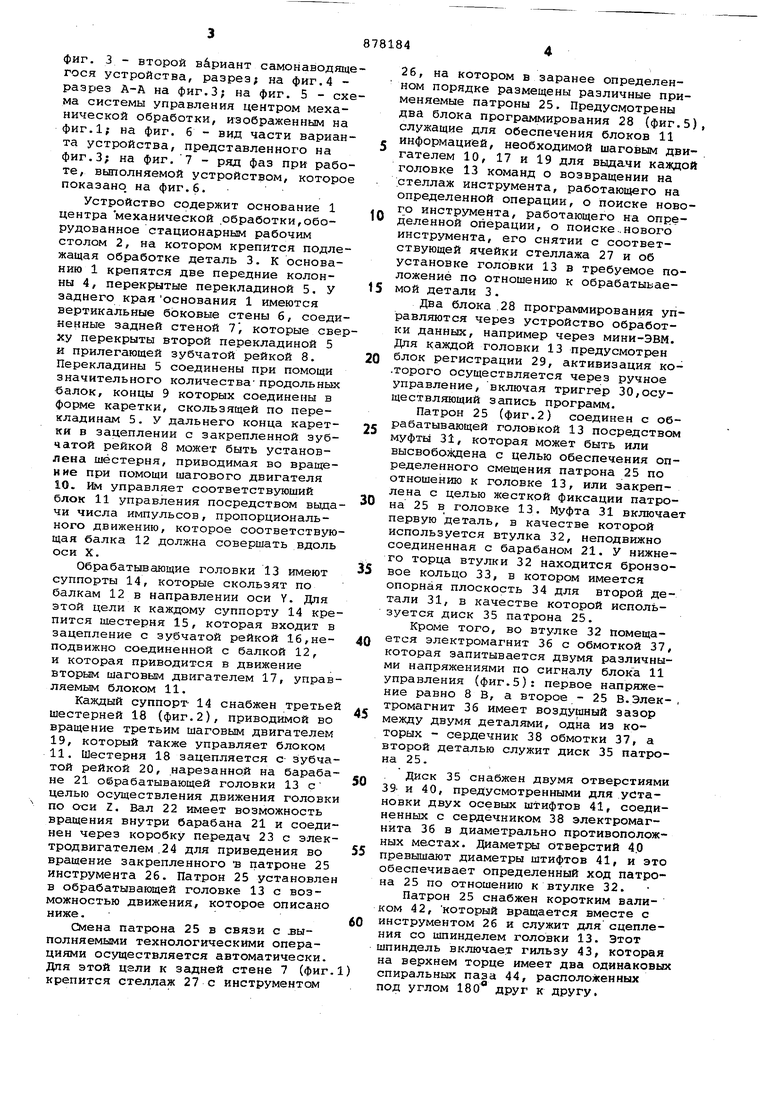
(54) САМОНАВОДЯЩЕЕСЯ УСТРОЙСТВО ДЛЯ ОВРАБАТЬЮАЮЩИХ Изобретение относится к станкостроению. Известно самонаводящееся устройс во для обрабатывающих станков ,iCOдержащее блок управления, опору для обрабатываемой детали, инструментал ный шпиндель и установленный .в патроне инструмент, связанный с рабочей головкой при помощи узла, включающего в себя два соединительных элемейта, один из которых связан с головкой и снабжен электромагнитом, связанным с блоком питания, а второй связан с инструментом и установлен с возможностью связи посредством электромагнита с первым элементом, причем головка установлена с возможностью перемещения в направ лении, перпендикулярном плоскости контакта соединительных элементов tl. Недостатком известного устройств является низкая точность регулирова ния положения и рабочей головки с патроном относительно опоры. Цель изобретения - повышение точ ности регулирования положения рабочей головки с патроном относительно опОры. СТАНКОВ Указанная цель достигается тем, что соединительный узел снабжен ограничителем относительно перемещения двух элементов соединительного узла, в плоскости их контакта, причем электромагнит снабжен дополнительным источником пониженного напряжения. Кроме того, элемент соединительного узла, связанный с головкой,может быть выполнен из двух частей, шарнирно связанных между собой, и снабжен втулкой, установленной с возможностью поворота и аксигшьного смещения по отношению к элементу, . связанному с инструментом, причем втулка связана с ограничителем относительного перемещения двух элементов соединительного узла. Помимо этого, устройство может быть снабжено пневматическим узлом, содержащим регулятор подвода воздуха и, по крайней мере один канал для нагнетания воздуха в промежуток между двумя элементами соединительного узла, причем регулятор подвода воздуха связан с блоком управления. На фиг. 1 изображен центр механической обработки, общий вид на фиг. 2 - вариант с амонаводящегося устройства, частичный разрез на
фиг, 3 - второй вариант самонаводящегося устройства, разрез; на фиг.4 разрез А-А на фиг.З; на фиг. 5 - схема системы управления центром механической обработки, изображенным на фиг,1; на фиг. б - вид части варианта устройства, представленного на фиг.З; на фиг.7 - ряд фаз при работе, выполняемой устройством, которое показано, на фиг. 6.
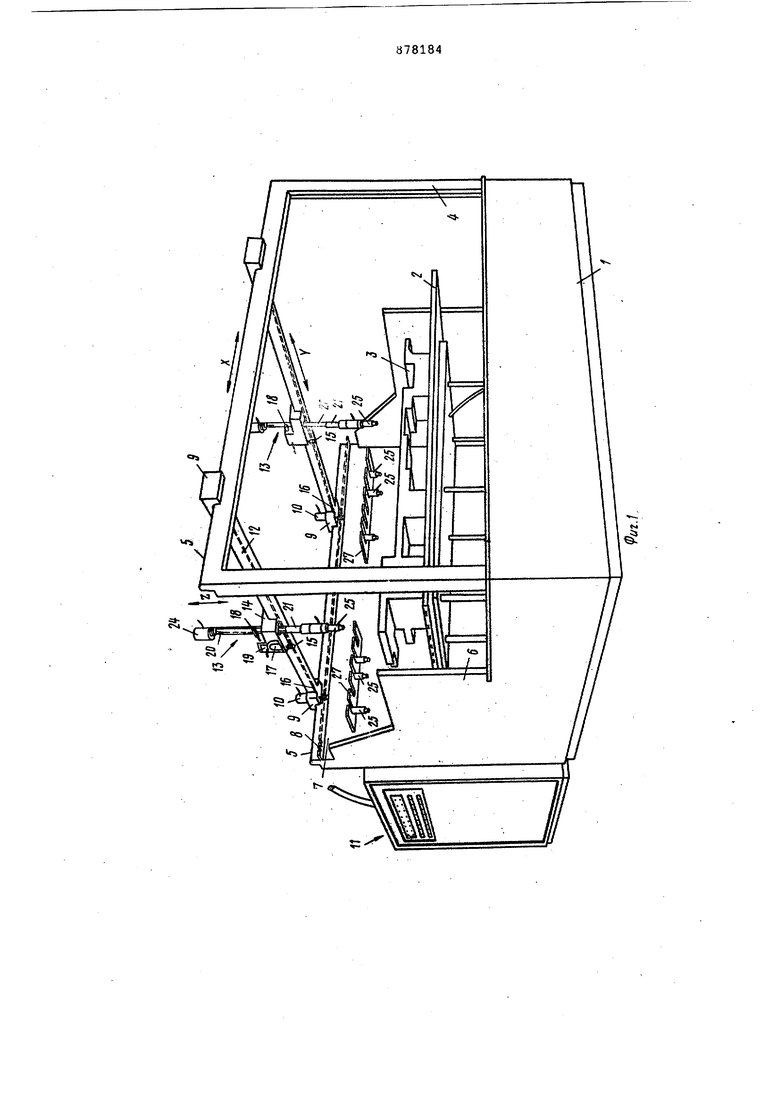
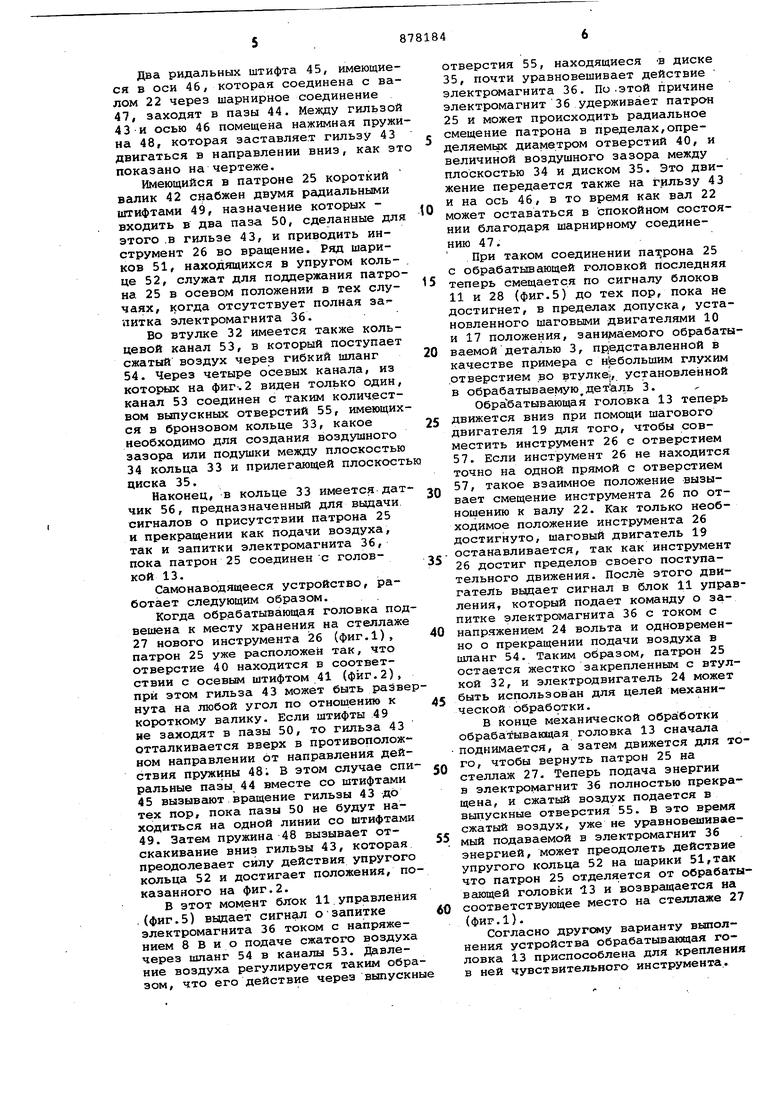
Устройство содержит основание 1 центра механической .обработки,оборудованное стационарным рабочим столом 2, на котором крепится подлежащая обработке деталь 3. К основанию 1 крепятся две передние колонны 4, перекрытые перекладиной 5. У заднего края основания 1 имеются вертикальные боковые стены б, соединенные задней стеной 7, которые сверху перекрыты второй перекладиной 5 и прилегающей зубчатой рейкой 8. Перекладины 5 соединены при помощи значительного количествапродольных балок, концы 9 которых соединены в форме каретки, скользящей по перекладинам 5. У дальнего конца каретки в зацеплении с закрепленной зубчатой рейкой 8 может быть установлена шестерня, приводимая во вращение при помощи шагового двигателя
10.ИМ управляет соответствующий блок 11 управления посредством выдачи числа импульсов, пропорционального движению, которое соответствующая балка 12 должна совершать вдоль оси X,
Обрабатывающие головки 13 имеют суппорты 14, которые скользят по балкам 12 в направлении оси У. Для этой цели к каждому суппорту 14 крепится щестерня 15, которая входит в зацепление с зубчатой рейкой 16,неподвижно соединенной с балкой 12, и которая приводится в движение вторым шаговым двигателем 17, управляемым блоком 11.
Каждый суппорт- 14 снабжен третьей шестерней 18 (фиг.2), приводимой во вращение третьим шаговым двигателем 19, который также управляет блоком
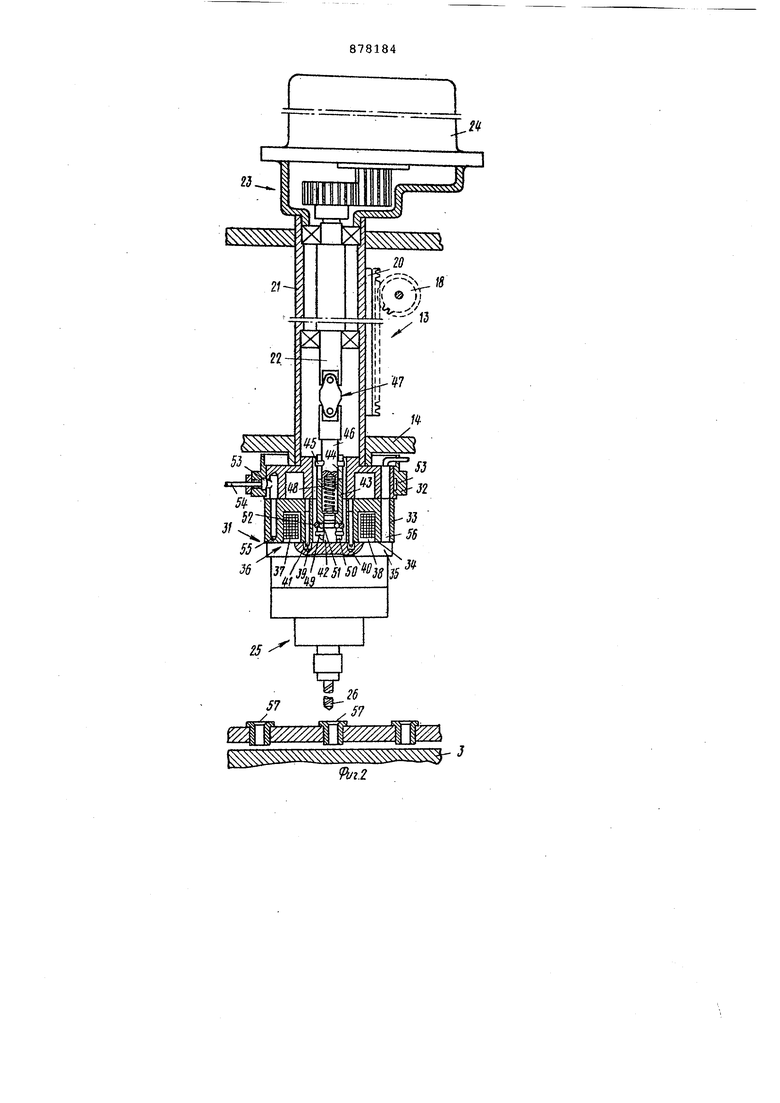
11.Шестерня 18 зацепляется с зубчатой рейкой 20, нарезанной на барабане 21 обрабатывающей головки 13 с целью осуществления движения головки по оси Z. Вал 22 имеет возможность вращения внутри барабана 21 и соединен через коробку передач 23 с электродвигателем .24 для приведения во вращение закрепленного в патроне 25 инструмента 26. Патрон 25 установлен в обрабатывающей головке 13 с возможностью движения, которое описано ниже.
Смена патрона 25 в связи с выполняемыми технологическими операциями осуществляется автоматически. Для этой цэли к задней стене 7 (фиг крепится стеллаж 27 с инструментом
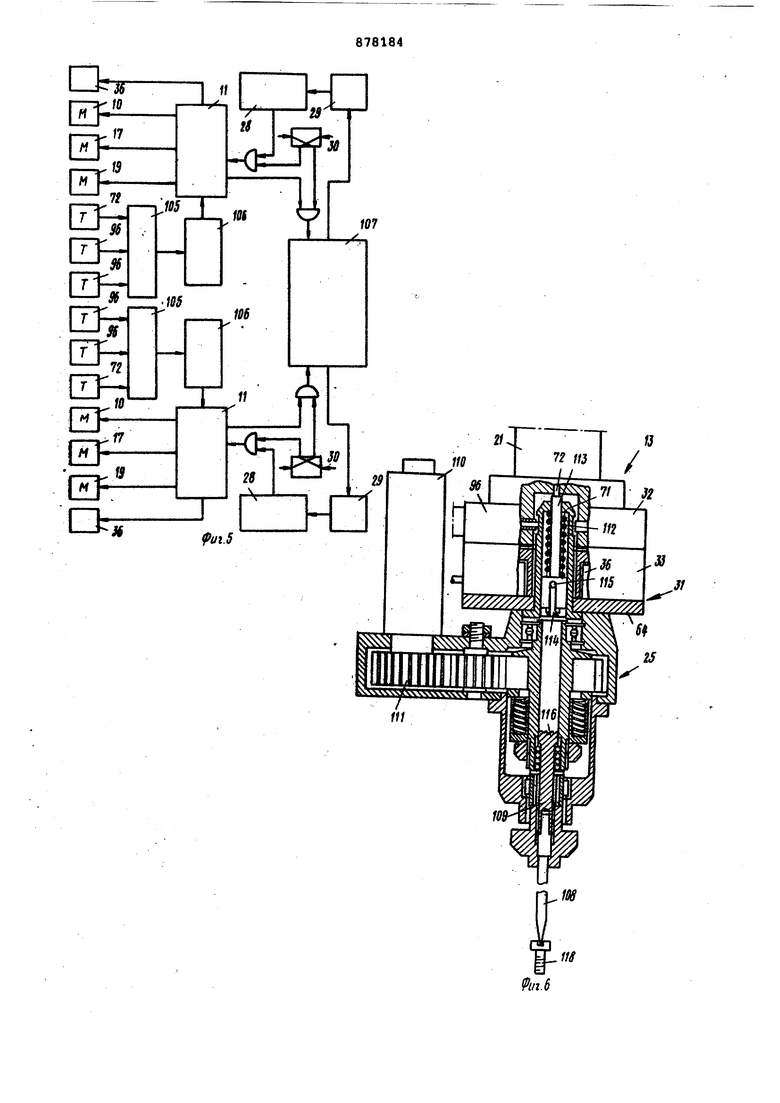
26, на котором в заранее определенном порядке размещены различные применяемые патроны 25. Предусмотрены два блока программирования 28 (фиг.5 служащие для обеспечения блоков 11 информацией, необходимой шаговым двигателем 10, 17 и 19 для выдачи каждо головке 13 команд о возвращении на стеллаж инструмента, работающего на определенной операции, о поиске нового инструмента, работающего на определенной операции, о поиске..нового инструмента, его снятии с соответствующей ячейки стеллажа 27 и об установке головки 13 в требуемое положение по отношению к обрабатываемой детали 3.
Два блока .28 программирования управляются через устройство обработки данных, например через мини-ЭВМ. Для каждой головки 13 предусмотрен блок регистрации 29, активизация ко.торого осуществляется через ручное управление, включая триггер 30,осуществляющий запись программ.
Патрон 25 (фиг.2) соединен с обрабатывающей головкой 13 посредством муфты 31, которая может быть или высвобождена с целью обеспечения определенного смещения патрона 25 по отношению к головке 13, или закреплена с целью жесткой фиксации патрона 25 в головке 13. Муфта 31 включае первую деталь, в качестве которой используется втулка 32, неподвижно соединенная с барабаном 21. У нижнего торца втулки 32 находится бронзовое кольцо 33, в котором имеется опорная плоскость 34 для второй детали 31, в качестве которой используется диск 35 патрона 25.
Кроме того, во втулке 32 помещается электромагнит 36 с обмоткой 37, которая запитывается двумя различными напряжениями по сигналу блока 11 управления (фиг.5): первое напряжение равно 8 В, а второе - 25 В.Электромагнит 36 имеет воздушный зазор между двумя деталями, одна из которых - сердечник 38 обмотки 37, а второй деталью служит диск 35 патрона 25.
Диск 35 снабжен двумя отверстиями 39 и 40, предусмотренными для установки двух осевых штифтов 41, соединенных с сердечником 38 электромагнита 36 в диаметрально противоположных местах. Диаметры отверстий 4.0 превышают диаметры штифтов 41, и это обеспечивает определенный ход патрона 25 по отношению к втулке 32.
