(54) ПОТОЧНАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1988 |
|
SU1590341A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| ГИДРОПРИВОД ДЛЯ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ И ПРОКЛАДКИ ПОДЗЕМНЫХ КОММУНИКАЦИЙ (ВАРИАНТЫ) | 2018 |
|
RU2731259C2 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Транспортная система | 1986 |
|
SU1355446A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| СКВАЖИННЫЙ ЗАТВОР | 2011 |
|
RU2465438C1 |
| Автоматический ловитель клапана | 1973 |
|
SU610975A1 |
| ШЛАНГО-ФИЛЬТРУЮЩИЙ РЕСПИРАТОР | 1970 |
|
SU283833A1 |
| МАШИНА ДЛЯ ВЫКАЧИВАНИЯ ВОЗДУХА ИЗ ЖЕСТЯНОК И ЗАКРЫВАНИЯ ИХ | 1929 |
|
SU38520A1 |
I
Изобретение относится к механосборочному производству, в частности к линиям для сборки и сварки траверс ленточных конвейеров.
Известна поточная линия спутникового типа, содержащая шагающий конвейер, на станине и щтанге которого установлены штифты по числу рабочих позиций линии, а приспособления-спутники имеют кони1еские гнезда-ловители 11 .
Недостатком линии является отсутствие устройств, обеспечивающих точное ориентирование приспособлений-спутников на рабочих позициях, а также невозможность закрепления на спутнике нескольких деталей.
Цель изобретения - повышение производительности и расширение технологических возможностей.
Указанная цель достигается тем, что каждая рабочая позшшя. линии снабжена установлен-; ными на станине шатающего конвейера автоматическими запорными Клапанами- сети сжатого воздуха, а приспособления-спутники - соответствующими автоматическими приемными клапанами, расположенными с Возможностью взаимодействия с автомати11ескими запорными клапанами при вертикальном перемещении штанги шагающего конвейера..
