Изобретение относится к прокатному производству цветных металлов и может быть использовано при изготовлении материалов и изделий из магния и его сплавов, применяемых в машиностроении, приборостроении, автомобилестроении, ракетостроении, авиации, а также для нужд строительства.
Из уровня техники известны многочисленные способы получения листов из магниевых сплавов путем прокатки первоначальной заготовки-слитка.
Например, известны СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ. Патент РФ №2215599, СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ. Патент РФ №2220016 и множество др.
Все они представляют собой способы получения листов из слитков и не позволяют получать ленту неограниченной длины, по сравнению со способами непрерывной прокатки (бесслитковый способ). Получение листов из слитков характеризуется многооперационностью, в связи с чем необходимо большое количество технологического оборудования: для литья, гомогенизации, резки, правки, фрезерования слитков, мощных станов горячей прокатки, рольгангов, печей промежуточного отжига и т.д. В связи с этим необходимы значительные капиталовложения и производственные площади.
Непрерывная прокатка ленты из гранул магниевых сплавов характеризуется значительными преимуществами по сравнению с традиционными способами производства. Применительно к магниевым сплавам стандартного состава прокатка гранул обеспечивает получение полуфабрикатов с повышенными механическими свойствами, что особенно проявляется при прокатке гранул высоколегированных сплавов.
Непрерывная прокатка гранул магниевых сплавов применима для получения ленты труднодеформируемых сплавов, обработка которых по обычной технологии связана с серьезными затруднениями.
Непрерывная прокатка гранул - наиболее целесообразный способ получения ленты из принципиально новых сплавов, которые не могут быть получены из слитков. К этой группе сплавов относятся сплавы на основе магния, легированные элементами переходной группы, в количествах, значительно превышающих их равновесную растворимость в твердом растворе магния.
Способом непрерывной прокатки гранул можно легко получать сложные композиции, смешивая гранулы различных составов перед прокаткой, а также осуществлять непрерывное производство биметаллической и плакированной ленты.
Из известных способов непрерывной прокатки, когда полученный лист (лента) может сматываться в рулон, все технологии производства тонких листов из магниевых сплавов обладают серьезными недостатками: низкими механическими свойствами, высокой себестоимостью, многооперационностью, низким коэффициентом использования металла, высокими затратами ручного труда и др.
Например, известен японский патент JP 2003340552, где осуществляется получение полосы прокаткой через валки с последующей намоткой.
Недостатком данного способа является невозможность получения качественного проката ленты толщиной менее 1,0 мм без дополнительных операций прокатки. Меньшую толщину горячего проката данным способом получить нельзя, т.к. из-за интенсивного и неравномерного охлаждения полосы на валках невозможно обеспечить равномерное распределение механических свойств по всему объему металла и, как следствие, заданную разнотолщинность по длине и ширине ленты. Одновременно можно отметить также имеющиеся ограничения по ширине получаемой ленты и высокую трудоемкость предложенного способа.
Известен способ изготовления заготовок на основе магния методом бесслитковой прокатки в водоохлаждаемых стальных валках. Оборудование, используемое для бесслитковой прокатки магниевых сплавов, аналогично оборудованию для алюминиевых сплавов фирмы FATA Hunter. Фирма Mag. Workers Inc. (США) из многокомпонентного и труднодеформируемого магниевого сплава AZ91B методом бесслитковой прокатки изготовила рулон полосы сечением 6,3×610 мм с последующей ее прокаткой в два-три прохода в полосу толщиной 1,7 мм (I.Brown R.E.Developments in Magnesium Wrought Products. Rolling and Sheet Casting/VLight Metal Age, 2002, February, p.80-83).
Недостатком данного способа является невозможность получения качественного проката ленты толщиной менее 1,0 мм без дополнительных операций прокатки. Меньшую толщину горячего проката данным способом получить нельзя, т.к. из-за интенсивного и неравномерного охлаждения полосы на валках невозможно обеспечить равномерное распределение механических свойств по всему объему металла и, как следствие, заданную разнотолщинность по длине и ширине полосы. Одновременно, можно отметить также имеющиеся ограничения по ширине получаемой ленты и высокую трудоемкость предложенного способа.
В качестве наиболее близкого аналога выбран способ непрерывной прокатки гранул, включающий предварительный нагрев гранул и горячую прокатку (А.В.Степаненко и др. Непрерывное формование металлических порошков и гранул. Минск, «Наука и техника», 1980, стр.234).