Патрон 25 снабжен коротким валиком 42, который вращается вместе с инструментом 26 и служит для сцепления со шпинделем головки 13. Этот шпиндель включае.т гильзу 43, которая на верхнем торце имеет два одинаковы спиральных паза 44, расположенных под углом 180 друг к другу. Два ридальных штифта 45, имеющие ся в оси 46, которая соединена с ва лом 22 через шарнирное соединение 47, заходят в пазы 44. Между гильзо 43 и осью 46 помещена нажимная пруж на 48, которая заставляет гильзу 43 двигаться в направлении вниз, как э показано на чертеже. Имеющийся в патроне 25 короткий валик 42 снабжен двумя радиальными штифтами 49, назначение которых входить в два паза 50, сделанные дл этого .в гильзе 43, и приводить инструмент 26 во вращение. Ряд шариков 51, находящихся в упругом кольце 52, служат для поддержания патро на 25 в осевом положении в тех случаях, когда отсутствует полная за питка электромагнита 36. Во втулке 32 имеется также кольцевой канал 53, в который поступает сжатый воздух через гибкий шланг 54. Через четыре осевых канала, из которых на фиг.2 виден только один, канал 53 соединен с таким количеством выпускных отверстий 55, имеющих ся в бронзовом кольце 33, какое необходимо для создания воздушного зазора или подушки между плоскостью 34 кольца 33 и прилегающей плоскост диска 35. Наконец, в кольце 33 имеется дат чик 56, предназначенный для выдачи, сигналов о присутствии патрона 25 и прекргицении как подачи воздуха, так и запитки электромагнита 36, пока патрон 25 соединен с головкой 13. Самонаводящееся устройство, работает следующим образом. Когда обрабатывающая головка под вешена к месту хранения на стеллаже 27 нового инструмента 26 (фиг.1), патрон 25 уже расположен так, что отверстие 40 находится в соответствии с осевым штифтом 41 (фиг.2), при этом гильза 43 может быть разве нута на любой угол по отношению к короткому валику. Если штифты 49 не заходят в пазы 50, то гильза 43 отталкивается вверх в противоположном направлении от направления действия пружины 48: В этом случае спи ральные пазы 44 вместе со штифтами 45 вызывают вращение гильзы 43 до тех пор, пока пазы 50 не будут находиться на одной линии со штифтами 49. Затем пружина 48 вызывает отскакивание вниз гильзы 43, которая преодолевает силу действия упругого кольца 52 и достигает положения, показанного на фиг.2. В этот момент блок 11 управления .(фиг.5) выдает сигнал о запитке электромагнита 36 током с напряжением 8 В и о подаче сжатого воздуха через шланг 54 в каналы 53. Давление воздуха регулируется таким образом, что его действие через выпускны отверстия 55, находящиеся В диске 35, почти уравновешивает действие электромагнита 36. По .