1
Изобретение относится к порошковой металлургии, в частности к устройствам для прО1сатки порошковых материалов, и может быть использовано при изготовлении .полос и лент из углеграфитовых и металлографитовых порошков.
Известно устройство для прокатки металлических порошков, содержащее горизсштальные прокатные валки, редуктор, шестеренную клеть, шарнирные шпиндели, нажимное устройство для аксиальрной и радиальной настройки валков, и узел подачи порошка в валки С1 1
Недостатком этого устройства явля ется его узкие технологические возможгности, заключающиеся в том, что прокатка толстых полос из углеграфитовых материалов, используемых например при производстве элертричи-ских щеток, на известном устройстве невозможна из-за малой массы, плохой сыпучести углеродных порошков и низкого коэффициента трения с поверхностью прокатных валкрв.
Известно устройство для прокатки м&таллических порошков, содержащее прокат ные валкв, бункер, внутри которого расположены направляюшз е профилированные башмаки, опирающиеся на рабочие поверхности валкое, бесконечные замкнутые м&таллические ленты, охватывающие валки, направл$ Ющие башмаки в натяжные ролики. Устройство обеспечнвает полу чение проката болыиок толщины из меtoталлического порсш1ка и гранул 2 .
Однако известное устройст« обладает ограниченными возможностями в не может быть использовано при щюкат ке углеграфитовых материалов
15
Наиболее близквм к щ е|дяагаемому по технической бувщоств в 1феалага&мому эффекту является устройство для прокатки порошковых материалов, содержащее непрерывный желобчатый крива-
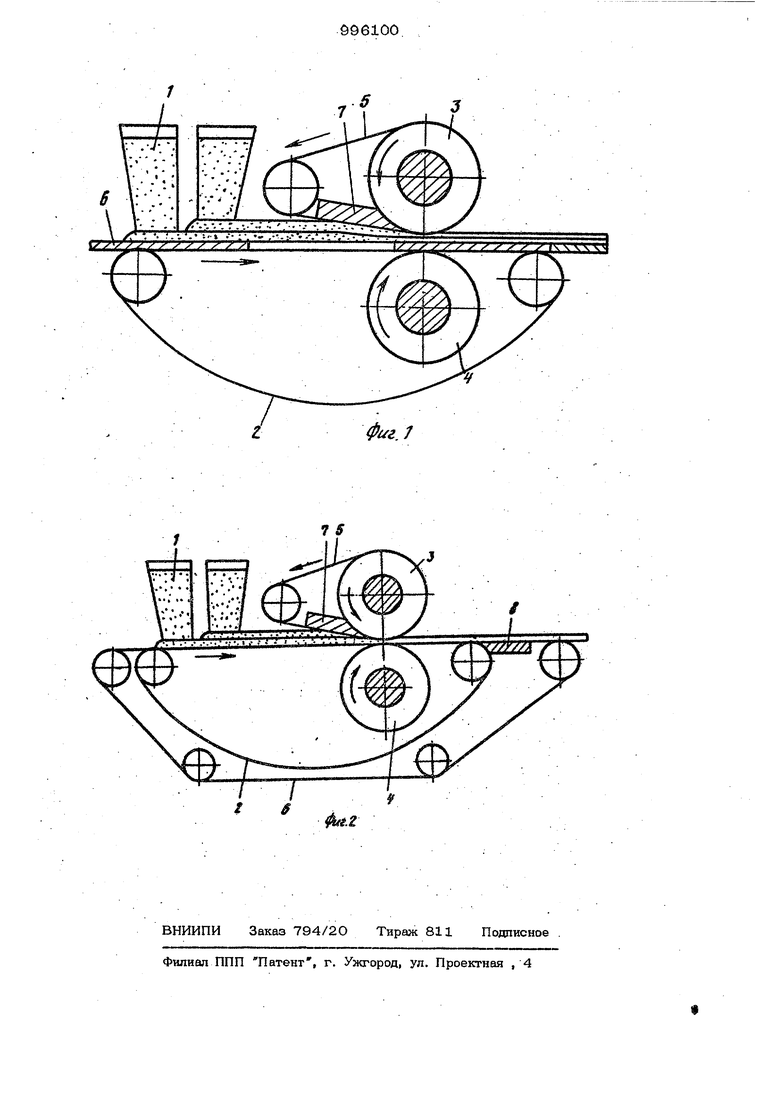
20 йер, верхний г нижний прокатные лалкв, формующую не1ферываую ленту, ограничитель деформацЕИ формующей ленты в загрузочный узел. 0 Однако при прокатке порошков на этом устройстве,особенно, когда прок тывают угпеграфитовые материалы в непрерывном желобе, затруднено извлечение получаемых полос из желоба после прокатки, причем в прокатных полоса имеют место трещины и сколы по боковым граням. Кроме того, в этом устройстве ограничитель деформации, на который опирается формующая непрерывная лента, выполнен в виде ролика. Ролик имеет линейный контакт с формующей непрерыв ной лентой и его невозможно установить вплотную к верхнему прокатному валку, в связи с этим формующая лента в зоне формования в промежутке между роликом и прокатным валком деформируется и выжимается вверх, что приводит к удлинению формующей ленты и к увеличению степени отставания порошков перед про катными валками, а следовательно, плот ность прокатанной полосы по длине полу чается неодинаковой. Цель изобретения - повышение качества прокатанной полосы за счет искл чения сколов и трещин. Цель достигается тем, что устройство, содержащее непрерывный желобчатый ко1|вейер, верхний и нижний про катные валки, формующую непрерывную ленту, ограничитель деформации формующей ленты и загрузочный узел, снабжено промежуточной лентой-съемником, размещенной на дне конвейера, а ограничитель деформации формующей ленты выполнен в ввде клиновидного жесткого упора, расположенного между верхним прокатным валком и формующей лентой, .причем промежуточная лента-съемник выполнена непрерывной, охватывающей конвейер, а устройство снабжено ограничителем деформации промежуточной ленты-съемника, установленным в месте схода последней с конвейера. Для осуществления периодического формования, т,е, когда прокатку осущесвл5аот в желобе требуемой длины, промежуточная лента-съемник с целью удобства извлечения из желоба должна быть длиннее последнего. Для обеспечения непрерывного формо вания промежуточная лента, размещен- ная на дне желоба конвейера, и охватывающая последний, выполнена непрерывной из гибкой, например стальной ленты Жесткий клиновидный упор через не йрерывную промежуточную ленту-съеь 04ик воспринимает усилие, идущее на тделение прокатанной полосы, от бокоых стенок желоба, таким образом, репятствует деформации промежуточной енты-съемника и образованию трещин и колов на прокатанной полосе. Если в предлагаемом устройстве заыпку порошка в желоб осуществлять из ескольких ,последовательно установленых питающих бункеров, причем в кажом бункере находятся различные коь позиции формуемых порошков, то проатанная полоса будет иметь несколько слоев с отличающимися физико-механическими свойствами. Можно значительно увеличить производительность устройства, если формование осуществлять на конвейере, имеющем в поперечном сечении несколько желобов. Таким образом, на одном устройстве можно формовать параллельно нескол ько ПОЛОС с различными размерами по сечен1ао и с различными физикомеханическими свойствами. На фиг, 1 схематически представлено предлагаемое устройство с промежуточной жесткой лентой-съемником; на . 2 - устройство с выполнением промежуточной ленты-съемника непрерыв,ной, охватывающей конвейер и снаб|женной ограничител51ми деформации ленты-съемника и формующей ленты. Устройство (фиг, 1) содержит загрузочный узел в виде питающего бункера 1, непрерывный желобчатый конвейер 2, верхний 3 и нижний 4 прокатные валки, формующую непрерывную ленту 5, промежуточную ленту-съемник 6, ограничитель 7;. деформации формующей ленты, В случае выполнения промежуточной ленты-съемника 6 непрерывной и охватывающей конвейер 2 устройство снабжено ограничителем 8 деформации промежуточной ленты-съемника (фиг, 2), Устройство работает следующим образом. На дно желоба конвейера 2 перед засыпкой порошкового материала последовательно укладывают жесткую определенной длины, промежуточную лентусъемник 6, Из бункера 1 порошок непрерывно подают в желоб конвейера 2, в котором осуществляется формование. Конвейер 2 вместе с промежуточной лентой-съемником 6 перемешается в прокатные влаки 3 и 4, причем линейная скорость конвейера 2, промежуточной летп нгьемннка 6 и окружная скорость валков.З и 4 - одинаковые. Выбтуп верхнего валка 3, охваченный непрерывной формующей лентой 5, входит внутрь желоба конвейера 2. Огран.гч№тепь 7, установленнь1й в зоне прокатщ между верхним валком 3 и формующей лентой 5; воспринимает усилия деформа ции, исключая отжим вверх и удлинение формующей ленты 5, В связи с чем-исключаете я $шление отставания порошково го материатш перед верхним валком 3, что способствует получению одинаковой плотности по всей дотие прокатной полосы.
