Зстоичивости самовращения плоскость наклона оси враш,еиня резца разворачивают относительно вектора главного движения V на угол Ы) (фнг. 1).
Истинная скорость резания I,, равна скорости скольжения задней новерхноети инструмента относительио обрабатываемогг) материа.та и нри ;)езаии11 самовраш,аюииь:11И резцом Л1.х;гда .vieiihHie civopoc/ni r.iaiiHoro движения V, Vn--iiV, ivi,e --- скоростной коэффициент.
Для обесиечения ностоянства истинных скоростей резапия во всех точках траектории относительно неремещения резца и обрабагываемо иоверхиости резец в ироцессе обработки перемещают в иаиравлении БС иод углом л (фиг. 1) к радиальному ианравлеиию ВО. При этом вектор главного движения изменяется не только но величине, но и но нанравлению, что вызывает изменение фактического установочного утла
().
При движении резца от точки В к точке С уменьшаетея радиус обработки от RI до RZ, что пропорционально уменьшает величину V. При устойчивом самовращеиии резца уменьшение установочного угла от ал до CD2 вызывает увеличение коэффициента е. Поскольку интенсивность уменьшения V и увеличения Е близки друг другу, значение истинной скорости резания 1/н остается ностоянным.
Двнжение нодачи S может быть осущеетвлено как в нанравлении Si (от большего радиуса R к меньшему ), так и в обратном направлении 52, что меняет лишь схему обработки (так называемое прямое и обратное резание).
Мнннмальная величина угла со ограничена устойчивостью самовращения резца в нроцессе обработки и составляет 10-20° (нижний нредел возможен для прямого резания, а верхний - для обратного).
При углах ш, превышающих 65-70°, происходит неполное отделение стружки от основного материала и процесс резания заменяется процессом отслаивания, относяшнмся к сиособам пластического деформирования металлов. При этом резко возраетают
усилия, дейетвующие на резец, и возникают вибрации ввиду недостаточной жесткости металлорежущего оборудовання. Это вызывает ухудшение качества обработанной ловерхноети и разрушение режущей части инструмента.
Учитывая указанные ограничения, диапазон возможного изменения угла л между направлением движения нодачи резца и радиальным направлением составляют 2U 75°.
При заданных радиусах обработки Ri н RZ устанавливают такую величину углов ч н A,2 в крайних точках, которая не выходит
:ia нределы указанного диапазона. В елучае, если нримеияемое оборудование не позволяет проводить обработку с движением нодачи иод углом к радиальному нанравлению, определяют параметр /y .(0i
Rcos( и вершину резца смещают относительно центра О вращения детали на величину Я.
Способ токарной обработки торцовых поверхностей самовращающимся резцом обеснечмвает стабилизацию истинной скорости резания, что иозволяет использовать его как метод исследования обрабатываемости материалов, а также для повышения качества и точиостн обработанных поверхностей.
Ф о р м у л а н 3 о б р е i е н и я
Снособ токарной обработки торцовых новерхностей самовращающимися резцами, при котором детали сообщают вращательное движение, а резцу - прямолинейное движение подачи, отличающийся тем, что, с целью новышения качества обработанной новерхноети и точиости обработки за счет стабилизации истинной скорости резання, движение подачи резца осуществляют в направлении, составляющем 20-75° с радиальным наиравлением.
Источники информации,
нринятые во внимание при экепертизе
1. Авторское свидетельство № 428864, кл. В 23в 1/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резания самовращающимся резцом | 1977 |
|
SU753540A1 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Ротационный резец | 1987 |
|
SU1458089A2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ кинематического дробления стружки | 1976 |
|
SU630037A2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Расточная головка | 1979 |
|
SU872044A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Самовращающийся чашечный резец | 1979 |
|
SU775929A1 |
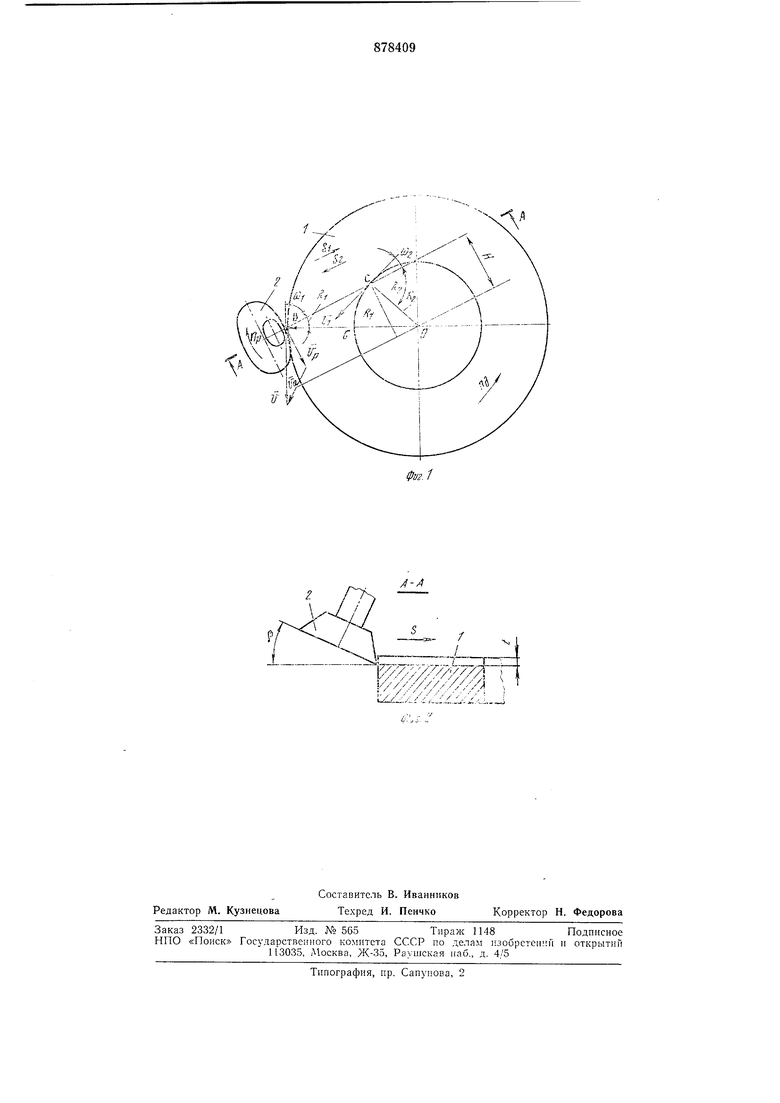
A-A
..../////xfe//
Y////////////..