этой причине электромагнит 36 удерживает патрон 25и может происходить радиальное смещение патрона в пределах,определяемых диаметром отверстий 40, и величиной воздушного зазора между плоскостью 34 и диском 35. Это движение передается также на гильзу 43 и на ось 46, в то время как вал 22 может оставаться в спокойном состоянии благодаря шарнирному соединению 47. При таком соединении 25 с обрабатывающей головкой последняя теперь смещается по сигналу блоков 11 и 28 (фиг.5) до тех пор, пока не достигнет, в пределах допуска, установленного шаговыми двигателями 10 и 17 положения, занимаемого обрабатываемой деталью 3, првдставленной в качестве примера с нteбoльшим глухим отверстием во втулке, установленной в обрабатываемую деталь 3. Обрабатывающая головка 13 теперь движется вниз при помощи шагового двигателя 19 для того, чтобы совместить инструмент 26 с отверстием 57. Если инструмент 26 не находится точно на одной прямой с отверстием 57, такое взаимное положение вызывает смещение инструмента 26 по отношению к валу 22. Как только необходимое положение инструмента 26 достигнуто, шаговый двигатель 19 останавливается, так как инструмент 26достиг пределов своего поступательного движения. После этого двигатель вьщает сигнал в блок 11 управления, который подает команду о запитке электромагнита 36 с током с напряжением 24 вольта и одновременно о прекращении подачи воздуха в шланг 54. Таким образом, патрон 25 остается жестко закрепленным с втулкой 32, и электродвигатель 24 может быть использован для целей механической обработки. В конце механической обработки обрабатывающая головка 13 сначала поднимается, а затем движется для того, чтобы вернуть патрон 25 на стеллаж 27. Теперь подача энергии в электромагнит 36 полностью прекращена, и сжатый воздух подается в выпускные отверстия 55. В это время сжатый воздух, уже не уравновешиваемый подаваемой в электромагнит 36 энергией, может преодолеть действие упругого кольца 52 на шарики 51,так что патрон 25 отделяется от обрабатывающей головки 13 и возвращается на соответствующее место на стеллаже 27 (фир.). Согласно варианту выполнения устройства обрабатывающая гоовка 13 приспособлена для крепления в ней чувствительного инструмента.
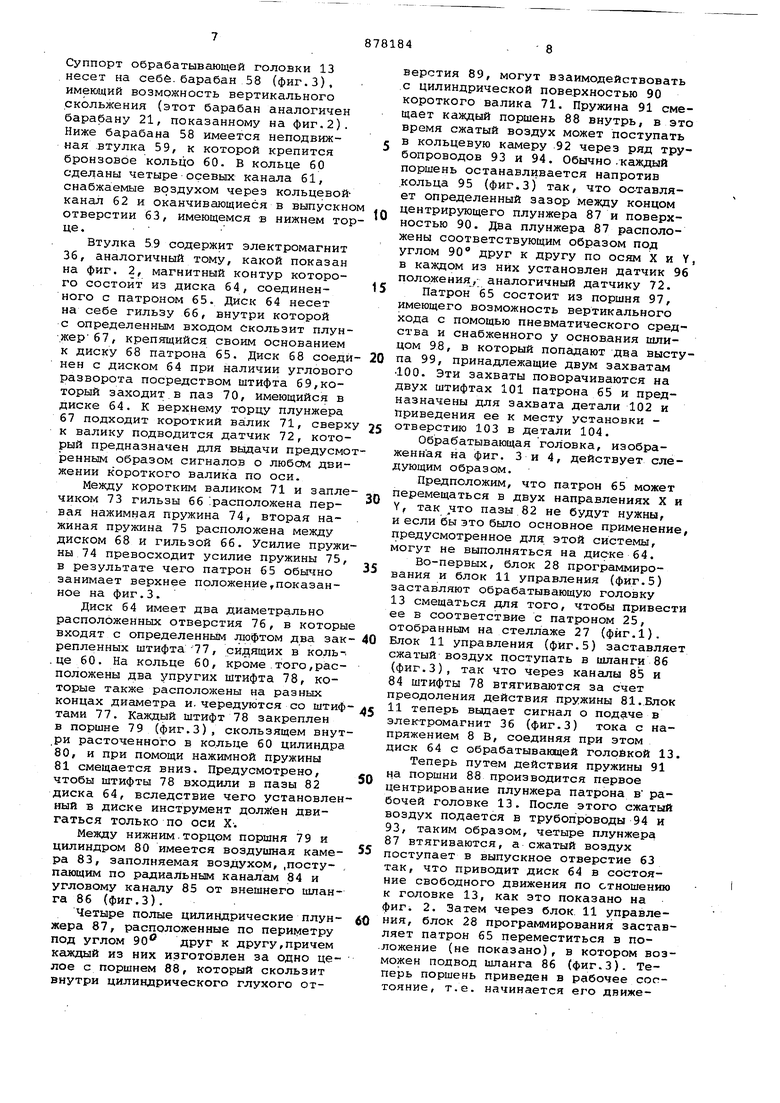
Суппорт обрабатывающей головки 13 несет на себе.барабан 58 (фиг.З), имеющий возможность вертикального скольжения (этот барабан аналогичен барабану 21, показанному на фиг,2). Ниже барабана 58 имеется неподвижная втулка 59, к которой крепится бронзовое кольцо 60. В кольце 60 сделаны четыре осевых канала 61, снабжаемые воздухом через кольцевойканал 62 и оканчивающиеся в выпускно отверстии 63, имеющемся -в нижнем торце.