Автоматический запорный клапан выполнен в корпуса с установленным с возможностью перемещения в нем наконечником. Нижняя наружная часть наконечника выполнена конической, верхняя - сферической. Корпус снабжен гнездом под соответствующую кони- . ческую часть наконечника, который выполнен
10 полым и снабжен установленными внутри него подпружиненной пробкой со щтоком и подпружиненным ниппелем, который связан с корпусом посредством дополнительно введенной шаровой опоры. На пробке и штоке выпол15нены продольные пазы, а шток установлен с возможностью выхода за пределы сферической части наконешика.
Кроме того, .автоматический приемный клапан выполнен в виде корпуса с коническим
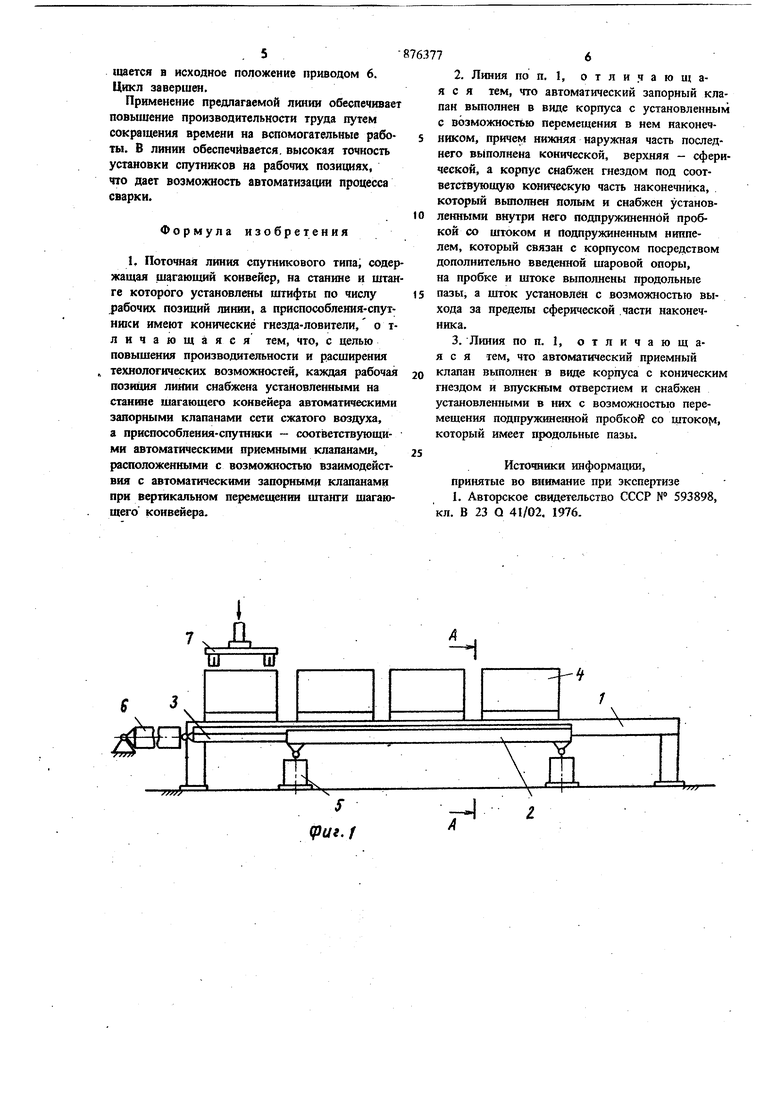
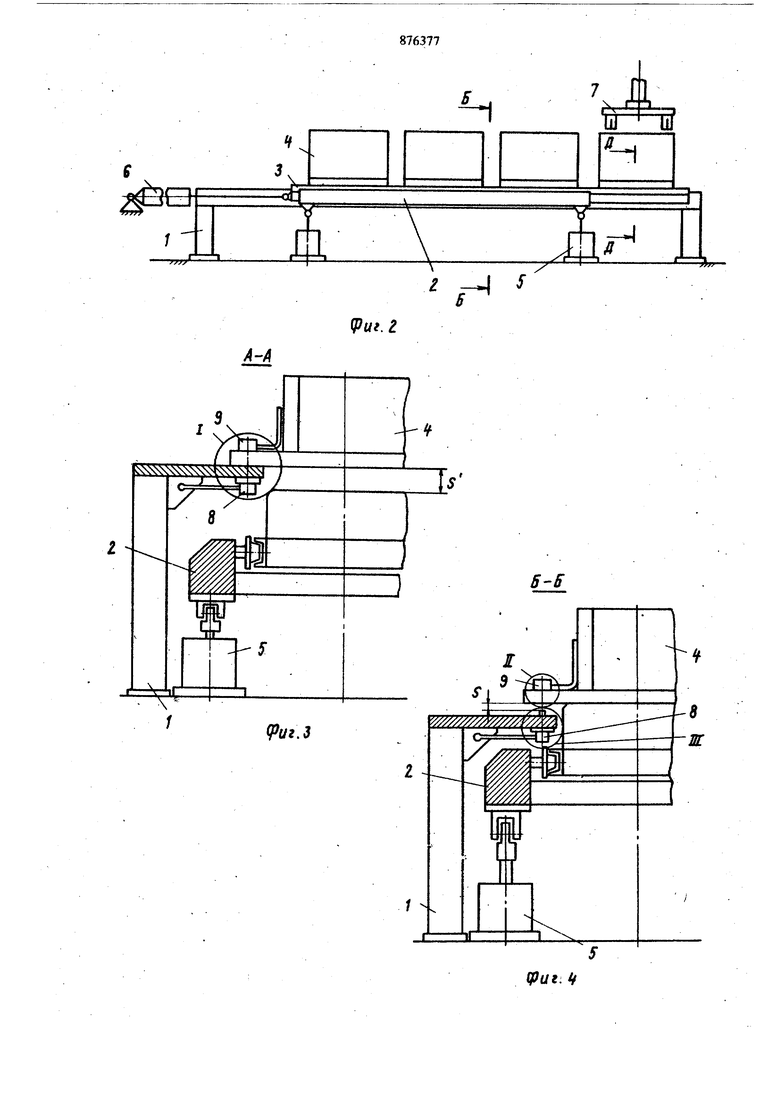
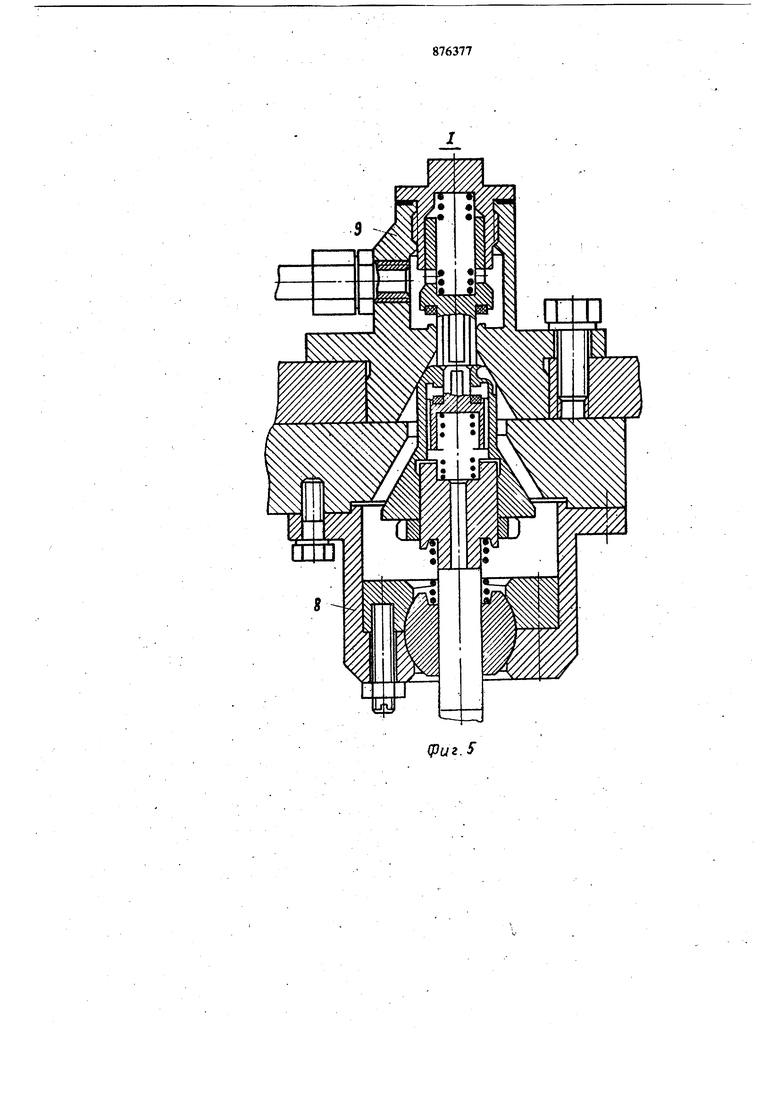
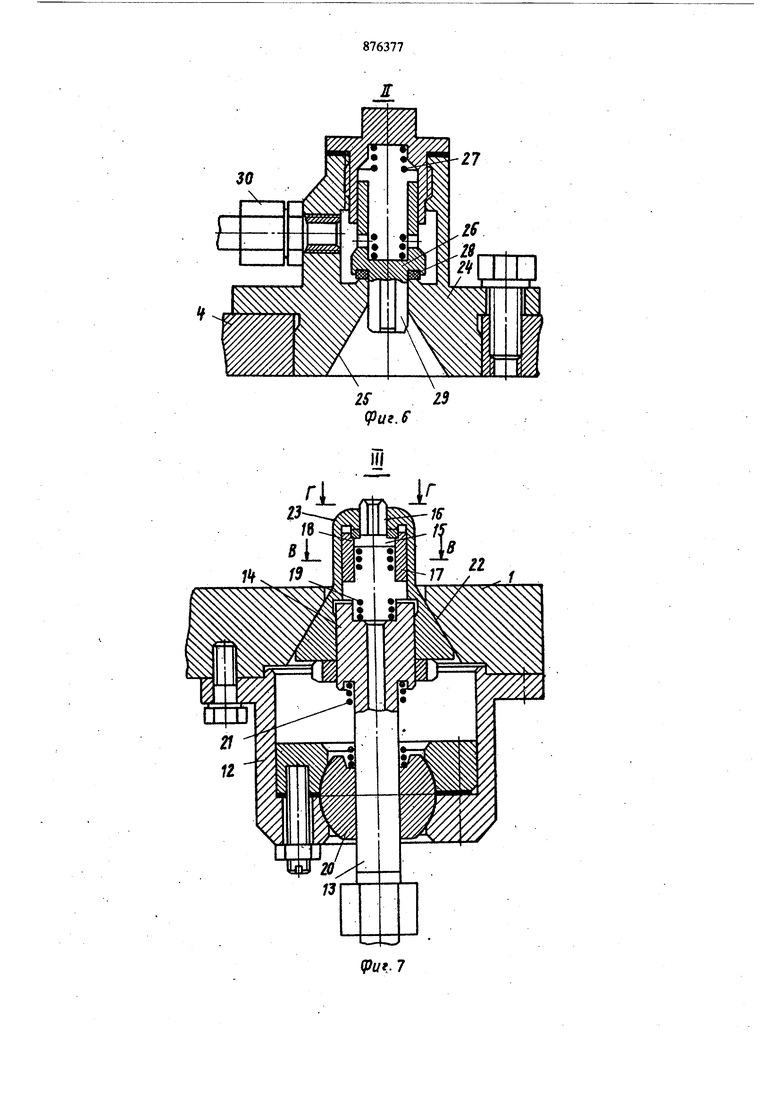
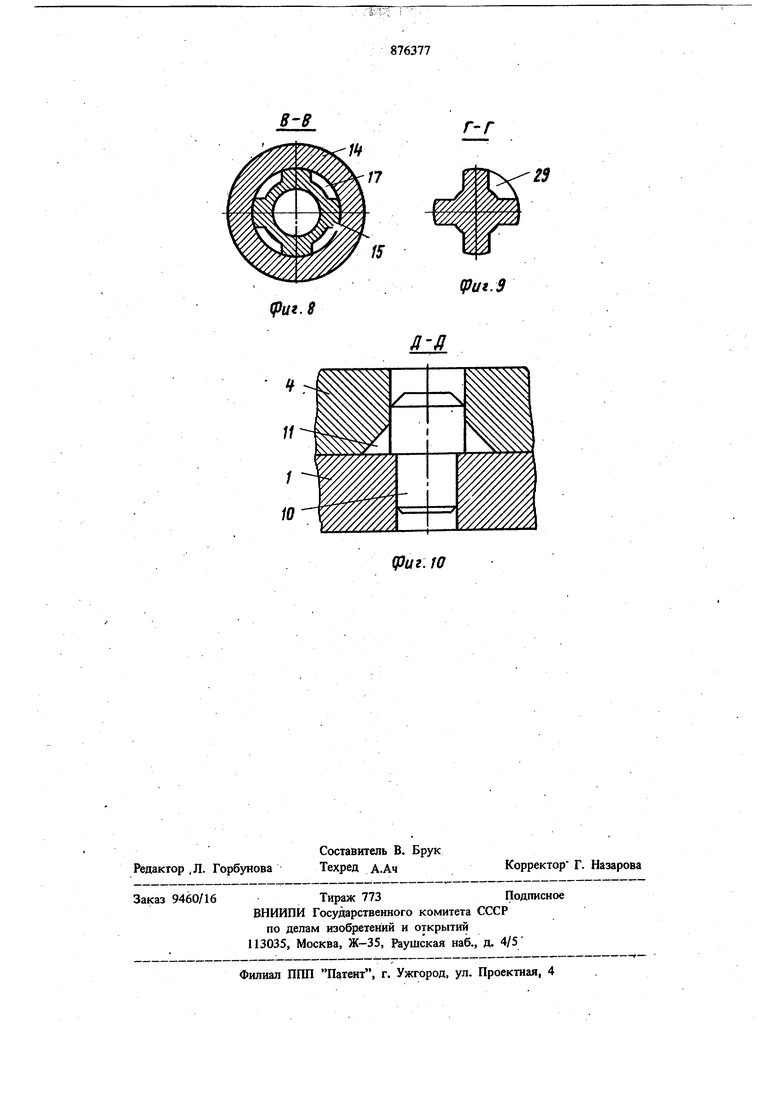
20 гнездом и впускным отверстием и снабжен установленными в них с возможностью перемещения подпружиненной пробкой со щтоком. который имеет продольные пазы. На фиг. 1 представлена поточная линияг, общий вид, начальное положение; на фиг. 2 to же, конечное положение; на фиг. 3 - раз. рез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - узел 1 на фиг. 3; на фиг. 6 - узел II на фиг. 4; на фиг. 7 - узел III на фиг. 4; на фиг. 8 - разрез В-В на фиг. 7; на фиг. 9 - разрез Г-Г на фиг. 7; на фиг. 10 - разрез Д-Д на фиг. 2. Линия состоит из станины 1, подъемной |рамы 2, сопряженной с транспортирующей штангой 3, приспособлений-спутников 4, расположенных: на станине 1, привода 5 подъемной рамы и привода 6 транспортирующей штанги механизма 7 возврата приспособленийспутников, обеспечивающего перемещение приспособлений-спутников 4 на исходное положение в линии. На станине 1 на каждой рабочей позшщи линии установлен автоматический запорный клапан 8 сети сжатого воздуха, а на приспособлении-спутнике смонтирован автоматический приемный клапан 9, который соединен с приводами зажимных механизмов, размещенных на спутнике 4 пневмосистемы. На каждой позиции станины 1 и щтанги 3 на расстоянии шага конвейера установлены баэирующке штифты 10, а на приспособлении-спутнике 4 выполнены koHH4ecKHe гнезда-ловители 11. Запорный клапан 8 состоит из корпуса 12, ниппеля 13, связанного с подводящей воздуш ной системой, наконечника 14, в который вмонтирована пробка 15, шток которой встав лен в пропускное отверстие 16. наконечника 14; на щшиндрической части пробки 15 и ее штока нарезаны продольные пазы 17. Пробка 15 поджимается к уплотнительному седлу 18 пружиной 19, вторым своим концом пружина 19 упирается в ниппель 13, жестко связанный с наконечником 14. Ниппель 13 сопрягается с шаровой опорой 20, связанной с корпусом 12, и поджимается пружиной 21 вместе с наконечником 14 своей конусной частью к коническому гнезду 22 станины 1, занимая при этом строго определенное полож ние; наружная часть наконечника 14 имеет сферическую форму 23. .