Недостатком данного способа также является невозможность получения качественного проката ленты толщиной менее 1,0 мм без дополнительных операций прокатки.
Задачей данного изобретения является получение ленты толщиной менее 1,0 мм с однородной структурой и высокими механическими свойствам, а также за счет осуществления непрерывного процесса прокатки гранул получение меньшей длительности технологического цикла, снижение трудоемкости и повышение коэффициента использования металла.
Сущность способа непрерывной прокатки ленты из гранул магниевых сплавов заключается в следующем: гранулы после подготовительных операций, включающих сушку и рассеивание по фракциям (0,3-5,0 мм), нагревают до температуры 0,6-0,9 от температуры плавления сплава гранул, после чего гранулы загружают в бункер - загрузочное устройство, обеспечивающее равномерную подачу гранул к очагу деформации. Из загрузочного устройства под действием собственного веса гранулы поступают в зазор между валками прокатного стана. Прокатку осуществляют в вертикальном (на станах специальной конструкции, оси валков которых расположены в горизонтальной плоскости) или в горизонтальном (на станах обычной конструкции) направлении. В процессе деформации гранул в профилированных валках прокатного стана, нагретых до температуры, не превышающей 160°С, со степенью деформации не менее 80% и скоростью прокатки не более 0,6 м/с происходит их уплотнение и образование ленты с плотностью, близкой к теоретической.
Процесс формирования ленты из гранул заключается в следующем. Войдя в соприкосновение с валками, гранулы начинают вовлекаться в зону деформации под действием сил трения, при этом они поворачиваются и перемещаются относительно друг друга. По мере движения наблюдается повышение плотности укладки (по сравнению с насыпкой) гранул подобно тому, как это происходит при прокатке порошков. На каком-то этапе вовлечения в очаг деформации гранулы начинают совместно деформироваться. Толщина поверхностного оксидного слоя гранул различных фракций, в зависимости от скорости кристаллизации, составляет 12-31 нм. Под действием значительной пластической деформации гранул и давлении прокатки плотная (˜3,2×103 кг/м3) и прочная (˜17500 МПа), но хрупкая, оксидная пленка легко разрушается, обнажая неокисленные металлические контактные поверхностные слои гранул, по которым происходит схватывание гранул с образованием компактного материала. Раздробленные мелкие оксидные частицы, внедряясь в поверхностные слои гранул, оказывают армирующий эффект, что положительно влияет на физико-механические характеристики сплава.
На Фиг.1 показаны геометрические размеры очага деформации при прокатке гранул. Совместную деформацию гранул можно считать началом деформации гранул, а сечение, перпендикулярное направлению прокатки, или угол, отсчитанный от линии центров валков, соответствующий этому моменту, - геометрической задней границей очага деформации. Этот угол ограничивает дугу, служащую основанием для эпюры удельных давлений, и его по аналогии с прокаткой порошков можно назвать углом прокатки (αпр.) (см. Фиг.1). При некоторой степени совместной деформации происходит схватывание между гранулами. Угол, соответствующий этому моменту, можно назвать углом схватывания (αсхв.). В этот момент металл содержит еще пустоты между гранулами. Дальнейшая деформация гранул, которая идет во всех направлениях, приводит к залечиванию пустот и повышению плотности металла до значений, близких к теоретической плотности. Этот момент соответствует углу теоретической плотности (αт.п.). Деформация за углом теоретической плотности практически не отличается от деформации компактного металла.
Процесс прокатки гранул отличается от прокатки порошков и компактного материала. С одной стороны, размеры гранул в отличие от размеров частиц порошка соизмеримы с размером очага деформации, а плотность ленты близка к теоретической плотности сплава (во всех экспериментах плотность горячекатаной ленты превышала 99,95%). С другой стороны, гранулы не представляют собой компактное тело. До сечения, соответствующего углу теоретической плотности, идет деформация тела с переменной плотностью, аналогично прокатке порошков. После этого сечения процесс прокатки будет аналогичен прокатке компактного тела.