Конвейер 2 после прохождения через прокатные валки 3 и 4, перемещаясь), уходит вниз в месте изменения направления, а жесткая промежуточная лентасъемник 6 с прокатной полосой, опираясь на рольганг или приемный стол (не показаны) перемешается дальще для последующей обработки. Жесткая промежуточная лента-съемник 6, опираясь на рольганг или приемный стол, воспринимает усилия, возникщие при извлечении из желоба прокатанной полосы и таким образом, предотвращает образование сколов и трещин в прокатной полосе. Промежуточная лента-съемник б состоит
из нескольких отдельных элеме1нтов, последовательно укладываемы с на дно желоба. Жесткость отдельных элементов должна быть такой, чтобы не происходило заметной ее деформации при выеквке прокатанной полосы из; желоба.
Устройство (по варианту на фиг. 2) работает следующим образом..
На дне желоба конвейера 2 размеада ют непрерывную промежуточную лентусъемник 6. Из бункера 1 порошок непрерывно подается в желоб конвейера 2, Конвейер 2 и промежуточная лентеьсъемник 6 перемещается в прокатные валки 3 и 4, причем линейная скорость конвейера 2, промежуточной лешы съемника 6 и окружная скорость валков 3 и 4 - одинаковые.
Конвейер 2 после прохождения через
валки 3 и 4, перемещаясь, уходит вниз в месте изменения направления, а промежутбчная лента-съемник 6 с прокатанной полосой, опираясь на ограничитель деформации 8 перемещают дальше для последующей обработки. Ограничетель деформации 8 через промежуточную ленту-съемник б воспринимает усилия, возникающие при извлечении прокатанной пополосы из желоба конвейера 2 ИТаким образом, предотвращает образование сколов и трещин в лрокатанной полосе.
Использование предлагаемого устрой ства для формования прокаткой попуфа&рикатов из углеродных порошков для производства электрических щеток обеспечивает повыщенне качества конечного продукта за счет лвквхздадии трещин и сколов.
Экономический эффект от использования предлагаемого устройства в расчете на одну марку электрических щеток составит 16482 руб. на 1ООО шт,
Формула из об ретения
1.Устройство для прокатки порошковых материалов, преимущественно углеграфитовых и метаплограф«гговых порошков, содержащее н рерь1вный желобчатый конвейер, верхний я нижний irpo-катные валки, формующую непрерывную ленту, ограничитель дефор лаши )мующей ленты и загрузочный узел, о т личающеес я тем, что, с цепью повыщения качества прокатанной полосяд за счет исключения сколовши трепщн, оно снабжено промежуточшЛ лентойсъемником, размещенной на дне конве йера, а ограничитель деформаций формующей ленты вьшолнен в-виде клнноводного жесткого упора расположешюгч между верхним прокатным валком и формующей лентой,
2.Устройство по п,1, о т л н ч а ю щ е е с я тем, что промежуточная лент&-съемник выполнена непрерьюнрй, охватывающей конвейер,
3.Устройство по п,1, о т п Е ч а ю щ е е с я тем что оно снабжено я раничителем деформации щюмежуточной ленты-съемника, установленным в место схода последней с конвейера.