Приемный клапан 9 состоит из корпуса 24 в нижней части Kotoporo выполнено коническое гнездо 25 приспособления-спутника 4, вовнутрь которого через впускное отверстие клапана выведен шток пробки 26, пробка 26 прижата пружиной 27 к седлу 28, щток проб ки 26 имеет. пазы 29. В верхней части клапа на 4 смонтирован отводящий трубопровод 30 Линия работает следующим образом. Механизмом 7 возврата приспособлениеспутник 4 устанавливают на станину 1 в исходную ПОЗИ1ДИЮ на линии, при этом приспособление-спутник 4 гнездом-ловителем 11 попадает на штифт 10 станины 1, а коническое гнездо 25 приемного клапана 9 стыкуется с наконечником 14 запорного клапана 8. В этом состоянии соединяются полости подводящей системы сжатого воздуха и системы на приспособлении-спутнике 4. Под действием веса приспособления-спутника 4 коническое гнездо 25 давит на сферическую часть 23 наконечника 14, наконечник опускается, отрываясь от конусного гнезда 22 и сжимая пружину 21, при этом наконечник 14, самоустанавливаясь в гнезде 25, может сместиться в сторону, чему способствует шаровая опора 20. При попадании наконечника 14 в гнездо 25 он торцовой своей частью давит на торцовую часть пробки 26 приемного клапана 9 и отрывает его от седла 28; в свою очередь, пробка 26 торцовой частью своего штока задавлйвает шток пробки 15 клапана 8, сжимает пружину 19 и обеспечивает свободный проход воздуха из полости запорного клапана 8 по пазам 17 на цилиндрической части пробки 15, затем мимо седла 18 по пазам 29 штока пробки 26 в полость приемного клапана 9. Сферическая часть 23 наконечника 14 обеспечивает плотное прилегание к конической поверхности 25 приемного клапана -9 даже при некотором смещении осей клапанов 8 и 9 и гарантирует плотность соединения. При подъеме приспособления-спутника 4 над станиной 1 под действием своих пружин 19 и 27 пробки 15 и 26 досылаются до седел 18 и 28 и плотно запирают полости, а пружина 21 досылает наконечник 14 вместе с ниппелем 13 до конического гнезда 22, и он занимает строго ориентированное положение. Приводами 5 рама 2 вместе со штангой 3, поднимаются в верхнее положение, при этом поднимаются над станиной 1 все приспособления-спутники 4, установленные на станине 1. В этом состоянии имеется зазор между плитой приспособления-спутника 4 и наконечником 14 запорного клапана 8. Приводом 6 и. штангой 3 приспособления-спутники 4 перемещаются на шаг вперед. Затем рама 2 опускается, приспособленияспутники 4 устанавливаются на станине 1, при этом каждое приспособление-спутник 4 своим гнездом-ловителем 11 сопрягается со штифтами 10 станины 1, а коническое гнездо 25 приемного клапана 9 стыкуется с наконечником 14 запорного клапана 8. При нижнем положении рамы 2 между нижней плитой приспособления-спутника 4 и штангой 3 устанавливается зазор, при этом штанга 3 переме(цается в исходное положение приводом 6. Цикл завершен. Примеиение предлагаемой линии обеспечивае повышение производительности труда путем сокращения времени на вспомогательные работы. В линии обеспечивается, высокая точность установки спутников на рабочих позициях, что дает возможность автоматизации процесса сварки. Формула изобретения 1, Поточная линия спутникового типа, содер жащая шагающий конвейер, на станнне