Втулка 59 содержит электромагнит 36, аналогичный тому, какой показан на фиг. 2, магнитный контур которого состоит из диска 64, соединенного с патроном 65. Диск 64 несет на себе гильзу 66, внутри которой с определенным входом Скользит плун.жер67, крепящийся своим основанием к диску 68 патрона 65. Диск 68 соединен с диском 64 при наличии углового разворота посредством штифта 69,который заходит в паз 70, имеющийся в диске 64. К верхнему торцу плунжера 67 подходит короткий 71, сверх к валику подводится датчик 72, который предназначен для выдачи предусморенным образом сигналов о любом движении короткого валика по оси.
Между коротким валиком 71 и заплечиком 73 гильзы 66 расположена первая нажимная пружина 74, вторая нажиная пружина 75 расположена между диском 68 и гильзой 66. Усилие пружины 74 превосходит усилие пружины 75, в результате чего патрон 65 обычно занимает верхнее положение,показанное на фиг.З.
Диск 64 имеет два диаметрально расположенных отверстия 76, в которы входят с определенньм люфтом два закрепленных штифта77, си{1ящих в коль.це 60. На кольце 60, кроме.того,расположены два упругих штифта 78, которые также расположены на разных концах диаметра и. чередуются со штифтами 77. Каждый штифт 78 закреплен в поршне 79 (фиг.З), скользящем внутри расточенного в кольце 60 цилиндра 80, и при помощи нажимной пружины 81 смещается вниз. Предусмотрено, чтобы штифты 78 входили в пазы 82 диска 64, вследствие чего установленный в диске инструмент долж1ен Двигаться только по оси X.
Между нижним.торцом поршня 79 и цилиндром 80 имеется воздушная камера 83, заполняемая воздухом, .поступгиодим по радиальным каналам 84 и угловому каналу 85 от внешнего шланга 86 (фиг.З).
Четыре полые цилиндрические плунжера 87, расположенные по периметру
под углом 90
друг к другу,причем
каждый из них изготовлен за одно целое с поршнем 88, который скользит внутри цилиндрического глухого отверстия 89, могут взаимодействовать с цилиндрической поверхностью 90 короткого валика 71. Пружина 91 смещает каждый поршень 88 внутрь, в это время сжатый воздух может поступать в кольцевую камеру 92 через ряд трубопроводов 93 и 94. Обычно.каждый поршень останавливается напротив кольца 95 (фиг.З) так, что оставляет определенный зазор между концом центрирующего плунжера 87 и поверхностью 90. Два плунжера 87 расположены соответствующим образом под углом 90 друг к другу по осям X и Y в каяодом из них установлен датчик 96 положения,- аналогичный датчику 72.
Патрон 65 состоит из поршня 97, имеющего возможность вертикального хода с помощью пневматического средства и снабженного у основ.ания шли.цом 98, в который попадают два выступа 99, принадлежащие двум захватам 100. Эти захваты поворачиваются на двух штифтах 101 патрона 65 и предназначены для захвата детали 102 и приведения ее к месту установки отверстию 103 в детали 104.
Обрабатывающая головка, изображенная на фиг. 3 и 4, действует следующим образом.
Предположим, что патрон 65 может перемещаться в двух направлениях X и Y, так что пазы 82 не будут нужны, и если бы это было основное применение предусмотренное для этой системы, могут не выполняться на диске 64.
Во-первых, блок 28 программирования и блок 11 управления (фиг.5) заставляют обрабатывающую головку 13 смещаться для того, чтобы привест ее в соответствие с патроном 25, отобранным на стеллаже 27 (фйг.1). Блок 11 управления (фиг.5) заставляе сжатый воздух поступать в шланги 86 (фиг.З), так что через каналы 85 и 84 штифты 78 втягиваются за счет преодоления действия пружины 81.Блок 11 теперь выдает сигнал о подаче в электромагнит 36 (фиг.З) тока с напряжением 8 В, соединяя при этом диск 64 с обрабатывающей голойкой 13
Теперь путем действия пружины 91 на поршни 88 производится первое центрирование плунжера патрона в рабочей головке 13. После этого сжатый воздух подается в трубопроводы 94 и 93, таким образом, четыре плунжера 87 втягиваются, а сжатый воздух поступает в выпускное отверстие 63 так, что приводит диск 64 в состояние свободного движения по отношению к головке 13, как это показано на фиг. 2. Затем через блок. 11 управления, блок 28 программирования заставляет патрон 65 переместиться в положение (не показано), в котором возможен подвод шланга 86 (фиг.З). Теперь поршень приведен в рабочее состояние, т.е. начинается его днижение вверх так,что захваты 100 зацепляют деталь 102, которая находится в расчетном положении, определяемом при помощи команд блока 28 программирования, при схождении захватов 100 инструмент 65 смещается по отношению к обрабатывающей головке 13, заставл диск 64 скользить по кольцу 60.Этому процессу способствует входящий через выпускное отверстие 63 сжатый водух, так что создается воздушный зазор между двумя поверхностями - диска 64 и кольца 60, которые находятся в непосредственном соприкосновении.
В конце хода поршня 97 головка 13 уже движется вверх, а сжатый воздух больше не подается в трубопроводы 94 и 93. Через тело плунжеров 87 пружина 91 теперь центрирует плунжер 67 вместе с диском 64, патроном 65 и детально 102. На электромагнит в этом случае подается ток напряжением 24 В, и сжатый воздух выходит из выдускных отверстий 63, в результате чего патрон 25 остается жестко соединенным с головкой 13.
Теперь обрабатывающа я головка 13 приведена в соответствие с местом установки отверстия 103 В детали 104, в которое ставится деталь 102. Если положение, занятое под воздействием команд, поступающих от блока 11, не точно совпадает с заданным, то начинается поисковое перемещение, управляемое при помощи двух датчиков 72 и 96, которые приводятся в действие блоком 11 выборочно через соответствующий мультипликатор 105 и которые передают в мини-ЭВМ соответствующие данные, переводимые в цифровые значения преобра:зователем 106.
Поисковым перемещением управляет мини-ЭВМ 107 оно выражается в спиралных движениях головки 13.
Более конкретно это выражается в том, что когда деталь 102 касается дтали 104 без центрирования относительно отверстия 103,пружина 75 ежимается, при этом короткий валик 71 движется вверх, заставляя датчик 72 выдавать сигнал, который в сочетании с показаниями достигнутой инструментом высоты вызывает соответствующее поисковое чередование. Пружина 75 может быть также сжата на других фазах цикла , например, из-за невозможности захватить штифт или -из-за безуспешного поиска детали, илииз-за иных неожиданно встречающихся препятствий..В этих случаях датчик 72 выдает один и тот же сигнал о повторе чередований цикла столько раз, сколько необходимо. Когда достигнуто желаемое положение, датчик 72 выдает об этом сигнал. Деталь 102 устанавливается в место установки отверстия 103, после чего поршень 97 приходит в действие и открывает захваты 100. Если место установки отверстия 103 или детали 102 снабжено камерой или другим подходящим вводным средством, поисковое перемещение прекращается пока электромагнитом 36, к которому подведено напряжение 8 В, осуществляется движение установки детали 102 в установочное отверстие 103 и создан воздушный зазор.
Когда патрон 25 необходимо возвратить на стеллаж (фиг.1), блок 11 управления заставляет головку 13 двигаться к соответствующему месту хранения патрона, после чего полностью прекращается подача энергии в электромагнит 36, а воздух опять подается в выпускные отверстия 63.Сжатый воздух обеспечивает освобождение патрона .25 из головки 13.
Если устанавливаемой деталью является винт, то патрон может быть снабжен отверткой 108 (фиг.6), закрепленной в шпинделе 109, который приводится во вращение собственным электродвигателем 110 через коробку передач 111. В этом случае валик 71 делается полым для того, чтобы в нег входила пружина 112,, расположенная между самим коротким валиком и заплечиком плунжера 113, соединенного посредством двух пазов 114, соответствующим двум штифтам 115 шпинделя 109. Этот шпиндель 109 далее может перемещаться по отношению к головке 13 благодаря муфте 31, которая аналогична показанной на фиг. 2 и 3. Кроме того, короткий валик 71 может быть подвергнут осевому перемещению по отношению к наконечнику отвертки 108. Через плунжер 87 это движение регистрируется датчиком 72.
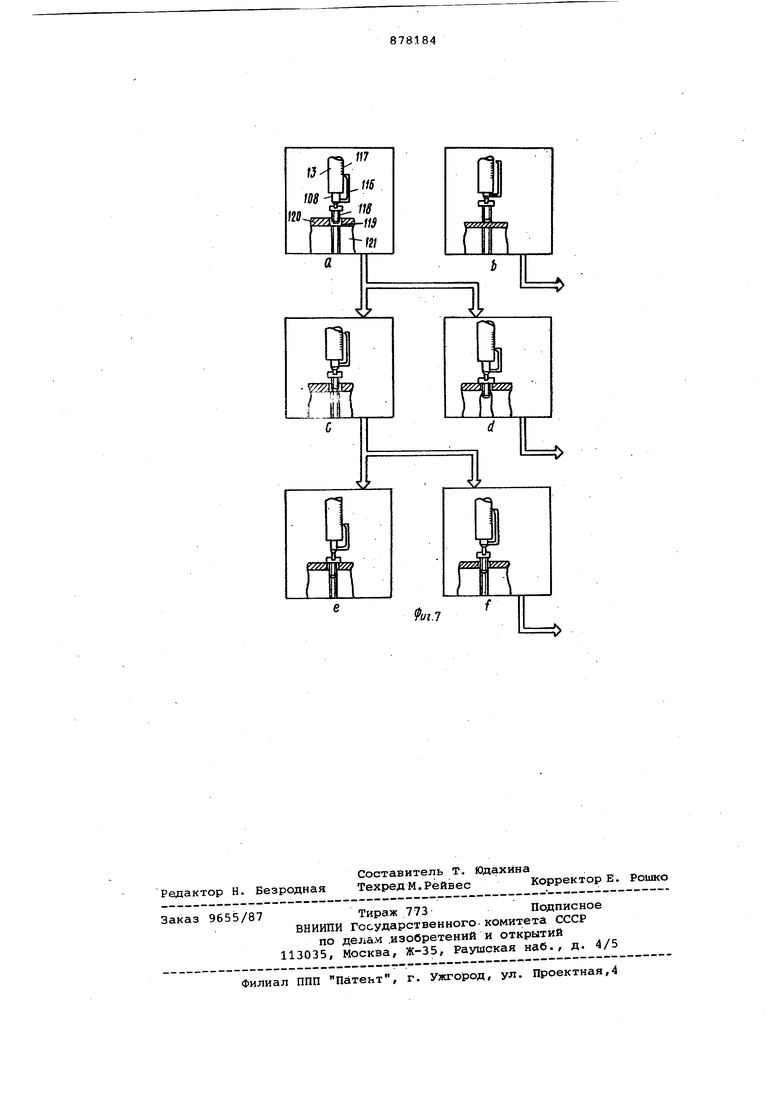
Дпя пояснения соответствующего движения плунжера 113 по отношению к короткому .валику 71 (фиг.7) плунжер 113 изображен в виде указателя 116, перемещающегося по отношению к шкале 117 обрабатывающей головки 13.
В первой фазе (фиг. 7а,в), если головка 13, управляемая блоком 11 и, возможно, совершающая поисковое движение, приводит винт 118 в положение, соответствующее отверстию 119 в детали 120, то пружина 112 (фиг.6) не сжата и машина переходит в следующую фазу. С другой стороны,если пружина сжата, например, из-за того, что не найдено отверстие (фиг.7в), датчиком 72 об этом выдается сигнал, который создает в программе команду безусловного перехода и обработка прекращается (поланление).
Во .второй фазе (фиг. 7с, d) отвёртка 108 установлена в нужное положение, т.е. еще не повернута. Если пружина 112 сжата, машина переходит к следующей фазе, с другой стороны, если пружина не сжата, это значит, что резьбовая деталь 121, в которую заворачивается винт 118, инструментом не найдена или не найден винт 118, или резьба винта или детали сорвана. В этом случае вьщаваемый датчиком 72 сигнал о том, что пружина 112 не сжата, вызывает прекращение обработки, В третьей фазе (фиг. 7a,f) отверт ка 108 вращается до тех пор, пока винт 118 не дойдет до упора в деталь 120, вызывая,остановку электродвигателя llO (фиг.6), Если все в порядке, пружина 112 не сжата и пригонка деталей выполнена правильно. С друго стороны, если пружина 112 сжата, то означает, что винт при заворачивании не занял своего места, и, следовательно, йе коснется детали 120, так что в этом случае обработка .тоже прекращается, и деталь бракуется. Следовательно, запйтка электромагнита 36 двумя различными токами в каждом случае создает два различных условия для муфты 31: в первсмм случае патрон 25 (65) может подверг нуться определенному смещению по отношению к головке 13,в то время ка во втором патрон 25 (65) жестко устанавливается по отношению к самой .головке 13. Электромагнит может быть заменен иным механическим или гидравлическим средством, пригодным для приведе ния в движение двумя различными путями с целью обеспечения хода патрона в обрабатывающей головке - одним путем и с целью жесткого закрепления патрона в головке - другим путем Применение предлагаемого устройства позволяет повысить точность обработки и производительность труда Формула изобретения 1. Самонаводящееся устройство для обрабатывающих станков, содержащее блок управления, опору для обрабаты ваемой детали, инструментальный шпин дель и установленный в патроне инструмент, связанный с рабочей голов кой при помощи соединительного узла включающего в себя два элемента,первый из которых связан с головкой и снабжен, например, электромагнитом,связанным с источником питания, а второй связан с инструментом и установлен с возможностью связи посредством электромагнита с первым элементом,причем рабочая головка установлена с возможностью перемещения в направлении, перпендикулярном плоскости контакта двух элементов соединительного узла, отличающееся тем, что, с целью повышения точности регулирования положения рабочей головки с патроном относительно опоры,соединительный узе.л снабжен ограничителем относительного перемещения двух указанных элементов в плоскости их контакта, причем электромагнит снабжен дополнительным источником пониженного напряжения. 2.Устройство по П.1, о т л ичающееся тем, что элемент, связанный с головкой, выполнен из двух частей, шарнирно связанных между собой. 3.Уст эойство по пп. 1 и 2, о тличающееся тем,что элемент, связанный с инструментом, снабжен втулкой, установленной с возможностью поворота и аксиального смещения по отношению к элемен.ту, связанному с инструментом, причем втулка связана с ограничителем относительного перемещения двух элементов соединительного узла. 4.Устройство по П.1, о т л ичающееся тем, что оно снабжено пневматическим узлом, содержа111им регулятор подвода воздуха и по крайней мере один канал для нагнетания воздуха в промежуток между дйумя элементами соединительного узла, причём регулятор подвода воздуха связан с блоком управления. Источник информации, принятые во внимание при экспертизе 1. Рашкович М.П. и др. Индуктивные преобразователи для автоматизации металлорежущих станков. М. , Машиностроение, 1969, с. 106-111. О
J
.г
f
u
2S
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоразовый ингалятор порошков | 1990 |
|
SU1837897A3 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU297161A1 |
| Устройство для контроля и коррекции тонкопленочных резисторов гибридных интегральных схем | 1971 |
|
SU473383A3 |
| Устройство для поиска знака шрифтоносителя | 1976 |
|
SU679119A3 |
| УСТРОЙСТВО для ОБРЕЗКИ НИТЕЙ ИГЛ И ЛЕТЛИТЕЛЯ НА ШВЕЙНОЙ МАШИНЕ | 1970 |
|
SU281298A1 |
| УСТРОЙСТВО для ЗАТЯЖКИ и ОСВОБОЖДЕНИЯ КОНТАКТНЫХ ЗАЖИМОВ | 1973 |
|
SU390186A1 |
| СССРМ, Кл. G 06k 13/18 G Обе 11/10УДК 681.327.18 (088.8) | 1973 |
|
SU376974A1 |
| ШВЕЙНАЯ МАШИНА «ЗИГ-ЗАГ» ДЛЯ ДВУХНИТОЧНОГО ЦЕПНОГО СТЕЖКА | 1968 |
|
SU231445A1 |
| Автоматический поводковый патрон | 1972 |
|
SU550243A1 |
| АВТОМАТ ДЛЯ ФОТОХИМИЧЕСКОЙ ОБРАБОТКИ ЦВЕТНЫХ | 1969 |
|
SU246318A1 |