Источники внфс мацнв, npHHSHbie во внимание гфн экспертизе
-1. Виноградов Г, А, и др. Прокатка металлических порошков, М,, Металлургия, 1969, с. 180-192.
2. Степаненко А, В. и Исаевич Л, А, Непрерывное формование металлических порощков и гранул, Минск, Наука и техника, 1980, с. 219-225.
3, Патент США №3731050, кл. 219-149, 1971,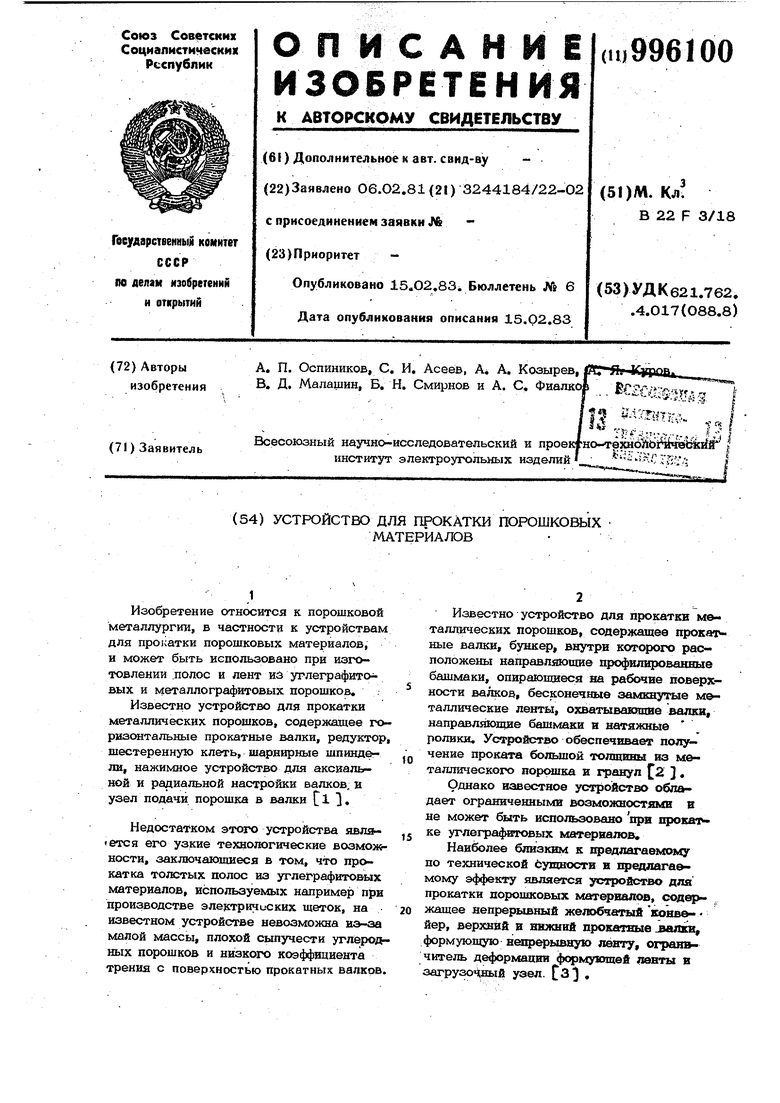
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| Способ формования изделий из порошка | 1980 |
|
SU933260A1 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| Устройство для получения многослойного плакированного проката из металлического порошка | 1983 |
|
SU1133033A1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| Устройство для формования изделий из порошков прокаткой | 1990 |
|
SU1722689A2 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU917908A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |