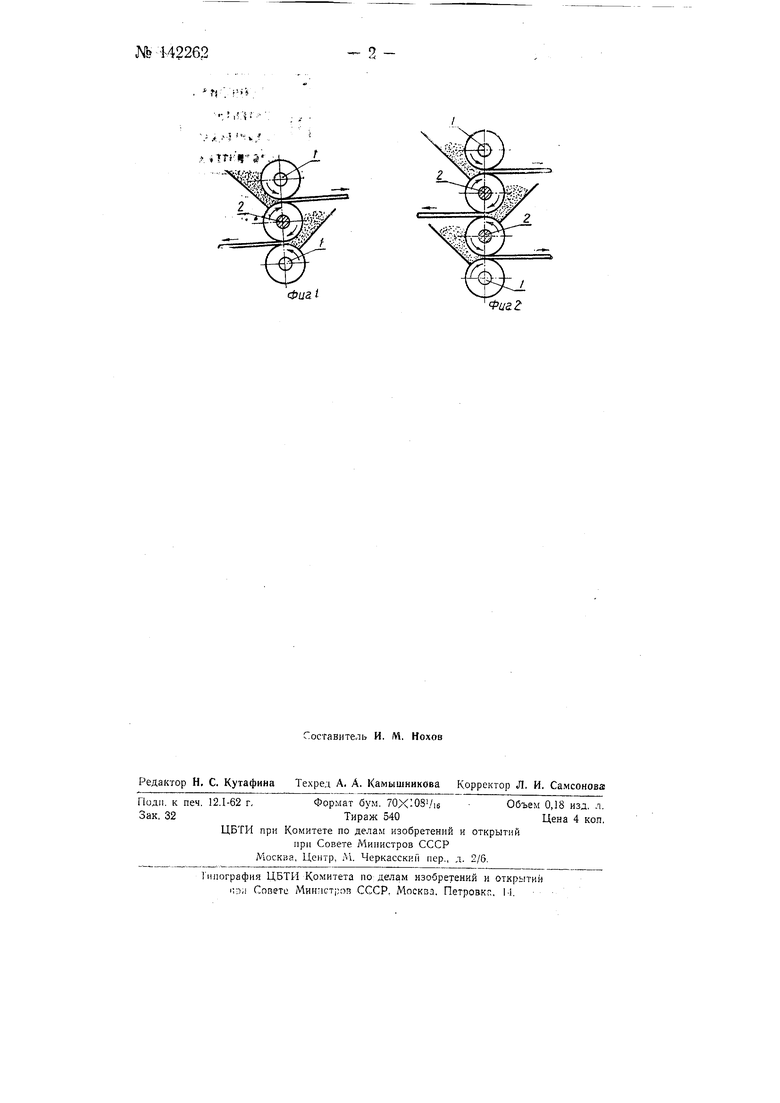
На фиг. 1 и 2 показана схема прокатки на трех- и четырехвалковых станах по предлагаемому способу.
Здесь валки / являются холостыми, а валки 2 - приводными.
При указанной схеме прокатки применяются клети с обычным приводом, имеющим не более двух шпинделей.
Таким образом, метод встречной прокатки порошков позволяет по-. высить производительность вдвое и более раз, без увеличения толщины проката и без применения вакуумных или намагничивающих устройств.
Предмет изобретения
Способ изготовления металлокерамического проката, отличающийся тем, что, с целью повышения производительности прокатного стана, горизонтальную прокатку двух или трех лент или листов из порошка производят во встречных направлениях одновременно, для чего с обеих сторон трех- или четырехвалкового стана устанавливают питающие бункеры в количестве, равном количеству прокатываемых лент или листов.. . , . ,
ctJUZ
Фиг г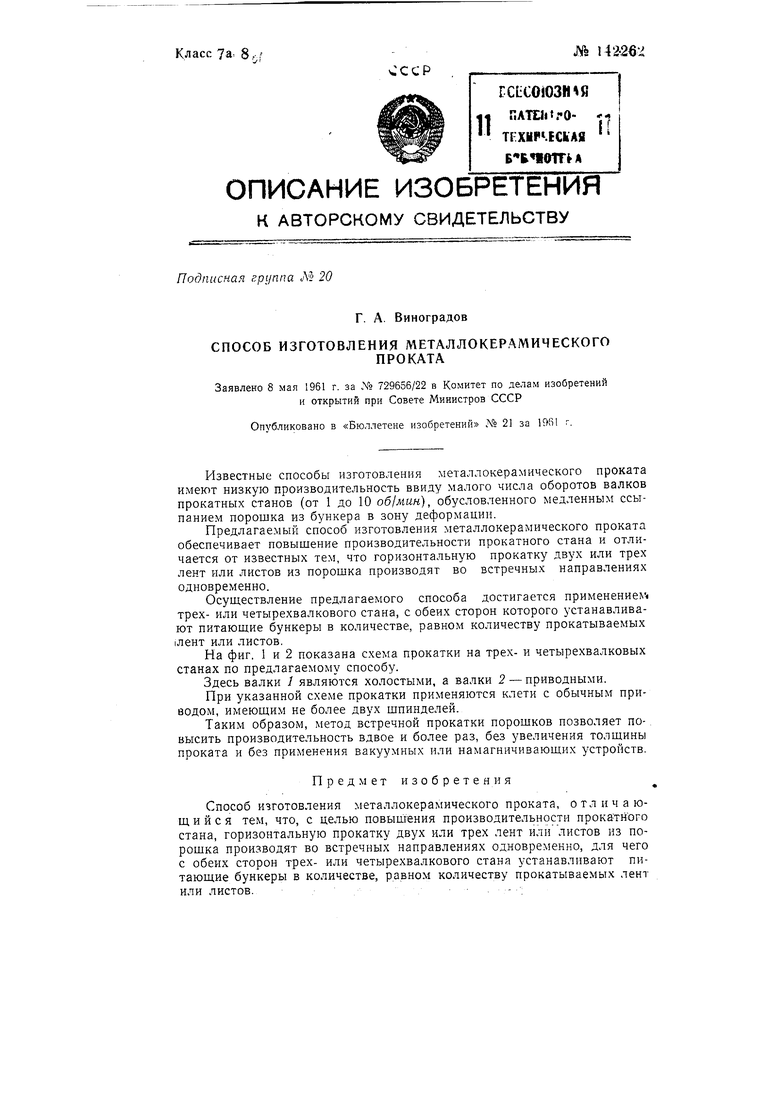
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для изготовления труб | 1969 |
|
SU305730A1 |
| Способ прокатки многослойных металлокерамических пустотелых цилиндрических изделий с использованием вакуума или защитной атмосферы | 1958 |
|
SU115868A1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |