радиусу) пазов 16 выбран с таким расчетом чтобы при повороте диска 9 рычаги 18 поворачивались на одинаковый угол, независимо от положения пальцев 17 в пазах диска 9 (ближе или дальше от центра).
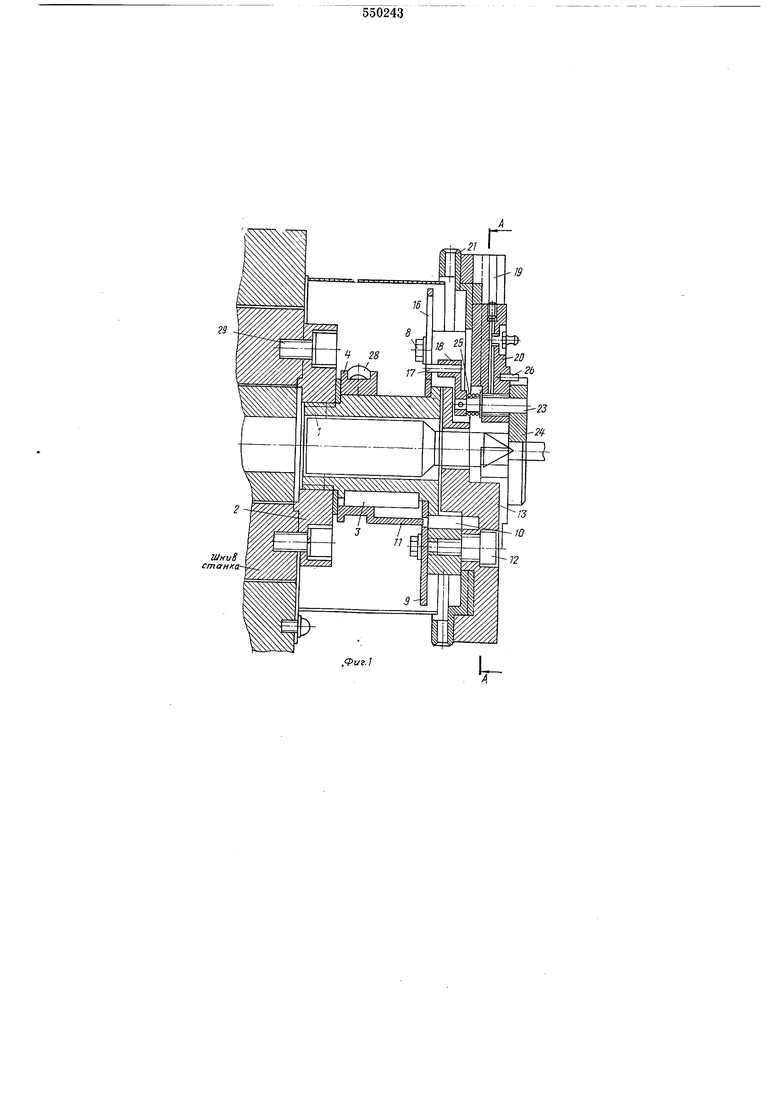
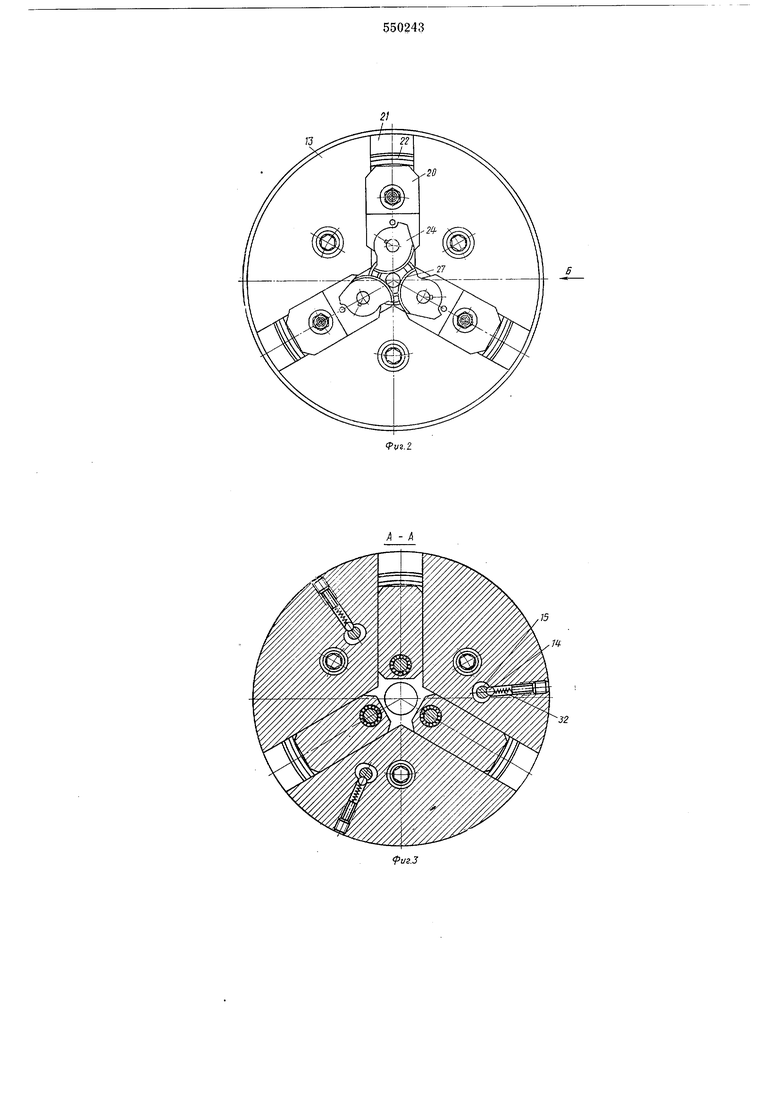
В корпусе 13 патрона имеется три радиусных станочных паза 19, в которые входят кулачки 20.
Между передней гранью головки ступицы 1 и корпусом 13 патроиа размещен диск 21. На переднем торце диска 21 нарезана спиральная резьба 22, между витками которой помещаются рейки кулачков 20. В нижней части кулачков 20 имеются отверстия, в которых на угольчатых подщипниках (без корпусов подшипников) посажены оси 23.
На осях 23 с одной стороны при помощи щтифтов закреплены рычаги 18, а с другой при помощи сегментных шпонок - зажимные ролики 24. На осях 23 помещены пружины 25 кручения, одни концы которых закреплены на кулачке 20, а другие - на рычаге 18.
Пружины 25 стремятся повернуть оси 23 по часовой стрелке.
На торцах кулачков 20 запрессованы штифты 26, ограничивающие поворот зажимных роликов 24.
Часть окружности роликов 24, служащих для зажима деталей, имеет спиральную поверхность 27.
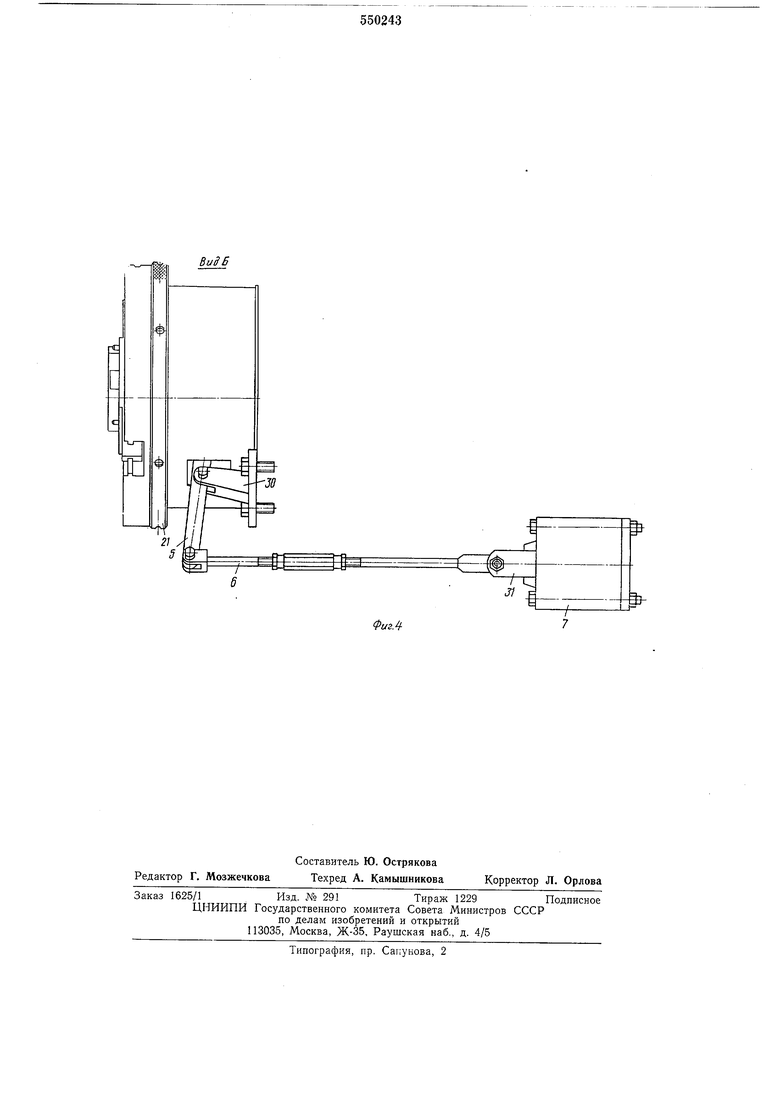
Муфта 4 сверху имеет кольцевой паз, в который входят сухари 28 вилки 5. Справа на корпусе муфты 4 имеется три винтовых выступа 11, расположенных по окружности через 120°.
Фланец 2 прикрепляется к шкиву круглошлифовального станка при помощи винтов 29. Вилка 5 шарнирно закреплена на кронштейне 30. К нижнему концу вилки 5 прикреплена тяга 6, второй конец которой присоединен к якорю 31 электромагнита 7. Патрон работает образом. Существующая автоматика на круглошлнфовальных станках позволяет поворотом рукоятки включать механизм подвода шлифовального круга к обрабатываемой поверхности (валику) и электродвигатель станка.
Для автоматического включения и выключения патрона его электромагнит 7 подключают к тому же конечнику, который включает электродвигатель станка. Тогда одной рукояткой включают (и выключают) механизм подвода (и отвода) шлифовального круга к детали, электродвигатель станка, электромагнит патрона (зажим и освобождение детали).
Для настройки патрона на размер детали устанавливают обрабатываемую деталь (валик) на центре станка и, вращая рукой диск 21, сводят кулачки 20 патрона до соприкосновения зажимных роликов 24 с поверхностью зажимаемой детали. Зажим диска 21 поворачивают против часовой стрелки на четверть оборота. После этого все детали данного размера (2-3 мм) зажимают и освобождают автоматически.
Установив деталь (валик) на центре, например, круглошлифовального станка, поворотом рукоятки станка включают механизм подвода шлифовального круга к иоверхности обрабатываемой детали. При этом сработает существз ющая на станке автоматика. Гидравлическое устройство начинает перемещать шлифовальный круг к поверхности детали, а затем включает цлектродвигатель станка. Поскольку к этому же конечнику подключен электромагнит 7 патрона, то одновременно с включением электродвигателя станка электромагнит патрона выключается и деталь (валик) предварительно зажимается.
При выключении электромагнита 7 закрученны пружины 25 начинают раскручиваться и поворачивают рычаги 18 против часовой стрелки. Рычаги 18, воздействуя пальцами 17 на пазы диска 9, начинают поворачивать его против часовой стрелки. Диск 9, в свою очередь воздействуя винтовыми выемками на винтовые выступы 11 муфты 4, передвигает ее по направлению к фланцу 2. Муфта 4, воздействуя круговым пазом на сухари 28 вилки 5, передвигает ее влево. Нижний конец вилки 5 при этом перемешается вправо, а связанная с ним тяга 6 выдвигает якорь 31 из электромагчита 7.