и штан ге которого установлены штифты по числу рабочих позиций линии, а приспособяения-спутншси имеют конические гнезда-ловители, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, каждая рабочая позихщя линии снабжена установленными на станине шагающего конвейера автоматическими запорными клапанами сети сжатого воздуха, а приспособления-спутники - соответствующими автоматическими приемными клапанами, расположенными с возможностью взаимодействия с автоматическими запорными клапанами при вертикальном перемещении штанги шагающего конвейера. 7 2. Линия по п. 1, отличающаяся тем, что автоматический запорный клапан выполнен в виде корпуса с установленным с возможностью перемещения в нем наконечником, причем нижняя наружная часть последнего вьшолнена конической, верхняя - сферической, а корпус снабжен гнездом под соответствующую коническую часть наконечника, который вьшолнен полым и снабжен установленными внутри него подпружиненной пробкой со штоком и Подпружиненным ниппелем, который связан с корпусом посредством дополнительно введенной шаровой опоры, на пробке и штоке выполнены продольные пазы, а шток установлен с возможностью выхода за пределы сферической .части наконечника. 3. Линия по п. 1, отличающаяся тем, что автоматический приемный клапан выполнен в виде корпуса с коническим гнездом и впускным отверстием и снабжен установленными в них с возможностью перемещения подпружиненной пробкой со щтокоц, который имеет продольные пазы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Г 593898, кл. В 23 Q 41/02. 1976.
а
Q
27
e-ff
r-r
(риг.З