Механические свойства ленты, прокатанной из гранул, определяются качеством схватывания гранул и, в частности, степенью деформации - одним из важнейших параметров схватывания при совместной пластической деформации металлов. Однако, в отличие от компактной заготовки, при прокатке которой степень деформации определяется чисто геометрическими соотношениями, расчет степени деформации при прокатке гранул связан со значительными трудностями. Это объясняется особенностями вовлечения гранул в очаг деформации, их деформацией и превращением сыпучего материала (гранул) в компактную ленту. Ни один из геометрических размеров (Н, hсхв., hт.д.) очага деформации не может быть использован для подсчета степени деформации гранул. Пластическая деформация гранул начинается еще до схватывания гранул в компактное тело, да и при схватывании гранул еще возможно проскальзывание отдельных объемов или гранул без пластической деформации. Кроме того, непостоянные условия контактного и внутреннего (межгранульного) трения, различные размеры, форма и ориентация гранул в значительной степени влияют на характер их деформации, поэтому о рассмотренных выше углах и сечениях можно говорить как о параметрах, имеющих какие-то средние или вероятные значения.
С определенной погрешностью степень деформации при горячей прокатке может быть определена соотношением между толщиной полосы в сечении hсхв., соответствующем началу схватывания гранул, и конечной толщиной ленты h.
Зазор между валками стана определяет условие захвата гранул и степень их деформации при прокатке. Увеличение зазора выше оптимальных значений уменьшает степень деформации гранул и механические свойства ленты. При использовании зазора ниже оптимальных значений затрудняется поступление гранул в зев валков и могут быть получены неравномерная толщина ленты, поры и разрывы. В результате упругой деформации элементов клети стана зазор между валками увеличивается, толщина ленты становится больше величины зазора, установленного на холостом ходу стана. Для получения ленты с хорошим качеством поверхности, относительно ровной кромкой и высокими механическими свойствами необходимо установить оптимальный зазор, обеспечивающий степень деформации ε при горячей прокатке гранул магниевых сплавов не менее 80%, где ε=(hсхв-h)/h·100%.
Величина обжатия - важная характеристика процесса прокатки гранул и, будучи связанной со скоростью и температурой прокатки, она определяет не только качество получаемой ленты, но и производительность стана.
Так как при прокатке гранул магниевых сплавов существует зависимость между углом прокатки (αпр.) и коэффициентом трения (особенно в момент захвата гранул валками), то изменяя угол прокатки и коэффициент трения, можно влиять на условия захвата гранул валками. Чем больше угол прокатки, тем больше должен быть коэффициент трения. Поэтому трение - положительный фактор при захвате гранул валками.
Существенное влияние на угол прокатки оказывает скорость прокатки ленты. Известно, что при повышении скорости прокатки коэффициент трения уменьшается. Ввиду получения максимально проработанной структуры материала необходимо обеспечить равномерное поступление гранул в зону деформации и их качественное схватывание. Опытным путем установлено, что скорость прокатки, превышающая 0,6 м/с, не позволяет гранулам схватиться между собой.
Температура прокатки существенно влияет на свойства горячекатаной ленты. Установлен оптимальный интервал температуры прокатки гранул магниевых сплавов Тпр.=(0,6-0,9)Тпл., где Тпр. - температура прокатки (нагрева) гранул; Тпл. - температура плавления сплава гранул.
Данный температурный интервал обеспечивает прокатку гранул с меньшими удельными давлениями в связи с уменьшением сопротивления металла деформированию. Так для гранулированного магниевого сплава МА2-1, имеющего температуру плавления 575°С, прокатка при нагреве гранул 400-420°С обеспечила получение ленты с высоким качеством поверхности и высокими механическими свойствами, а для гранулированного магниевого сплава МА14, имеющего температуру плавления 530°С, прокатка должна проходить при нагреве гранул 380-400°С.
Различные условия деформации гранул, находящихся в центре и по краям ленты, вызывают появление растягивающих напряжений, что ухудшает условия схватывания гранул на боковых кромках ленты и, как следствие, способствует образованию краевых трещин.
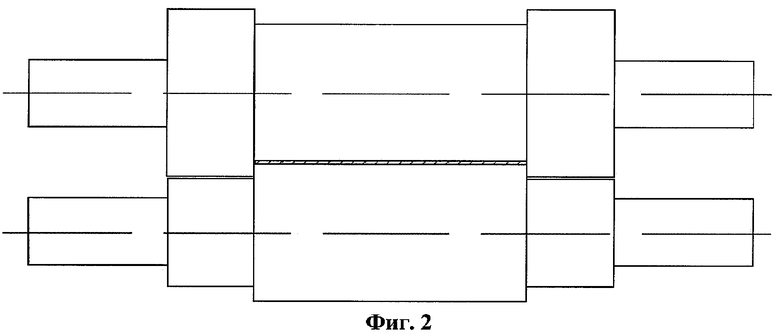
На Фиг.2 показана схема прокатки ленты из гранул через профилированные валки.