Вращающиеся вместе с рычагами 18 оси 23 начинают поворачивать закрепленные на них ролики 24 против часовой стрелки до тех пор, пока они своими спиральными поверхностями 27 не коснутся поверхности зажимаемой детали.
После этого предварительно зажатая деталь (валик), увлекаемая патроном, начинает вращаться.
Когда шлифовальный круг входит в соприкосновение с поверхностью зажатой в патроне детали, возникает крутящий момент, .стремящийся повернуть деталь относительно натрона. Связанные с ней силой трения (под воздействием пружин 25) зажимные ролики 24 при этом поворачиваются на некоторый угол, все сильнее зажимая (заклинивая) деталь. Сила зажима возрастает пропорционально крутящему моменту, возникающему при обработке детали.
Если поверхность детали, зажимаемая роликами 24, окажется эксцентричной по отношению к центровым ее отверстиям, то корпус 13 патрона, сжимая одну (или две) из пружин 32, автоматически смещается на нужную величину, т. е. подстраивается под эксцентриситет поверхности детали, обеспечив надежный зажим.
После окончания обработки (шлифовки) детали поворотом рукоятки станка включают механизм отвода шлифовального круга от обрабатываемой детали.
Гидравлическое устройство станка начинает отвод шлифовального круга от поверхности детали, затем конечник включает электродвигатель станка. Но так как к тому же наконечнику подключен и электромагнит 7, то одновременно включается и он.
Якорь 31 электромагнита 7 вдвигается внутрь и происходит вышеописанная цепочка взаимодействия частей в обратном направлении.
Под воздействием вилки 5 муфта 4 смещается вправо, винтовыми .выступами 11 входит в винтовые выемы диска 9 (а также головки ступицы 1), и, воздействуя на них, поворачивает его по часовой стрелке.
Диск 9, воздействуя своими радиальными пазами 16 на пальцы 17 рычагов 18 начинает поворачивать рычаги по часовой стрелке. Рычаги 18, преодолевая сопротивление пружин 25 (закручивая их), поворачивают оси 23 вместе с закрепленными па них роликами 24 по часовой стрелке.
При этом спиральные поверхности 27 роликов 24, поворачиваясь, отходят от поверхности зажимаемой детали (валика) и освобождают ее.
Корпус 13 патрона под воздействием соответствующей пружины 32 занимает свое первоначальное положение.
После остановки щпинделя станка обработанная деталь снимается с центров станка и устанавливается следующая.
Таким образом, зажим и освобождение детали полностью автоматизированы (управление патроном производится при помощи существующей на станке автоматике). Установку и съем деталей можно производить на ходу без остановки щпинделя станка.
Формула изобретения
1. Автоматический поводковый патрон для закреплепия без жесткого центрирования деталей класса валов, обрабатываемых в центрах, содержащий спиральный диск, отличающийся тем, что, с целью обеспечепия зажима деталей в щироком диапазоне размеров, патрон снабжен ползунами, перемещаемыми в радиальном направлении посредством диска со спиральными пазами, взаимодействующими
с выступами, выполненными на ползунах, причем ползуны оснащены щарнирно закрепленными в них роликами со спиральными зажимными поверхностями, а в корпусе патрона размещен механизм поворота указанных роликов,
выполненный в виде жестко связанных с роликами осей, снабженных подпружиненными рычагами, входящими своими пальцами в пазы поворотного диска, взаимодействующего посредством винтовых выемов с винтовыми
выступами муфты, поворачивающей указанные подпружиненные рычаги и связанные с ними ролики.
2. Патрон по п. 1, отличающийся тем, что осевое перемещение указанной муфты
обеспечено, например, электромагнитом, связанным с механизмом включения станка.
lUxuS cmaHKi
;j
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Самоцентрирующий патрон | 1974 |
|
SU516472A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| П ЯАТЕНТНО-i' ' | 1969 |
|
SU254357A1 |
| Электромагнитное устройство к станкам непрерывного действия для подведения намагничивающихся деталей к месту обработки | 1938 |
|
SU62890A1 |
| Зажимное устройство к токарному станку | 1984 |
|
SU1234055A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
15
