1
Изобретение относится к порошковой металлургии, а именно к устройствам для .получения изделий из порошков прокаткой, и может быть использовано для получения листов, лент и профилей из ферромагнитных порошков.
Известна установка для прокатки изделий из порошков, содержаш.ая бункер и приводные прокатные валки, в которой для увеличения скорости прокатки и допустимого соотношения между толш,иной прокатываемого изделия и диаметром валков над приводными валками размеш,ены электромагниты, а сами валки вынолнены из магнитного материала 1.
Недостатком известной установки является неэффективное использование магнитной энергии и неудовлетворительное качество поверхности изделий вследствие вырыва частиц порошка нод действием электромагнитных сил на выходе из очага деформации. Эти силы приводят также к растягиваюш,им напряжениям в изделии на выходе из зоны прокатки и соответственно к треш,инообразованию и разрывам изделия.
Известна также установка для получения изделий из порошков прокаткой, включающая полые валки из немагнитного материала, приспособление для нодачи порошка в валки и устройство для электромагнитного воздействия, установленное в полости валков 2. Для воздействия на порошок в процессе формования электромагнитным полем используют индуктор, выполненный в виде петли и установленный параллельно оси валка.
Данное устройство позволяет осушествлять горячую прокатку порошка и является прототипом изобретения по технической сушности и достигаемому эффекту.
Однако оно является малоэффективным нри прокатке ферромагнитных порошков.
Целью изобретения является повышение эффективности прокатки ферромагнитных порошков и качества получаемых изделий.
Это достигается тем, что устройство для электромагнитного воздействия выполнено в виде секционного электромагнита с числом витков в каждой секции, увеличиваюш,имся в направлении прокатки.
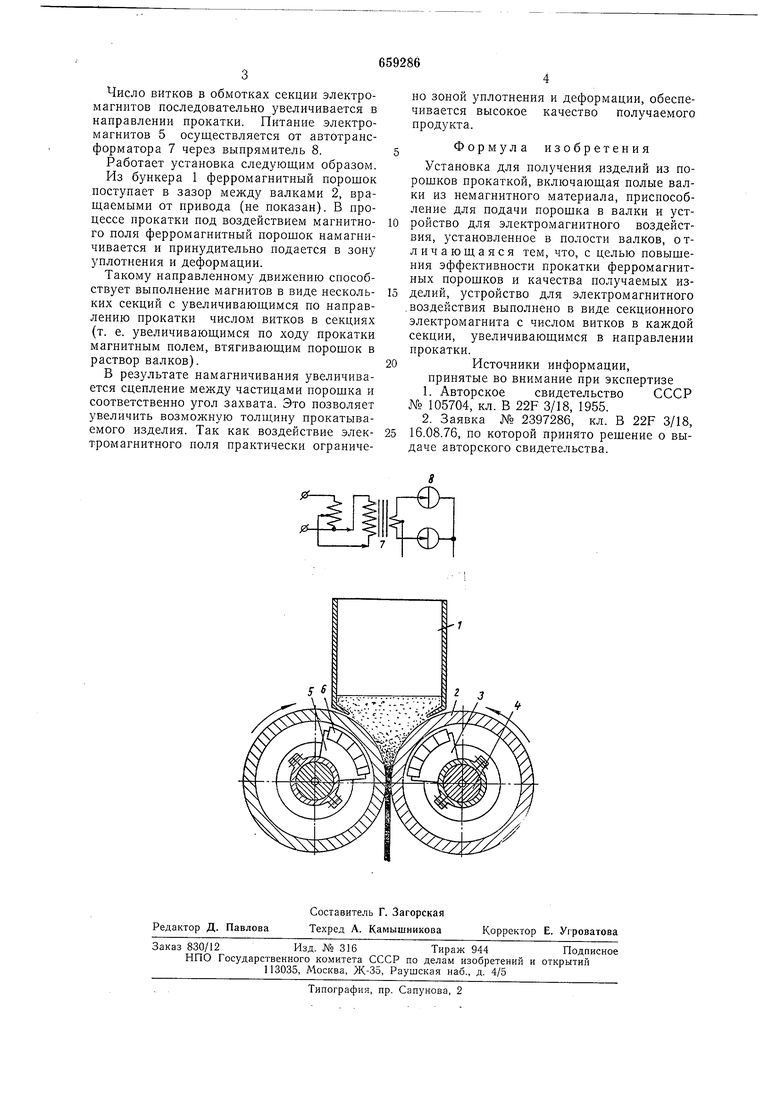
На чертеже представлена предлагаемая установка для получения изделий из порошков прокаткой.
Установка содержит бункер 1 для порошка и приводные полые прокатные валки 2. В полости каждого валка на кронштейнах 3, неподвижно закрепленных на осях 4, смонтированы электромагниты 5, набранные из отдельных секций 6.
V
Число витков в обмотках секции электромагнитов последовательно увеличивается в направлении прокатки. Питание электромагнитов 5 осуществляется от автотрансформатора 7 через выпрямитель 8.
Работает установка следующим образом.
Из бункера 1 ферромагнитный порощок поступает в зазор между валками 2, вращаемыми от привода (не показан). В процессе прокатки под воздействием магнитного поля ферромагнитный порощок намагничивается и принудительно подается в зону уплотнения и деформации.
Такому направленному движению способствует выполнение магнитов в виде нескольких секций с увеличивающимся по направлению прокатки числом витков в секциях (т. е. увеличивающимся по ходу прокатки магнитным полем, втягивающим порощок в раствор валков).
В результате намагничивания увеличивается сцепление между частицами порощка и соответственно угол захвата. Это позволяет увеличить возможную толщину прокатываемого изделия. Так как воздействие электромагнитного поля практически ограничено зоной уплотнения и деформации, обеспечивается высокое качество получаемого продукта.
Формула изобретения
Установка для получения изделий из порощков прокаткой, включающая полые валки из немагнитного материала, приспособление для подачи порощка в валки и устройство для электромагнитного воздействия, установленное в полости валков, отличающаяся тем, что, с целью повыщения эффективности прокатки ферромагнитных порощков и качества получаемых изделий, устройство для электромагнитного .воздействия Bbinovineno в виде секционного электромагнита с числом витков в каждой секции, увеличивающимся в направлении прокатки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 105704, кл. В 22F 3/18, 1955.
2.Заявка № 2397286, кл. В 22F 3/18, 16.08.76, по которой принято рещение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки сыпучих материалов | 1981 |
|
SU1002094A1 |
| Магнитный сепаратор | 1979 |
|
SU808158A1 |
| Устройство индикации удельных натяжений по ширине прокатываемой полосы | 1988 |
|
SU1563798A1 |
| Стан для прокатки порошка | 1980 |
|
SU876304A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Способ изготовления спеченных магнитопроводов | 1979 |
|
SU865526A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| Установка для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU944889A1 |