Дополнительное отрицательное влияние на качество боковых кромок оказывает опережение, которое при непосредственной прокатке лент из гранул составляет 15-20%. Повышение качества боковых кромок ленты может быть получено при прокатке с ограниченным уширением, для этой цели могут быть использованы реборды, устанавливаемые по краям валков, или профилированные валки (см. Фиг.2).
Процесс прокатки ленты идет стабильно в том случае, если температура поверхности валков не превышает 160°С. С этой целью используют охлаждение с помощью душирующих устройств. Для предотвращения попадания влаги в загрузочное устройство необходимо устанавливать защитные коробки.
Механические свойства горячекатаной ленты позволяют ее смотать в рулон и подвергнуть последующей пластической деформации. При необходимости, с целью повышения плотности и механических свойств, горячекатаную ленту подвергают отжигу и дополнительной холодной прокатке.
Пример
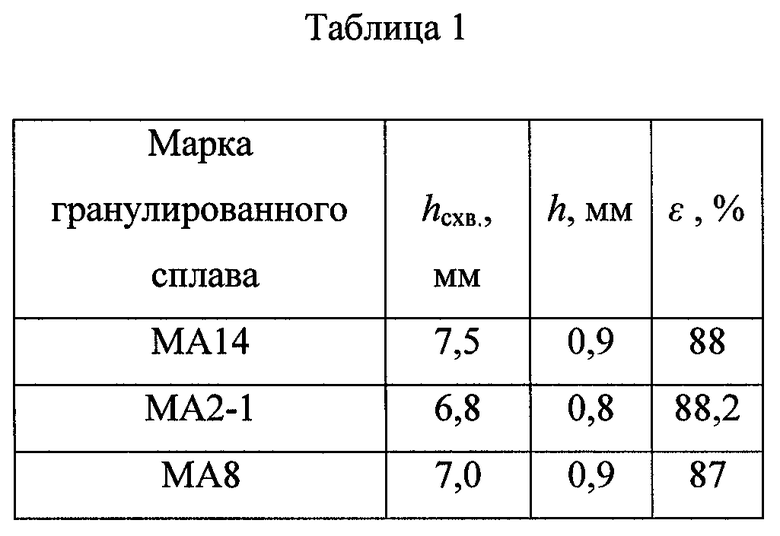
Для определения степени деформации прокатывали гранулы из магниевых сплавов МА14, МА2-1, MA8 диаметром 4-5 мм, толщиной 2,5-3,2 мм, полученные способом центробежного распыления в среде жидкого азота. Горячую прокатку проводили в горизонтальном направлении на двухвалковом стане Дуо с валками диаметром 290 мм при скорости прокатки 0,46 м/с, ширине валков 300 мм, ширине профилированной канавки 200 мм. Максимальное давление металла на валки 250 тс. Мощность электродвигателя 75 кВт. Температура гранул перед прокаткой составляла 400°С. Загрузку гранул в профилированные валки прокатного стана осуществляли с помощью загрузочного устройства. С целью определения высоты ленты в сечении, соответствующем началу схватывания гранул, после достижения установившегося процесса прокатки стан останавливали. Валки стана разводили, и полученную ленту вместе с гранулами, схватившимися в очаге деформации, извлекали из стана. Производили измерение начальной толщины ленты hсхв. в различных (по ширине очага деформации) сечениях, после чего рассчитывали средние и наиболее вероятные значения начальной толщины ленты. По полученным значениям определяли относительную степень деформации ε.
Результаты расчетов по определению относительной степени деформации при прокатке лент из гранул приведены в Таблице 1.
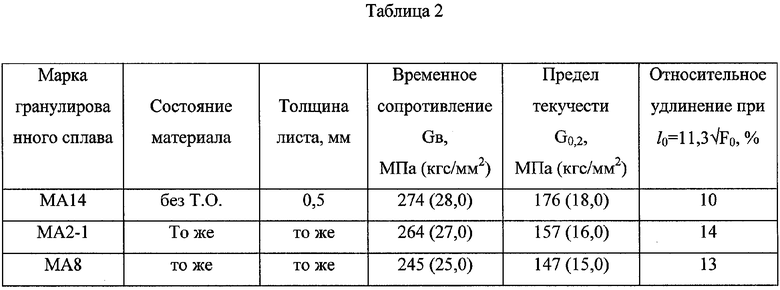
Механические свойства ленты удовлетворяют показателям, приведенным в Таблице 2. Таким образом, достигается непрерывность процесса прокатки гранул, а следовательно, высокая производительность. Длина ленты (масса рулона) определяется только мощностью приемной моталки, а ширина ленты - длиной бочки валков стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ МАГНИЕВОЙ ЛЕНТЫ | 2001 |
|
RU2252088C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| Способ обработки алюминиево-кремниевых сплавов | 1980 |
|
SU899171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Способ прокатки в вакууме гранулированных материалов | 1989 |
|
SU1692740A1 |
Изобретение относится к прокатному производству цветных металлов, в частности к прокатке гранул магниевых сплавов. Может использоваться при изготовлении материалов и изделий из магниевых сплавов, применяемых в машиностроении, приборостроении и др. Способ непрерывной прокатки ленты из гранул магниевых сплавов включает предварительный нагрев гранул до температуры 0,6-0,9 от температуры плавления сплава гранул. Затем проводят горячую прокатку на профилированных валках, нагретых до температуры, не превышающей 160°С, со степенью деформации не менее 80% и скоростью прокатки не более 0,6 м/с. Техническим результатом является получение ленты толщиной 1 мм с однородной структурой и высокими механическими свойствами. 2 ил., 2 табл.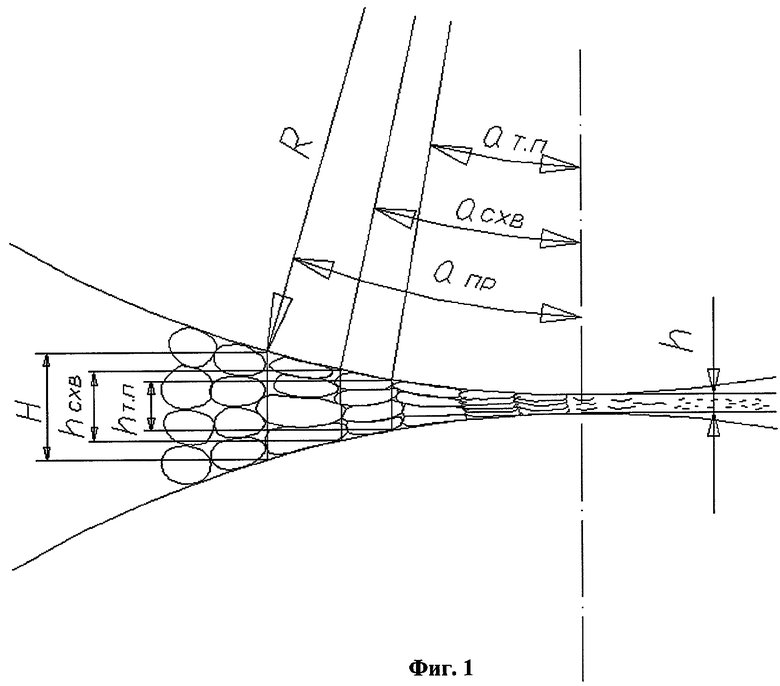
Способ непрерывной прокатки ленты из гранул магниевых сплавов, включающий предварительный нагрев гранул и горячую прокатку, отличающийся тем, что предварительный нагрев осуществляют до температуры 0,6-0,9 от температуры плавления сплава гранул, а горячую прокатку проводят на профилированных валках, нагретых до температуры, не превышающей 160°С, со степенью деформации не менее 80% и скоростью прокатки не более 0,6 м/с.
| СТЕПАНЕНКО А | |||
| В | |||
| и др | |||
| Непрерывное формование металлических порошков и гранул | |||
| - Минск: Наука и техника, 1980, с.243 | |||
| Способ обработки алюминиево-кремниевых сплавов | 1980 |
|
SU899171A1 |
| Способ прокатки тонкой металлической ленты из порошка | 1988 |
|
SU1616786A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| Электромагнитная ловушка | 1981 |
|
SU1032482A1 |
| US 4820141 А, 11.04.1989. | |||

